Вентиляция на заводах цветной металлургии
Энгель Л.К., Рудман Б.М.
Металлургия, 1974 г.
Глава 4
ВЕНТИЛЯЦИЯ
НА НИКЕЛЕВЫХ ЗАВОДАХ
Никелевые заводы относятся к категории заводов с большим выделением вредностей в виде пыли, сернистого газа, избыточного тепла и водяного пара, чем обусловлена необходимость устройства мощной проточно-вытяжной вентиляции.
На аппаратурной схеме никелевого завода, приведенной на рис.показан технологический процесс пирометаллургии получения файнштейна и гидрометаллургический процесс получения катодного никеля из файнштейна.
Руду и концентраты, подготовленные к использованию в металлургическом процессе, подают на складконцентратов1 в железнодорожных вагонах 2, навалом или в контейнерах. Разгрузку вагонов производят мостовым краном -с грейфернымковшом3 и специальной траверсой для контейнеров. Разгрузка вагонов всеми способами, а также подача руды и концентратов в процесс сопровождается большим выделением пыли, загрязняющей воздухсклада и окружающую атмосферу.
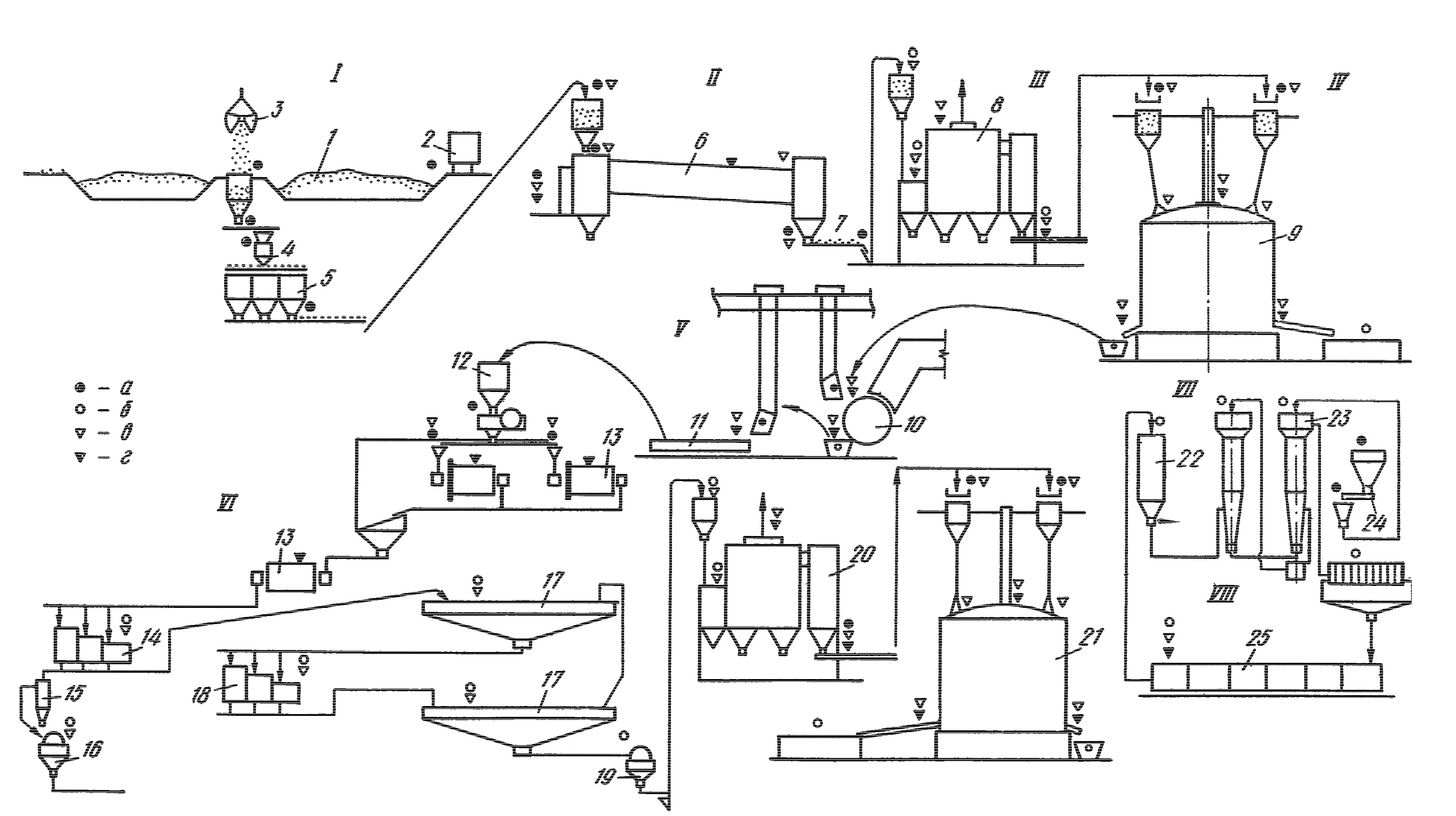
Из отсеков концентраты подают на дробление4 и далее реверсивным ленточным транспортербм в бункера шихтовочного отделения 5. В эти бункера подают и флюсы, необходимые для ведения технологического процесса. Разгрузку бункеров производят питателями на ленточный транспортер, на котором производится шихтовка их.
Концентраты и руду -перед поступлением на обжиг или плавку подвергают сушке в печи барабанного типа 6. Загрузку печи производят системойтранспортеров 7.
Обжиг никелевых концентратов на современных заводах в зависимости от их качества производят на спекательных ленточных машинах или в печах кипящего слоя 8.(Процесс обжигаконцентратов сопровождается большим выделением пыли, газа и тепла. При обжиге на агломерационных машинахвыделение вредностей значительно больше, чем при обжиге в печах кипящего слоя. Это объясняется большей герметизацией печей КС и лучшей организацией процесса загрузки и выгрузки огарка. На некоторых заводах применяют многоподовые печи. процессобжига в этих печах сопровождается большим выделением сернистого ангидрида, окиси углерода и тепла.
Плавку сульфидных и окисленных никелевых руд производят в электроплавильных печах 9. Шихта погружается в жидкую ванну расплавленного шлака, который нагревается проходящим по нему электрическим током, а также теплотой, выделяемой микродугами на поверхности раздела электрод — шлак. Шихта нагревается этим шлаком до температуры плавления. (Источниками выделения вредностей в электроплавильных печах являются места прохода электродов, загрузочных течек и места выпускаштейна и шлака, а также желобасливапродуктов плавки.
Медно-никелевый штейн подвергается конвертированию для получения файнштейна10, который выливают в изложницы / и после остывания подают на дробление12 и измельчение в .мельницах 13. В процессе конвертирования, разлива и остывания в помещение цеха выделяется большое количество газов и возгонов металла.
(На некоторых заводах файнштейн гранулируют в потоке воды. Остывший файнштейн дробят в щековых и конусных дробилках. После помола пульпа классифицируется по крупности и направляется на основную флотацию. Технологический процессизмельченияфайнштейна протекает без выделения вредностей. Незначительное испарение влаги с открытой поверхностижелобов и тепла с шаровых мельниц не оказывают заметного влияния на состояниеатмосферы цеха.
При основной флотациифайнштейна14 получается грубый медный концентрат, который проходит последовательно ряд циклов перечистки 15 и подвергается далее сгущению и обезвоживанию на барабанныхвакуум-фильтрах16. Полученный медный концентрат переплавляют на черновую медь. Хвосты основной флотации после сгустителей 17 поступают на контрольную флотацию18. -Готовый никелевый концентрат подвергается сгущению, фильтрации19 и затем поступает на обжиг. (Обжиг никелевых концентратов производят в печах кипящего слоя 20, а восстановительную плавку на анодныйникель — в электропечах21.
(Гранулированный никель растворяется в католите ((электролит, очищенный от меди и других примесей) и подается в ванны электролитического рафинирования никеля. Обслуживание ванн в основных операциях аналогично обслуживанию ваннэлектролиза меди, но усложнено наличием тканевых диафрагм. Поэтому выемку катодов, загрузку катодных основ и выполнение других работ на ваннах25 осуществляют с платформы специального крана.
Очистку анолита от железа производят в пневматических мешалках при температуре 60—70°С 22. Приготовление осадительных компонентов осуществляют на основе растворов кальцинированной соды. Поэтому в воздухе очистительного отделения содержится значительное количество содовой пыли.
Медь из анолита удаляется цементацией специально приготовленным для этого активным порошком никеля. В основу технологической схемыочисткираствора положена противоточная цементация в кипящем слое. Кипящий слой создается анолитом, пропускаемым через слой никелевого порошка. В чан с коническим дном 23 непрерывно поступает пульпа никелевого порошка сверху, — а снизу — электролит. Никелевая пыль загружается в бункер24, а затем тарельчатым питателем направляется в чан, где растворяется в электролите.