Штамповка
Объемная штамповка.
Так называется способ изготовления изделий, при котором металл деформируется по всему объему, а течение его ограничивается полостью штампа, очертания и размеры которой соответствуют очертаниям и форме заготовки.
Объемная штамповка имеет большое применение в массовом и серийном производстве.
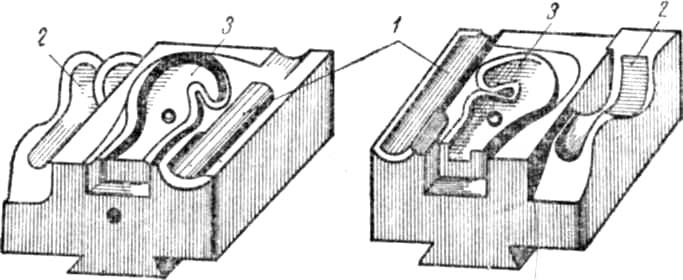
Рис 1. Верхний (а)и нижний (б) штампы для горячей штамповки:
1 — заготовительный ручей.2 — гибочный ручей, nbsp; 3 — чистовой ручей
Поковки, полученные свободной ковкой, необходимо дополнительно обрабатывать; тогда как для поковок, полученных штамповкой, дополнительная обработка значительно меньше или она почти не требуется. Производительность труда при штамповке во много раз выше, чем при свободной ковке.
Штампы изготовляют из твердых и прочных сталей. Изготовление штампов требует значительной затраты времени и средств.
Однако, если требуется изготовить большое количество изделий, расходы на изготовление штампов не вызывают удорожания изделий, и штампованные поковки оказываются дешевле кованых. Штампы (рис. 1) делают разъемными.
Стенки вырезанных в штампах полостей, называемых ручьям и, не делаются вертикальными, а имеют уклоны от 5 до 10°, чтобы полости лучше заполнялись, и металл извлекался из них быстро и без усилий.
Для выхода излишка металла вокруг полостей делают специальную канавку, в которую выдавливается металл, образующий вокруг изделия тонкие слои — заусенцы (облой).
Штампуют изделия в нагретом или в холодном состоянии.
Размеры полостей штампов при горячей штамповке должны быть больше размеров заготовки на величину, соответствующую уменьшению линейных размеров и объема при охлаждении металла заготовки.
При штамповке особенное внимание должно быть уделено правильному определению количества металла, необходимого для заготовки. При недостаточном количестве металла полость штампа окажется незаполненной, а при избыточном — излишек металла образует слишком большие заусенцы, которые после извлечения заготовки из штампа удаляют на обрезных прессах.
Штампуют нагретые заготовки на паровоздушных, фрикционных и других механических прессах, а также на горизонтально-ковочных машинах.
Листовая штамповка.
Широкое применение имеет холодная листовая штамповка для получения деталей сложной конструкции из листовой стали, латуни, меди, сплавов алюминия и др.
Операции листоштамповочных работ разнообразны и могут быть разделены на два основных вида:
1) операции разделительного характера: разрезание листов на полосы или ленты; разделение полос или лент на мерные части; вырубка — получение из листового материала заготовки нужного контура; пробивка — образование в заготовках отверстий нужной формы; обрезка припуска и др.;
2) формообразующие операции холодной листовой штамповки: гибка — сообщение листам
и полосам определенной формы; вальцовка — образование на поверхности заготовок различных выступов — ребер жесткости, в том числе получение волнистой (гофрированной) поверхности; накатка — образование на листовых заготовках фасонной поверхности, например, резьбы на цоколях электроламп: вытяжка — получение углублений в листовом материале, например, при изготовлении сосудов.
Листовая штамповка производится с помощью вытяжных, вырезных, гибочных и других видов штампов.