Основные методы обработки металлов резанием
Обрабатывают заготовки, имеющие форму, близкую к форме готовой детали.
В зависимости от назначения детали заготовками могут служить отливки, поковки, штамповки, сортовой прокат, сварные заготовки, пластмассы и пр.
В зависимости от формообразования деталей обработка заготовок может выполняться на токарных, сверлильных, фрезерных, строгальных, долбежных, шлифовальных и других станках.
Точение, или обточка, выполняется резцом.
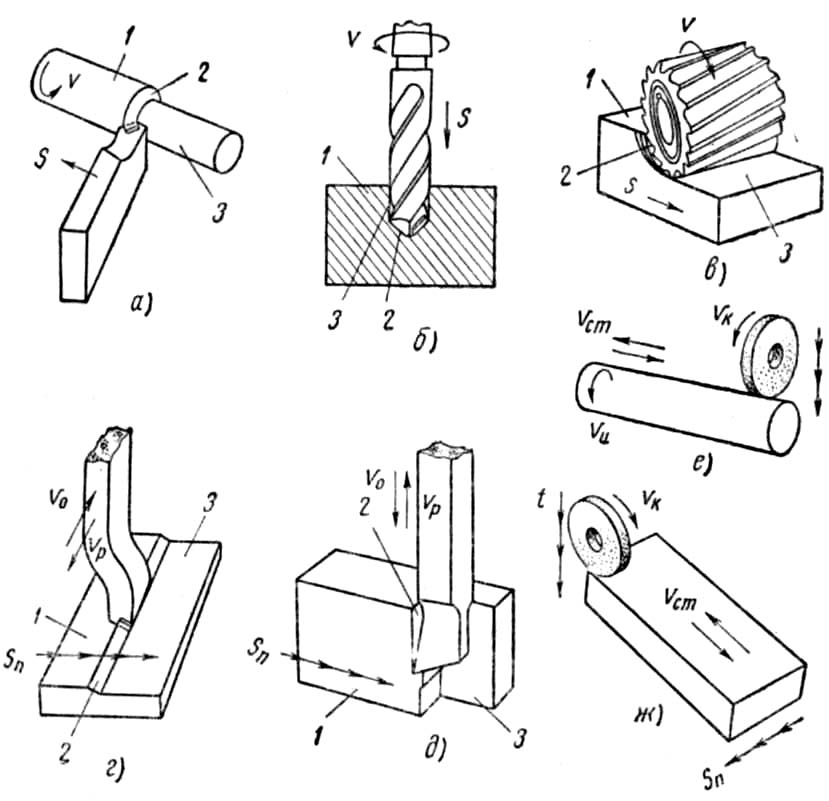
Обрабатывают заготовки, имеющие форму, близкую к форме готовой детали. В зависимости от назначения детали заготовками могут служить отливки, поковки, штамповки, сортовой прокат, сварные заготовки, пластмассы и пр. В зависимости от формообразования деталей обработка заготовок может выполняться на токарных, сверлильных, фрезерных, строгальных, долбежных, шлифовальных и других станках. Точение, или обточка, выполняется резцом на токарном станке (рис. 1, а). В процессеобработки заготовке сообщается вращательное движение, а резцу — медленное поступательное перемещение в продольном или поперечном направлении. Оба движения являются движениями формообразования. С их помощью на обрабатываемом изделии создаются поверхности заданной формы и размеров. При этом движение, производимое с большей скоростью (вращение заготовки), называется главным движением, или движением резания, а более медленное движение, позволяющее охватывать процессом резания новые, еще не обработанные участки заготовки (в данном случае перемещение резца), называется движением подачи. Скорость главного движения называется скоростью резания. Сверление производится на сверлильных станках; главное движение (вращательное) и движение подачи в осевом направлении получает сверло (рис. 1, б). Фрезерование выполняют на горизонтально-фрезерных станках. Здесь главное (вращательное) движение получает фреза (рис. 1, в), а движение подачи в продольном направлении совершает заготовка, закрепленная на столе станка. Строгание производится на поперечно-строгальных станках резцом (рис. 1, г); главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках; главное движение (прямолинейное возвратно-поступательное) совершает долбежный резец (рис. 1, д), а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка, закрепленная на столе долбежного станка. Шлифование цилиндрических поверхностей выполняется на круглошлифовальных станках. Здесь режущий инструмент (шлифовальный круг) получает вращательное движение, заготовка — круговую и продольную подачу (возвратно-поступательное движение, рис. 1, е), а шлифовальный круг — поперечную прерывистую подачу (установка на глубину резания t). При шлифовании на плоскошлифовальных станках главное (вращательное) движение получает шлифовальный круг (рис. 1, ж) продольнуюподачу (возвратно-поступательное движение) и поперечную прерывистую подачу совершает заготовка, вертикальную прерывистую подачу осуществляет шлифовальный круг. Рис. 1. Основные виды обработки металлов резанием : а-точение, б—сверление, в-фрезерование, г-строгание, д-долбление, е-круглое шлифование, ж- плоское шлифование, 1- обрабатываемая поверхность, 2-поверхность резания, 3-обработанная поверхность.