Подкорковые раковины
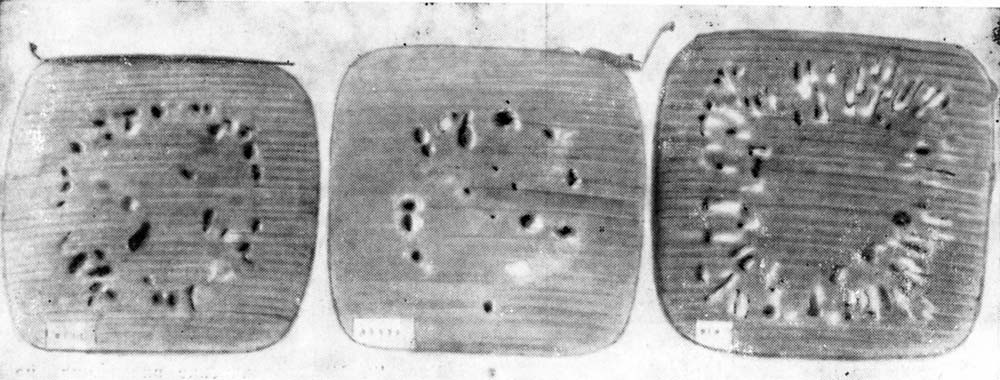
Описание.Внешний «контур» газовых раковин, характерный для кипящих сталей, лежит очень близко к поверхности слитка, так что они при последующем нагреве и горячей прокатке обнажаются.
Причины возникновения.Пузыри, образующиеся при выплавке кипящей стали, остаются за начальным фронтом кристаллизации и могут не удалиться, несмотря на высокое ферростатическое давление. Вялое и соответственно позднее кипение из-за слишком малого содержания кислорода, слишком высокого содержания марганца и (или) хрома, слишком высокой скорости разливки, особенно если она производится сверху.
Предупреждение.Хорошее кипение жидкого металла.
Соблюдение предписанных технологией температур выпуска металла.
Уменьшение содержания марганца (стремление к значениям нижней границы установленных пределов).
Низкая скорость разливки.
Устранение.Если наружные контуры раковин после горячей деформации слитка выходят на поверхность полуфабрикатов, то возможно их удаление огневой зачисткой, строжкой или шлифовкой.
Примечание. Контуры раковин — отчетливо выраженные «внешние» и «внутренние» контуры газовых раковин являются следствием взаимосвязи между процессами затвердевания и газовыделения во всех кипящих сталях.
При достаточной толщине свободной от газов краевой зоны пузыри не представляют собой дефектов, так как они завариваются при горячей деформации.
Могут быть использованы различные способы удаления раковин и плен в заготовках из кипящих сталей, так как часто внешние контуры раковин обнажаются.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.