Установки индукционного нагрева
Слухоцкий А.Е. ред.
Энергоиздат, 1981 г.
ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ
14-1. КЛАССИФИКАЦИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
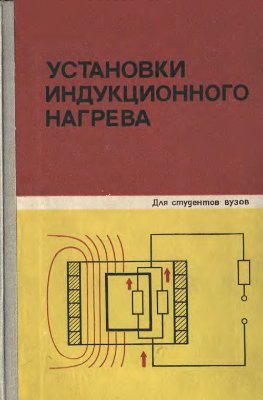
Индукционная плавильная тигельная печь (рис. 14-1) представляет собой цилиндрическую электромагнитнуюсистему с многовитковым индуктором /. Поскольку загрузка 2 нагревается до температуры, превышающей температуру плавления, обязательным элементом конструкции печи является тигель — сосуд, в который
помещается расплавляемая шихта. В зависимости от электрических свойствматериала тигля различают индукционные печи с непроводящим (рис. 14-1, а) и проводящим (рис. 14-1, б) тиглем.
К первой группе относятся печи с диэлектрическим керамическим тиглем 3, предназначенные для плавления металлов. В таких печах загрузка (садка) нагревается индуктированным в ней током, тигель же эквивалентен воздушному зазору.
Ко второй группе относятся печи со стальным, графитовым или графито-шамотным тиглем 4, обладающим большей или меньшей электропроводностью. Если толщина стенки тигля более чем вдвое превышает глубину проникновения тока в материал тигля, то можно считать, что индуктированный ток сосредоточен в стенке тигля,
.jpg)
Рис. 14-1. Устройство индукционной тигельной печи
загрузка же прогревается только путем теплопередачи и может не обладать электропроводностью. При меньшей толщине стенки тигля электромагнитное поле проникает в загрузку и энергия выделяется как в стенке тигля, так и в самой загрузке, если она электропро-водна. Печи с проводящим тиглем имеют теплоизоляцию 5.
По характеру рабочей среды индукционные тигельные печи можно разделить на открытые, работающие в атмосфере, и вакуумные. Конструкции вакуумных печей обеспечивают как плавку, так и разливку металла в вакууме, благодаря чему содержание растворенных в металле газов получается очень низким.
Индуктор и футеровка, основной частью которой является тигель, укрепляются в корпусе печи. Конструктивные детали корпуса располагаются вне индуктора на небольшом расстоянии от него, т. е. в области, пронизываемой магнитнымпотокоминдуктора на пути его обратного замыкания. Поэтому в металлических деталях корпуса могут возникать вихревые токи, вызывающие нагрев.
Для уменьшения потерь в корпусе у печей небольшой емкости основные детали корпуса изготавливаются из непроводящих материалов. Возможно также удаление металлических узлов корпуса на большее расстояние от индуктора, в область более слабого поля.
Однако такое конструктивное решение приводит к резкому увеличению габаритов печи и потому приемлемо лишь для печей самой малой емкости. У печей значительной емкости приходится узлы несущей конструкции защищать от внешнего поля индуктора.
Для защиты используют магнитопровод в виде вертикальных пакетовтрансформаторной стали, располагающихся вокруг индуктора, или электромагнитный экран между индуктором и корпусом в виде сплошного кожуха из листового материала с малым удельным сопротивлением; потери в таком экране невелики. . Таким образом, в соответствии с методом снижения потерь в корпусе индукционные тигельные печи делятся на три класса: а) неэкранированные; б) с магнитопроводом; в) с электромагнитным экраном.
Диапазон емкостей индукционных тигельных печей очень широк. В качестве примера печи минимальной емкости (0,1 кг) можно указать отечественную установку для литья зубных протезов из нержавеющей стали, а максимальной (120 т) — печь фирмы «Юнкер» (ФРГ), предназначенную для отливки крупных судовых винтов из бронзы.
Крупные тигельные печи работают на частоте 50 Гц; с уменьшением емкости печи частота тока должна повышаться, чтобы сохранилось соотношение между глубиной проникновения тока и диаметром загрузки, обеспечивающее высокий КПД индуктора (см. § 5-4 и 6-1).
По частоте питающего тока индукционные тигельные печи можно классифицировать следующим образом:
а) высокочастотные с питанием от ламповых генераторов;
б) работающие на частоте 500—10000 Гц с питанием от вентильных или машинных преобразователей частоты;
в) работающие на частотах 150 и 250 Гц с питанием от статических умножителей частоты;
г) работающие на частоте 50 Гц с питанием от сети, при значительной мощности оборудованные симметрирующими устройствами.
Индукционные тигельные печи как плавильные устройства обладают большими достоинствами, важнейшие из которых — возможность получения весьма чистых металлов и сплавов точно заданного состава, стабильность свойств получаемого металла, малый угарметалла и легирующих элементов, высокая производительность, возможность полной автоматизации, хорошие условия труда обслуживающего персонала, малая степень загрязнения окружающей среды.
Недостатками индукционных тигельных печей являются высокая стоимость электрооборудования, особенно при частотах выше 50 Гц, и низкий" КПД при плавкематериалов с малым удельным сопротивлением.
Сочетанием таких качеств определяется область применения индукционных тигельных печей: плавка легированных сталей и
синтетического чугуна, цветных тяжелых и легких сплавов, редких и благородных металлов. Поскольку область применения этих печей ограничивается не техническими, а экономическими факторами, по мере увеличения производства электроэнергии она непрерывно расширяется, захватывая все более дешевые металлы и сплавы.
Основной тенденцией в развитии индукционных тигельных печей является рост как единичной емкости, так и суммарной емкости парка печей, связанный прежде всего с потребностью в больших количествах высококачественного металла. Кроме того, при увеличении емкости повышается КПД печи и снижаются удельные расходы на ее изготовление и эксплуатацию.
Создаются также принципиально новые виды печей, например-горизонтальные печи непрерывного действия, рассмотренные в § 14-5, а также индукционно-плазменные печи. Последние сочетают два вида нагрева, при этом обеспечиваются интенсивное перемешивание расплава, как в любой индукционной печи, и высокая температура и реакционная способность шлака, как в любой дуговой или плазменной печи.
14-2. КОНСТРУКЦИЯ ОТКРЫТОЙ НЕЭКРАНИРОВАННОЙ тигельной ПЕЧИ
Основными конструктивными узлами открытой неэкраниро-ванной тигельной печи (рис. 14-2) являются футеровка, индуктор 5, корпус 3, крышка /, контактное устройство 7, механизм наклона 9.
Футеровка печи включает в себя тигель 4, подину 6 и лёточную керамику 2, соединение которой с верхним краем тигля выполняется с помощью обмазки 8.
К тиглю предъявляются высокие требования: он должен выдерживать большие температурные напряжения (градиент температуры в стенке тигля достигает 200 К/см), а также гидростатическое давлениестолбарасплава и механические нагрузки, возникающие при загрузке и осаживании шихты. Кроме того, тигель должен быть химически стоек по отношению к расплавленному металлу и шлаку и неэлектропроводен при рабочей температуре. Стойкостью тигля определяется продолжительность эксплуатации печи, т. е. суммарное время плавок между сменами футеровки.
Существует большое число рецептов футеровок для индукционных тигельных печей [2, 3, 27, 38, 40, 44]. Выбор рецептуры и гранулометрического состава футеровочных материалов определяется свойствами выплавляемого металла или сплава.
Футеровка печей для плавки черных металлов может быть кислой (на основе кремнезема SiO2), основной (на основе плавленого магнезита MgO) или нейтральной (на основе глинозема A12OS). При плавкеалюминия и его сплавов применяют футеровку из жароупорного бетона на основе тонкомолотого периклаза с шамотным заполнителем. В печах для плавки меди используется футеровочная масса, состоящая из тонкомолотого корунда и высокоглиноземистого шамота. Ё качестве связующих применяются Mate-риалы, обеспечивающие спекание сухой футеровочной массы при нагреве (бура, борная кислота и др.), или материалы, цементирующие увлажненную футеровочную массу (жидкое стекло, глина и др.).
Тигли изготовляют обычно методомнабивки в печи, технология которой тщательно отработана [27, 40], и значительно реже— формовкой вне печи.
Стенка тигля спекается при плавках не на всю толщину, а имеет три зоны: плотную спеченную с ошлакованной внутренней поверхностью, менее плотную переходную и наружную буферную зону, сохранившую рыхлость, которая служит теплоизоляцией, компенсирует тепловое расширение футеровки и амортизирует толчки и удары при загрузке и осаживании шихты, а также вибрацию, передающуюся от индуктора.
Проводящие тигли не являются футеровкой печи.
Они применяются для плавки материалов, не взаимодействующих с материалом тигля (например, магний можно плавить в сталь
В проводящих тиглях можно плавитьматериалы с очень высоким удельным сопротивлением. При плавкематериала с низким удельным сопротивлением в графитовом тигле электрический КПД индуктора выше, чем при использовании непроводящего тигля. Такую систему можно рассматривать как двухслойную среду (см. гл. 3).
Стальные тигли делают сварными, изготовление их несложно; графитовые и графитошамотные тигли изготовляются специализированными электродными заводами.
Между проводящим тиглем и индуктором помещают теплоизоляционный слой набивной футеровки или засыпки, поскольку проводящий тигель нагревается при работе до температуры расплава.
Подина — укрепленная в корпусе печи нижняя плита, на ней устанавливаются индуктор и тигель, для которого имеется круглое углубление. Подина печей малой емкости изготовляется из фасонных шамотныхблоков или стеклотекстолитовых плит в несколько слоев, а крупных печей — выкладывается из стандартныхшамотных кирпичей или заливается из жаропрочного бетона.
Индуктор выполняется из профилированной водоохлаждаемой медной трубки прямоугольного сечения. Толщина стенки трубки выбирается в соответствии с частотой тока (см. §4-2). На частоте 50 Гц нередко применяется неравностенная трубка, одна из стенок которой утолщена до 10—13 мм. Утолщенная стенка располагается со стороны тигля. Конструкция индуктора должна обладать высокой механической жесткостью и прочностью, поскольку индуктор воспринимает большие усилия, особенно при наклоне печи. Имеются две основные конструктивные разновидности индукторов тигельных печей: стяжные и с креплением витков шпильками.
Стяжные индукторы применяются преимущественно на крупных печах. В таких индукторах витки вплотную прилегают друг к другу и сжимаются в осевом направлении между верхней и нижней стяжными плитами. Крепление отдельных витков не производится, необходимый зазор между ними обеспечивается за счет межвитковой изоляции. В радиальном направлении витки фиксируются снаружи вертикальными изолирующими брусьями; для этой цели могут быть использованы пакеты магнитопровода, отделенные от индуктора прокладками.
В индукторах с креплением витков шпильками последние припаиваются твердым припоем к виткам индуктора с наружной стороны и выступают радиально, располагаясь один под другим на образующей цилиндрической поверхности индуктора. Угловое расстояние между шпильками одного витка составляет обычно 120 или 90°; соответственно этому витки индуктора крепятся латунными гайками к трем или четырем прочным изоляционным стойкам, которые в свою очередь прикрепляются к верхней и нижней кольцевым плитам, образуя жесткую конструкцию (рис. 14-2). Витки индукторов такого типа могут не иметь изоляции, поскольку воздушный зазор между ними фиксируется креплением.
Вода, охлаждающая индуктор, должна отводить не только тепло, выделяющееся в нем за счет электрических потерь, но и тепловые потери через боковую поверхность тигля. Нередко системуохлажденияиндуктора приходится выполнять в виде нескольких параллельных ветвей, чтобы обеспечить требуемый расход охлаждающей воды.
На крупных печах выше индуктора, а иногда также и ниже его располагаются разомкнутые водоохлаждаемые катушки, которые не имеют электрического питания и служат лишь для охлаждения верхней и нижней части стенок тигля.
Корпус печи, соединяющий в единое целое все ее узлы, состоит из неподвижной и наклоняющейся частей. На неподвижной части, называемой станиной или опорной рамой, крепятся подшипникимеханизма наклона печи. Наклоняющаяся часть корпуса может иметь различное конструктивное решение: в виде каркаса (поворотной рамы) или в виде кожуха. Открытые неэкранированные печи емкостью до 0,5 т имеют каркасы из деревянных или асбоцементных брусьев, при большей емкостикаркасы печей изготовляют из немагнитных металлов — алюминиевых сплавов, бронзы или немагнитной стали, причем для уменьшения электрических потерь детали каркаса соединяют между собой через изолирующие прокладки, чтобы избежать образования замкнутого витка, охватывающего индуктор.
Крышка. Печи большой и среднейемкости для уменьшения тепловых потерь на излучение оборудуются крышками из немагнитной стали, футерованными огнеупором и теплоизоляцией. Открывание крышки при небольшой ее массе производится с помощью ручного привода, а при значительной массе крышка снабжается механизмом с электро- или гидроприводом.
Печи малой емкости обычно не имеют крышки, поскольку большую часть рабочего цикла таких печей составляет период расплавления, во время которого в верхней части тигля находится нерасплавившаяся шихта, поглощающая излучение жидкого металла. В течение непродолжительного времени, когда металлрасплавлен полностью, поверхность его покрыта шлаком, имеющим в индукционной печи относительно невысокую температуру и играющим роль теплоизоляции.
Контактное устройство. соединениеиндуктора с токоподводом, не препятствующее наклону печи, выполняется в виде разъемного контактного устройства или гибким кабелем.
При разъемном соединении в нижней части корпуса печи монтируются подвижные контакты, а под печью — неподвижные. Подвижные контакты представляют собой врубные ножи (рис. 14-2) или нажимные пальцы, а неподвижные — соответственно губки или пружинящие пластины. Контактное устройство с разъемным соединениемработает надежно лишь при водяном охлаждении как подвижных, так и неподвижных контактов.
В современных печах чаще применяется соединение токоподвода с индукторомгибким водоохлаждаемым кабелем. Такое соединение более надежно. Недостатком его является увеличение потерь вследствие того, что кабель представляет собой дополнительный элемент контура.
Механизм наклона. Ось наклона печи располагают вблизи сливного носка (лётки), чтобы струя расплавленного металла не меняла своего направления в процессе разливки (рис. 14-2). Это исключает необходимость маневрирования ковшом.
У миксеров (копильников) тигель всегда заполнен металлом и при разливке сливается малая его часть. В связи с этим дуга,
описываемая сливным носком, невелика, и ось наклона миксера располагают вблизи его центра тяжести, что уменьшает усилие, требуемое для наклона (рис. 14-3).
Применяются различные конструкции механизмов наклона. Часто печь наклоняют с помощью траса, тянущего за серьгу, прикрепленную к нижней части каркаса. При емкости печи до 100 кг такой механизм может приводиться в действие ручной лебедкой, а при большей емкости используется электрическая лебедка или тельфер (см. рис. 14-2). Последнее особенно удобно, так как один тельфер может обслуживать несколько печей и использоваться не только для их опрокидывания, но и для доставки к ним шихтовых материалов.
Для печей большой емкости широкое распространение получил гидравлический механизм наклона (рис. 14-4). механизм состоит из маслонапорной установки и двух гидравлических цилиндров 2 (на рисунке виден один), установленных на шарнирах . Плунжеры , шарнирно связанные с каркасом печи, под давлением масла могут выдвигаться, наклоняя печь.
Применяются также механизмы наклона печей с зубчатой рейкой, цевочным сектором и др., оборудованные электроприводом