Отклонения размеров и формы поперечного сечения
Описание. Отклонения от заданного поперечного сечения:
1. Ромбичность — грани металла прямоугольного сечения не образуют друг с другом прямых углов.
2. Бочкообразность — металл прямоугольного сечения имеет сильную выпуклость (неплоские поверхности).
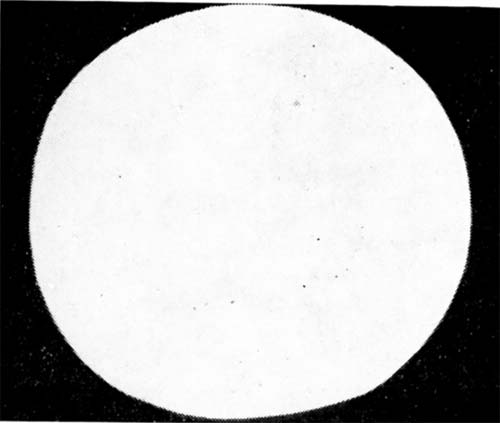
3. Овальность — поперечное сечение круглого металла сильно отличается от круга.
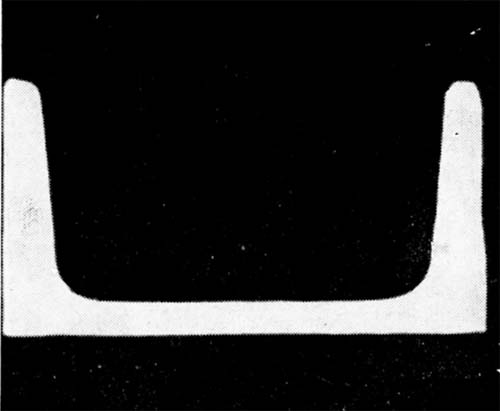
4. Сильная вогнутость — металл прямоугольного сечения имеет сильную вогнутость.
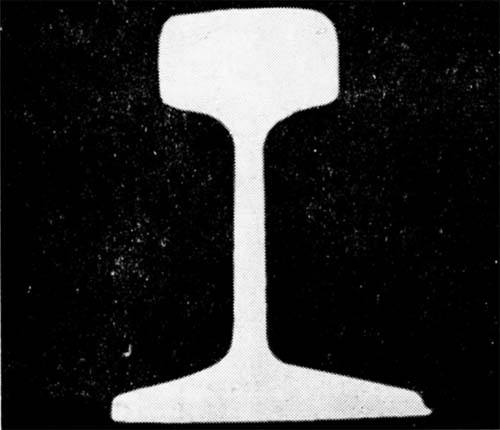
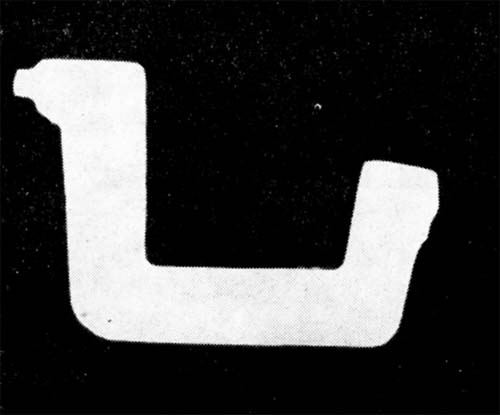
5. Не полностью образованный профиль — контур профиля отличается от заданного.
Причины возникновения. Осевое смещение верхнего и нижнего валков. Неправильная настройка валков и арматуры (п. 1—5)
Сильный износ валков и подшипников (п. 1,5).
Технология прокатки — режим обжатий — выбрана неправильно; она не соответствует данной марке стали и форме профиля (п. 1, 2, 4К
Недостаточный прогрев материала в нагревательных колодцах и методических печах (п. 1, 4).
Предупреждение. Боковое фиксирование верхних и нижних валков (п. 1).
Применение соответствующей калибровки, а также своевременное регулирование и корректировка установки валков и арматуры (п. 1—5).
Использование износостойких материалов для валков и подшипников, а также текущий контроль за состоянием валков и подшипников (п. 1, 4).
Соблюдение заданного режима при прокатке. В случае сутунок, которые прокатываются со свободным уширением, для обеспечения предусмотренной технологией ширины необходим промежуточный проход, обеспечивающий обжатие боковых граней (кроме случая прокатки листов).
Необходимый прогрев металла в нагревательных колодцах и нагревательных печах, а также поддержание заданных температур прокатки (п. 1, 4).
Устранение. Возможность устранения обусловлена последующей горячей деформацией или обработкой поверхности со снятием стружки (для полуфабрикатов круглого сечения — обточкой) в зависимости от величины дефекта и характера расположения (частоты), при этом следует учитывать экономическую целесообразность этих мер устранения.
Примечание. Металл с большими отклонениями поперечного сечения от установленной формы бракуется. При незначительном уменьшении или превышении размеров
возможны снижение сорта, дополнительная обработка или частичная отбраковка.
Отклонение размеров поперечного сечения от заданных возможно и у стальных прутков или проволоки, полученных волочением (особенно овальность). Это может быть обусловлено, с одной стороны, тем, что размеры и форма стальных прутков, профилей и проволоки, полученных горячей прокаткой и предназначенных для дальнейшего волочения, уже имеют указанные отклонения. С другой стороны, описанные дефекты формы часто могут возникать и при холодной деформации. В тех случаях, когда необходимы точность наладки арматуры и минимальная разбалансировка (валов, осей, штифтов и т. д.), нужно особое внимание обращать на точность допусков по диаметру размеров калибра, углов радиусов закруглений, ширины полок, а также размеров у специальных профилей, так как иначе их применение невозможно или возможно только после дополнительной обработки.
Эти дефекты при холодной деформации обусловлены прежде всего следующим: использованием заготовок с недопустимыми отклонениями размеров и формы от заданных (например, угловые отклонения, не полностью сформированные прокаткой ребра), применением дефектного, или имеющего неточные размеры, или изношенного волочильного инструмента.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.