Линии текучести и складки
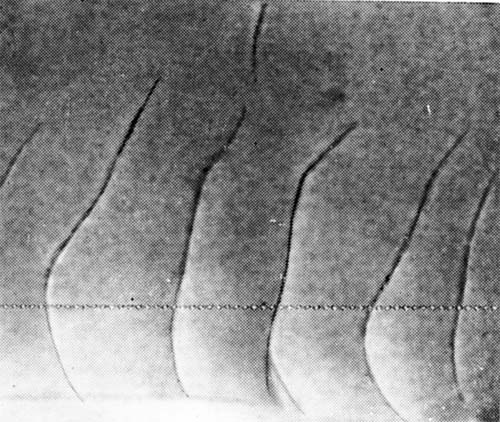
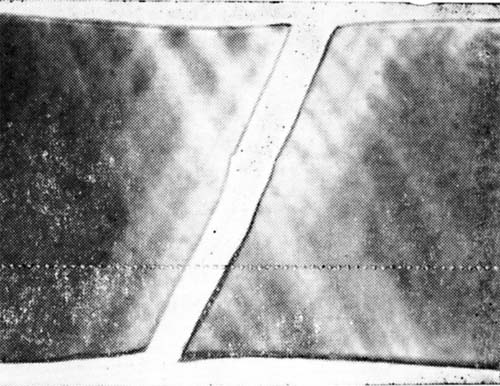
Описание. На поверхности холоднокатаных стальной полосы или листа (тонкого) из мягких (низкоуглеродистых) нелегированных сталей или изделий, изготовленных из них, наблюдаются линии или полосы, которые различаются по своему блеску и создают небольшую шероховатость.
Причины возникновения. Металл горячекатаных стальных полос или листов из низкоуглеродистых (мягких) нелегированных сталей склонен к образованию при холодной деформации линий текучести и складок, так как эти стали как в отожженном, так и в состаренном состоянии обладают четко выраженной областью прерывистого течения (верхним и нижнем пределом текучести). При приложении к такому металлу растягивающих напряжений, по порядку величины близких к пределу текучести, наблюдается прерывистый характер распространения текучести в рядом расположенных областях.
Складки на холоднокатаной полосе возникают благодаря слишком сильному изгибу у натяжного барабана (при прокатке, травлении и т. д.), имеющего слишком малый диаметр, а также из-за слипания, нарушений плавного хода полосы при холодной прокатке и дрессировке: ось смотки не параллельна оси прокатки, излишне свободный ход полосы, волнистость кромок, вспучивание, саблевидный изгиб полосы,
неправильная шлифовка валков (не соответствующая профилю исходной горячекатаной полосы) и несоблюдение требований, оптимизирующих напряжения натяжения и смотки в условиях дрессировки.
Предупреждение. Устранение четко выраженной области прерывистого течения в низкоуглеродистой стали, например путем холодной прокатки со степенью обжатия свыше 20% после рекристаллизационного отжига. линии текучести и складки при этом на длительное время устраняются. Однако пластичность сильно снижается, и глубокая вытяжка становится едва возможной. Другой путь — холодная прокатка со степенью обжатия от 1 до 2% после рекристаллизационного отжига. Сильного падения пластичности в этом случае не наблюдается.
Эффект четко выраженного предела текучести обратим. На несколько недель образование линий текучести и складок устраняется. Затем вследствие старения они вновь образуются.
Применение специально раскисленных алюминием сталей. Однако в состоянии после смягчающего отжига эти стали также склонны к образованию линий текучести и складок.
Холодной прокаткой со степенью обжатия 1—2% после смягчающего отжига образование складок и линий текучести в раскисленных алюминием низкоуглеродистых сталях надежно предотвращается, так как эти стали устойчивы против старения.
Для предупреждения складок — соответствие геометрии, в частности, диаметра сматывающего барабана толщине полосы; тщательная обработка поверхности полосы, предупреждение перегибов и вспучивания при изготовлении, транспортировке и хранении.
Устранение. Имеющиеся на полосах или листах линии текучести могут быть устранены путем холодной прокатки с более высокой степенью обжатия. линии текучести на изделиях из холоднокатаной стальной полосы или листов могут быть удалены шлифовкой.
Складки можно устранить только путем последующей холодной прокатки предварительно нормализованных полос.
Примечание. Складки (а также линии текучести) могут наблюдаться в отдельных случаях и на горячекатаной полосе.
Линии текучести и складки называют также «круглый загиб» или «линии перегибов», если они встречаются на широкой холоднокатаной полосе. Они могут наблюдаться с одной стороны, с двух сторон или по всей ширине полосы.
Складки, возникающие из-за плохого хода полосы при прокатке и смотке обозначаются часто как «фалды».
Линии текучести и складки затрудняют получение гладкой поверхности холоднокатаных стальных полос и тонких листов или изделий, изготовленных из них (особенно, если к тому же возникают еще фигуры течения).
Так как последующая обработка готовых изделий (или полосы) с описанными выше дефектами с целью получения гладкой поверхности всегда затруднительна, а иногда даже невозможна, то не следует использовать холоднокатаные листы и полосы из низкоуглеродистой стали в состоянии непосредственно после смягчающего отжига. Нужно соблюдать вплоть до окончательной обработки металла (штамповки изделий из листов и полос) обусловленные процессами старения сроки хранения, которые особенно ограниченны в случае полос и листов из кипящих низкоуглеродистых нелегированных сталей.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.