Волочение
Волочением называется процесс получения проволоки, прутков, труб малого сечения, полос, профилей.
Волочение проволоки состоит в том, что предварительно прокатанные до 5 мм прутки большой длины протягивают через фильеры — отверстия волочильной доски (рис. 1), переходя последовательно от наибольшего отверстия к наименьшему. При этом проволока постепенно доводится до требуемого диаметра.
Волочильные доски изготовляют из стали высокого качества, так как они должны обладать большой твердостью и прочностью, иначе отверстия в них быстро разработаются.
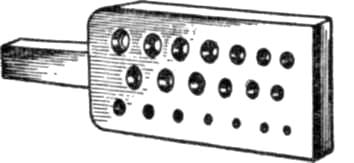
Рис.1. Волочильная доска
Чтобы экономить дорогостоящий материал, волочильные доски часто изготовляют из обыкновенной углеродистой стали, а фильеры из высококачественной легированной стали или из твердого сплава. При этом фильеры делают вставными, что позволяет заменять их при износе.
Для получения весьма малой по диаметру наитончайшей проволоки применяют алмазные фильеры в металлической оправке.

Рис.2. Формы волочильных отверстий
а — профиль-фильер стальной доски, б — профиль фильер из твердого сплава
Наиболее удобная форма фильера показана в продольном разрезе на рис. 2. Фильер выполнен в виде двух конусов, обращенных один к другому вершинами. При протяжке сечение проволоки уменьшается в необходимой степени и в то же время сильно снижается сила трения. Уменьшить трение можно также смазкой фильера.
При волочении проволоки переход от фильера большего диаметра сразу же к фильеру малого диаметра не допускается, так как от сильного обжатия резко понижается пластичность металла, и проволока, становясь чрезмерно твердой, хрупкой, может разрываться. Чтобы восстановить пластичность, металл при многократном протягивании через постепенно уменьшающиеся отверстия подвергают промежуточному отжигу. Если число проходов велико, отжиг производится неоднократно.
При возобновлении протяжки после отжига проволока должна быть очищена от окалины травлением в растворе кислоты и промыта в щелочном растворе.
Для волочения используют углеродистую и легированную сталь с малым содержанием углерода, а также разнообразные цветные металлы и их сплавы.
Волочильные станы разделяют на барабанныеи цепные.
Барабанные станы (рис. 3) имеют разматывающее устройство1, устройство для крепления проволоки2 и тянущий барабан3, который через редуктор4 вращается электрическим двигателем 5 и, наматывая на себя проволоку, протягивает ее через фильер6. Такой стан может иметь один барабан для волочения через один фильер или несколько барабанов для многократного волочения, когда проволока последовательно обжимается в нескольких фильерах.
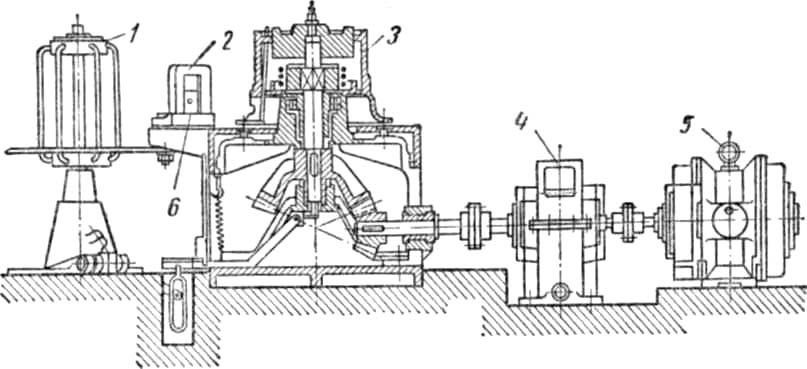
Рис. 109 Барабанный волочильный стан
Цепные станы применяют для волочения прутков, профилей, труб. В зависимости от конструкции на цепном стане можно обрабатывать одновременно несколько изделий.