Технология литейного производства
Технологический процесс производства отливок состоит из следующих операций:
изготовления моделей и стержневых ящиков; изготовления литейных форм по моделям; изготовления стержней;
расплавления металла и заливки форм жидким металлом; извлечения отливок из форм; обрубки и очистки отливок;
термической обработки (если она необходима по техническим условиям).
Литейныеформы изготовляют с применением деревянных ил
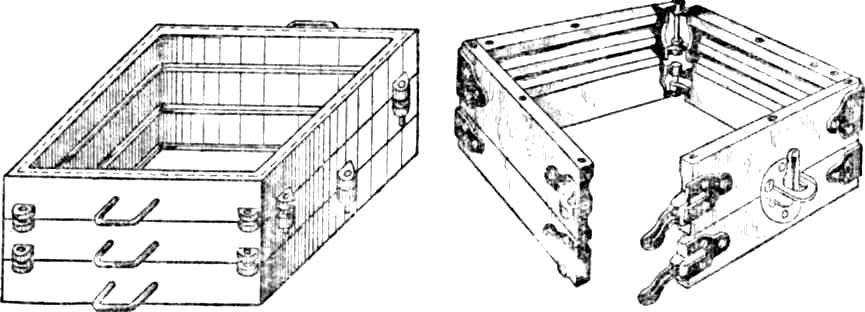
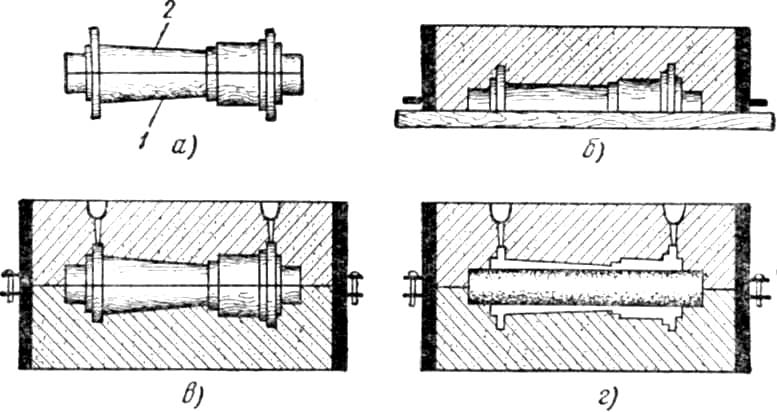
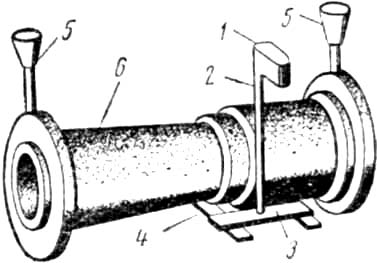
Технологический процесс производства отливок состоит из следующих операций: изготовления моделей и стержневых ящиков; изготовления литейных форм по моделям; изготовления стержней; расплавления металла и заливки форм жидким металлом; извлечения отливок из форм; обрубки и очистки отливок; термической обработки (если она необходима по техническим условиям). Литейныеформы изготовляют с применением деревянных или металлических моделей, размеры и очертания которых соответствуют получаемым отливкам. Однако размеры моделей должны быть несколько больше размеров отливок, так как при остывании происходит усадка металла. Припуски в моделях на усадку отливок из различных литейных сплавов предусматривают в соответствии с уменьшением объема сплавов при охлаждении. Размеры усадки наиболее применяемых литейных сплавов приведены в табл. 16. Модели изготовляются так, чтобы их можно было извлечь из формовочной смеси, не разрушая формы. Для этого модели со сложными очертаниями делают разъемными и вновь легко соединяемыми при помощи шипов. На рис. 1 показаны разъемная модель и отливка, изготовленная по ней. Прочность деревянных моделей зависит от породы дерева (липа, сосна, клен, ольха и др.) и от технологии их изготовления. Наиболее прочны модели, изготовленные не из цельного куска дерева, а составленные и склеенные из отдельных частей с учетом направления волокон древесины (см. рис.1). Рис.1. Разъемная модель(а) и изготовленная по ней и изготовленная по ней отливка(б) При конструировании и изготовлении моделей следует учитывать условия процесса формовки, влияющие на износоустойчивость моделей: удары по моделям трамбовками при набивке формовочного материала; удары при работе на встряхивающих и прессовых машинах; воздействие на модели при освобождении форм и стержней; трение поверхности моделей при соприкосновении с твердыми частицами формовочных материалов и др. Чтобы предохранить деревянные модели от сырости, их окрашивают. Модели, предназначаемые для отливок из разных металлов, окрашивают в разные цвета, чтобы было удобнее различать их. Согласно ГОСТ модели для отливок из чугуна и стали окрашивают в красный цвет, а модели для отливок из цветных металлов — в желтый. Поверхности моделей для отливок, подвергающихся механической обработке, покрывают черными пятнами по основному фону. Стержневые знаки, т. е. выступы у моделей, образующие полости для закрепления стержней в формах, окрашивают в черный цвет. В массовом производстве при машинной формовке модели изготовляют не из дерева, а из различных металлических сплавов. Тонкостенные модели для ручной и машинной формовки обычно изготовляют из серого чугуна. Модели для машинной формовки, подвергающиеся большому износу, изготовляются из алюминиевых сплавов. Формовка. Литейные формы бывают временные или разовые, т. е. рассчитанные на изготовление одной отливки и разрушаемые при извлечении отливки из формы; полупостоянн ы е, т. е. пригодные для производства нескольких отливок; постоянные, используемые для изготовления партии отливок. Разовые литейные формы изготовляют из формовочной смеси, состоящей из формовочного песка и различных добавок для придания смеси специальных свойств (опилки, каменный уголь, торф и др.). Такие формы применяют сырыми или же перед заливкой их просушивают в печах. Формовочные пески в зависимости от содержания глинистых веществ разделяются на классы (см. табл. 20). Таблица Классификация формовочных песков Условное обозначение Наименование Содержание глины, % К Кварцевые До 2 Т Тощие 2—10 П Полужирные 10—20 Ж Жирные 20—30 ОЖ Очень жирные 30-50 Глины по огнеупорности делятся следующим образом: высокой огнеупорности (не менее 1580° С); средней (не менее 1350° С); низкой (огнеупорность не нормируется). При изготовлении песчано-глинистых форм должны быть обеспечены следующие требования, предъявляемые к формовочным смесям и их свойствам: 1) форма должна быть прочной, чтобы тяжелая струя жидкою металла не могла се разрушить при заливке, и в то же время материал формы должен быть достаточно пластичным; 2) материал формы должен быть газопроницаемым, чтобы газы, выходящие из металла при застывании, не оставались в отливке и не скапливались между отливкой и формой; 3) формовочная смесь должна быть огнеупорной, т. е. в ней не должно быть веществ, легко расплавляемых и способных сплавляться с металлом, что вызывает порчу поверхности отливок (пригар). Уменьшить пригар формовочной смеси к металлу отливки можно введением в ее состав от 5 до 15% каменноугольной пыли. При чугунномлитье количество каменноугольной пыли берется тем больше, чем крупнее отливки. Поверхность сухих форм покрывают тонким слоем краски, в состав которой входят графит, кокс, маршалит, тальк и другие вещества. Это позволяет избежать пригорания формовочной смеси к отливке. Чтобы устранить пригар, Поверхность влажных форм покрывают также порошками, называемыми припылами. В качестве припылов используют каменноугольную пыль, графит или цемент. Для форм, подвергающихся сушке в печах, к формовочной смеси добавляют мелкие опилки, солому, торф и другие вещества, способные при сушке сгорать и увеличивать газопроницаемость смеси благодаря образованию в ней мелких пор. Приготовление формовочной смеси и литейных форм из нее — трудоемкий процесс, поэтому в современном литейном производстве многие операции выполняются при помощи специального оборудования. Для приготовления формовочных смесей применяют механические сита, размалывающие, смесительные бегуны, разрыхлители, глиномялки и другие машины, облегчающие труд и повышающие его производительность. Полупостоянные литейные формы, рассчитанные на получение нескольких отливок, изготовляют из прочных и огнеупорныхматериалов -графита, шамота и др. Постоянныеформы (кокили) изготовляют из чугуна или стали. Их применяют в массовом и серийном производстве деталей не очень сложной формы и небольших размеров. При литье в металлические формы производительность на одного рабочего повышается в два-три раза, уменьшаются Припуски на обработку, Поверхность отливок получается чистой. Стоимость литья в металлических формах зависит от их стойкости: при получении стальных деталей металлические формы выдерживают до 600—700 отливок, чугунных деталей несложной формы — до 10 тыс. отливок. Стойкость металлических форм повышают, покрывая их рабочие поверхности особыми огнеупорными составами или красками. Внутренний объем и линейные размеры форм должны быть больше, чем размеры отливок, так как застывающий металл имеет линейную и объемную усадку, т. е. уменьшается в размерах. Стержни. Сплошные отливки без полостей получают заливкой жидкого металла в рабочую полость формы, в которой нет стержня. Для получения пустотелой отливки в рабочую полость формы помещают стержень, препятствующий сплошному ее заполнению жидким металлом. В том месте, где находится стержень, в отливке образуется полость, соответствующая размерам и очертаниям стержня. При изготовлении стержней, так же как и моделей, необходимо учитывать изменение размеров отливки при затвердевании. Линейные размеры и объем стержней должны быть меньше размеров полости в отливке на величину усадки металла. Стержни изготовляют из кварцевого песка и глиныс добавлением различных связующих веществ. Применяют связующие на основе растительного масла (ЧГУ), продуктов переработки нефти, торфа, угля, сланцев и древесины (КТ, ГТФ, KB, П, ПС, сульфитная барда и др.), неорганических соединений (жидкое стекло, цемент) и др. Изготовляют стержни с помощью стержневых ящиков ручным и машинным способами. Изготовленные стержни сушат. Сушка стержней производится в печах в течение 5—10 часоз при температуре от 200 до 400° С в зависимости от состава стержневой массы и от свойств связующего вещества. При сушке влага испаряется, материалсвязки затвердевает и благодаря этому достигается требуемая прочность стержней. Устанавливают и закрепляют стержни в формах по «знакам», т. е. по специальным опорным выступам, а также с помощью особых подставок — жеребеек. Сплавливаясь с заливаемым в форму металлом, жеребейки остаются в отливке. Чтобы улучшить свариваемость с основным металлом, жеребейки предохраняют от окисления лужением или омеднением. Процесс формовки производится различными способами. Детали несложные и большого размера иногда получают заливкой в открытую или закрытую почвенную форму, изготовленную в земляном полу формовочного цеха. Открытую почвенную формовку применяют для отливок, не требующих обработки и имеющих плоскую верхнюю Поверхность (плиты, колосники и т. п.). Процесс изготовления формы состоит в следующем: яму глубиной до 200 мм загружают наполнительной смесью и смесь покрывают облицовочным материалом слоем 10—15 мм. В полученную «постель» вдавливается модель, а сбоку модели вырезается литниковая система: литниковая чаша, канал для заполнения формы металлом и сливной канал для спуска излишка металла. После удаления модели производится заливка. Рис.2. Металлическая (а)и деревянная разъемная (б) опоки Закрытая почвенная формовка применяется для получения отливок с чистой поверхностью и фасонной верхней частью, а также при производстве крупного единичного литья — отливок весом более 5 г, а иногда более 100 т. Форму изготовляют более сложным механизированным способом в специальных ямах (кессонах). Наиболее распространена формовка в опоках (рис. 2), т. е. в особых жестких рамах, изготовляемых из стали или из чугуна, а иногда и из дерева. Стенки опок скрепляют болтами или штырями. Чтобы лучше удерживалась формовочная смесь, стенки опок внутри делают гофрированными. Изготовление несложной формы в двух опоках методом ручной формовки по неразъемной модели производится следующим образом (рис. 3). Рис. 3. Схема формовки плиты: 1 — модель плиты, nbsp; 2 — подмодельная плита, 3,4 — деревянные модели литникового стояка и выпора На подмодельную плиту2 устанавливают модель / и нижнюю опоку так, чтобы модель оказалась внутри опоки. Затем модель припудривают порошком ликоподия, талька или графита и опоку доверху наполняют формовочной смесью, утрамбовывают ее, а излишек срезают линейкой. После этого опоку переворачивают вместе с подмодельной плитой. Затем плиту снимают и на нижнюю опоку ставят верхнюю опоку, а плоскость разъема посыпают сухим кварцевым песком. Нижнюю опоку также наполняют формовочной 209 смесью, устанавливая при этом деревянные модели литникового стояка3 и выпора4. Первый из них при извлечении их образует канал литникового стояка, т. е. канал для заливки металла, а второй — выпор для выхода из формы воздуха и газов. Далее осторожно разъединяют опоки по линии их соединения и в верхней опоке прорезают канал шлакоуловителя, а в нижней опокеканал питателя, затем удаляют модель и вновь соединяют половины опоки. В результате получается готовая форма для отливки плиты. Примером формовки отливки с внутренней полостью может служить процесс получения формы для пустотелой втулки (рис. 4). Нижнюю половину разъемной модели кладут на подмодельную плиту плоскостью разъема и описанным выше способом производят формовку в нижней опоке (рис. 4, б). Рис. 4. Схема формовки пустотелой втулки: а— модель втулки: 1 — нижняя половина модели, 2—верхняя половина модели ; б — формовка в нижней опоке, в — формовка в верхней опоке, г — собранная форма со стержнем Перевернув нижнюю опоку и сняв подмодельную плиту, на заформованную половину модели накладывают ее вторую половину, а затем формуют верхнюю опоку (рис. 4, б). При этом устанавливают модели литникового стояка и выпора для образования соответствующих каналов. После разъема опок, выполнения каналов питателя и шлакоуловителя и извлечения из формовочной смеси обеих половин модели в готовую форму помещают стержень для образования в отливке внутренней полости (рис. 4, г). Отлитая втулка после ее извлечения из формы и литниковая система показаны на рис. 5. Машинная формовка. Применение формовочных машин для изготовления литейных форм позволяет резко увеличить производительность труда, повысить качество отливок, снизить себестоимость литья, а также механизировать и автоматизировать процесс изготовления литейных форм. Формовочные машины выполняют операции уплотнения смеси и удаления модели из литейной формы. По способу уплотнения формовочной смеси машины делятся на прессовые, встряхивающие и пескометы. Рис. 5.Отлитая втулка после извлечения из формы: 1 — литниковая чаша, 2 — лнтннковый стояк, 3 — шлакоулоинтель. 4 — питатели,5 — выпор,6 — изделие .jpg)