Обработка металлов на фрезерных станках
Назначение и разновидности фрезерных станков. На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации; чаще всего эти станки используют для обработки плоскостей, пазов, канавок; нередко фрезерные станки применяют для обработки линейных фасонных поверхностей. Специальные виды фрезерных станков приспособлены для обработки сложных пространственных фасонных поверхностей.
Вследствие высокой производительности и широкой универсальности фрезерные станки являются самой распространенной группой после токарных станков.
Различают следующие основные типы фрезерных станков: консольно-фрезерные (вертикальные, горизонтальные, универсальные и широкоуниверсальные); бесконсольно-фрезерные; продольно-фрезерные; копировально-фрезерные.
Консольно-фрезерные станки характеризуются тем, что у них стол вместе с обрабатываемой деталью может перемещаться в трех взаимно перпендикулярных направлениях, а у некоторых моделей — и под углом к оси шпинделя.
Бесконсольно-фрезерные станки могут быть вертикальными и горизонтальными. Вертикальные бесконсольно-фрезерные станки используются для обработки сравнительно крупных деталей. Они характерны тем, что у них стол может перемещаться только в двух взаимно перпендикулярных направлениях: продольном и поперечном. Вертикальное перемещение имеет сама шпиндельная бабка.
Понятие о процессе фрезерования. Фрезерованием называется технологический метод обработки поверхностей фрезами.
При фрезеровании главное (вращательное) движение получает фреза, а движение подачи (прямолинейное и перпендикулярное к оси фрезы) — заготовка, закрепленная на столе станка.
Работа фрезы принципиально отличается от работы других многолезвийных инструментов: зенкеров, разверток, метчиков и т. п.,
при резании которыми все режущие кромки инструмента одновременно участвуют в работе. При фрезеровании подача направлена перпендикулярно к оси вращения инструмента, вследствие чего каждый зуб фрезы находится в контакте с обрабатываемой деталью только в течение незначительной части своего оборота и в работе одновременно участвуют один или несколько зубьев фрезы. Большое количество зубьев у фрезы, каждый из которых работает небольшую часть времени и в течение большей части оборота фрезы успевает охладиться, обеспечивает большую стойкость инструмента и высокую производительность фрезерования.
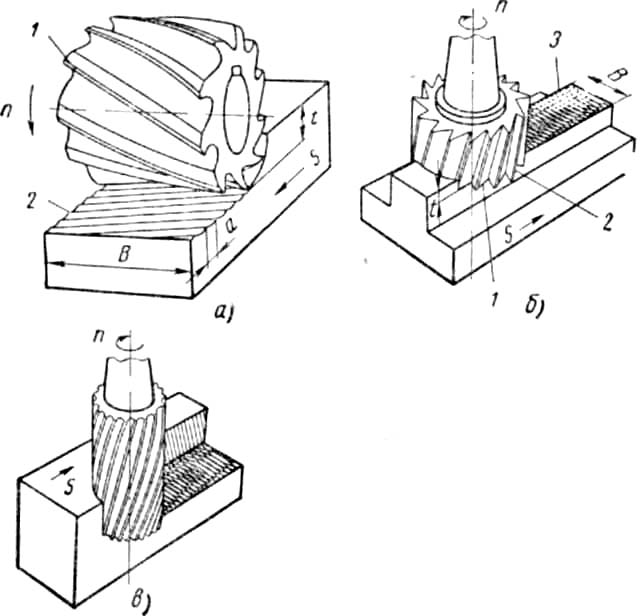
Рис.1. Виды фрезерования: а-цилиндрическое, б-торцовое, в-комбинированное.
Виды фрезерования. Существует два основных вида фрезерования: цилиндрическое и торцовое.
При цилиндрическом фрезеровании (рис. 1, а) обработанная поверхность2 профилируется главной режущей кромкой 1, расположенной на поверхности вращения фрезы. Поэтому поперечный профиль обработанной поверхности полностью зависит от профиля образующей фрезы и является обратным ему, т. е. если фреза будет выпуклой, то обработанная поверхность вогнутой, и наоборот.
Продольный профиль обработанной поверхности при этом виде фрезерования будет волнистым, причем расстояние а между волнами зависит от величины подачи на зуб, а их глубина, кроме того, еще и от диаметра фрезы.
Чтобы получить высокую чистоту обработанной поверхности при цилиндрическом фрезеровании, приходится работать с небольшими величинами подач.
При торцовом фрезеровании (рис. 1, б) обработанная поверхность3 образуется не главными 2, а вспомогательными / режущими кромками, которые расположены на торцовой поверхности фрезы. Поэтому независимо от профиля образующей фрезы обработанная поверхность всегда является плоскостью.
При торцовом фрезеровании чистота обработанной поверхности также зависит от величины подачи на зуб.
При обработке пазов, канавок, уступов и т. п. фрезаработает комбинированно; при этом некоторые из обработанных поверхностей образуются главными режущими кромками зубьев фрезы, а некоторые — торцовыми (рис. 1, в).
Элементы резания при фрезеровании. При фрезеровании, так же как и при других видах обработки, режимы резания характеризуются скоростью резания, величиной подачи, глубиной резания и дополнительно шириной фрезерования.
Скоростью резанияvпри фрезеровании называется окружная скорость наиболее удаленных точек режущих кромок зубьев фрезы. Она измеряется в м/мин.
Г лубиной резания tназывается наикратчайшее расстояние между обрабатываемой и обработанной поверхностью, т. е. толщина снимаемого за один проход слоя материала в мм (см. рис. 1, а, б).
Шириной фрезерования В(см. рис. 1, а, б) называется ширина обрабатываемой поверхности в направлении, параллельном к оси фрезы (для торцового фрезерования — в направлении, перпендикулярном к оси фрезы). ширина фрезерования измеряется в миллиметрах.
Подачей на зуб szназывается величина перемещения заготовки относительно фрезы за время ее поворота на один зуб (измеряется в мм/зуб).
Подачей на оборот so6 называется величина перемещения заготовки относительно фрезы за один ее оборот (измеряется в мм/об).
Минутной подачейsMназывается скорость перемещения заготовки относительно фрезы (измеряется в мм/мин).
Подачи при фрезеровании связаны между собой следующей зависимостью:
SM=So6n — Sz zпмм/мин,
где г — число зубьев фрезы;
п — число оборотов фрезы в минуту.
Основные типы фрез (рис. 2). Фрезы классифицируют по различным признакам: по назначению, форме зубьев и их направлению, по конструкции, методу крепления на станке и т. п.
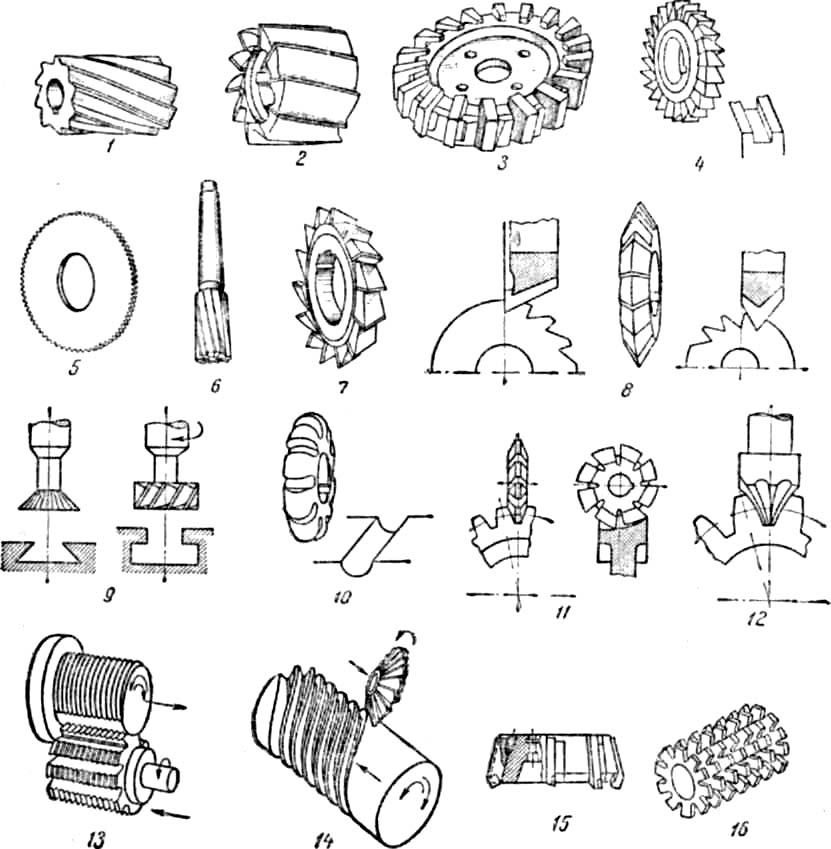
Рис. 2. Типы фрез
По конструкциифрезы разделяют на цельные, напайные, наборные и со вставными быстросменными зубьями (фрезерные головки).
Цельные фрезы 1, 2, 4, 7 изготовляют целиком из высококачественного инструментального материала.
Напайныефрезы изготовляют из дешевых конструкционных сталей, а на рабочие части их зубьев напаивают пластинки из высококачественных инструментальных материалов.
Наборные фрезы3 состоят из корпуса, выполняемого излегированной конструкционной стали, и вставных зубьев, закрепляемых в корпусе фрезы механическими средствами: клиньями, коническими штифгами ит. п. Затачивают наборные фрезы в собранном виде.
Фрезерные головки 15 имеют быстросменные зубья, которые представляют собой обычные резцы. Такие зубья затачивают как отдельно от корпуса с последующей установкой зубьев в корпусе фрезы по шаблону, так и целиком — в собранном виде.
По профилю зубьев различают фрезы с остроконечными и затылованными зубьями. По расположению режущей кромки относительно оси фрезы бывают с прямым и спиральным (винтовым) зубом.
Прямой зуб входит в работу сразу, а спиральный зуб — постепенно. Поэтому фрезы со спиральными зубьями работают более плавно и спокойно, чем фрезы с прямыми зубьями.
По способу крепленияфрезы подразделяются на насадные, хвостовые и торцовые.
Насадные фрезы1,3,4,7имеют отверстие и шпоночный паз и закрепляются на шпиндельной оправке.
Хвостовые фрезы 6и9 изготовляются за одно целое с коническим или цилиндрическим хвостовиком. Фрезы с коническим хеостовиком закрепляются или непосредственно в шпинделе станка, или с помощью конических переходных втулок. Фрезы с цилиндрическим хвостовиком закрепляются в цанговом патроне.
Торцовые фрезы 15 устанавливаются непосредственно на торце шпинделя и закрепляются четырьмя болтами.
По назначению фрезы разделяются на следующие основные типы: для обработки плоскостей, прорезные, пазовые, угловые, фасонные, зубонарезные, резьбовые и специальные.
К фрезам для обработки плоскостей относятся торцовые фрезы, которые более других приспособлены для высокопроизводительной и высококачественной обработки плоскостей, а также цилиндрические фрезы с прямыми и спиральными зубьями.
Прорезные фрезы 5 являются циркульными пилами и служат для прорезания шлицев, канавок и разрезания материалов.
Фрезы для обработки пазов бывают различных конструкций: трехсторонняя, дисковая фреза4 служит для прорезания прямоугольных пазов, пальцевые фрезы9 используют для обработки тавровых пазов и пазов типа «ласточкин хвост». Концевой фрезой6 обрабатывают шпоночные пазы, окна и криволинейные пазы.
Угловые фрезы бывают одноугловые 7 и двуугловые 8.
Фасонные фрезы10применяют для обработки фасонных профилей, вогнутых, выпуклых и криволинейных.
К зубонарезным фрезам относятся дисковые модульные фрезы11, пальцевые модульные фрезы12 и червячные модульные фрезы16. Все они служат для нарезания зубчатых колес. Сюда же относятся специальные фрезы для нарезания конических зубчатых колес.
Резьбовые фрезы бывают двух типов: дисковые 14 и гребенчатые 13. Первые применяют для фрезерования длинных и глубоких по профилю резьб, вторые — для нарезания коротких крепежных резьб.
К специальным фрезам относятся: гравировальные фрезы и фрезы для объемного копирования, используемые при изготовлении штампов, матриц, прессформ и т. п.
Работы, выполняемые на фрезерных станках. На фрезерных станках обрабатывают плоскости горизонтальные, вертикальные, наклонные; пазы обычные, угловые на цилиндрических и призматических деталях, типа «ласточкин хвост», многогранники и шпоночные канавки; всевозможные фасонные поверхности; зубчатые колеса; спиральные канавки; резьбовые поверхности.
На копировально-фрезерных станках фрезеруют детали по копиру, форма которого соответствует форме обрабатываемой детали.
Фрезерованиеплоскостей. Плоскости можно обрабатывать разными фрезами: цилиндрическими, торцовыми, концевыми, дисковыми двухсторонними при использовании как горизонтально-фрезерных, так и вертикально-фрезерных станков (см. рис. 2, а,б). Наибольшая производительность труда и экономичность обработки достигается при использовании торцовых фрез, оснащенных твердыми сплавами.
Фрезерованиефасонных поверхностей и криволинейных контуров. Узкие фасонные поверхности обрабатывают радиусными (с выпуклым и вогнутым профилем) фрезами. Более широкие фасонные поверхности и криволинейные контуры заготовок обрабатывают набором фрез (рис. 163, в).
Криволинейныеконтуры, имеющие форму дуги окружности, обрабатывают концевыми фрезами при установке заготовок на поворотном круглом столе.
При изготовлении деталей с криволинейным контуром в серийном и крупносерийном производстве используют специальные копировальные приспособления или применяют копировально-фрезерные станки.
При применении копирного фрезерования могут быть использованы разные методы: механические, гидравлические, электроконтактные и бесконтактные (фотоэлементное, программное управление и др.).