Закаты
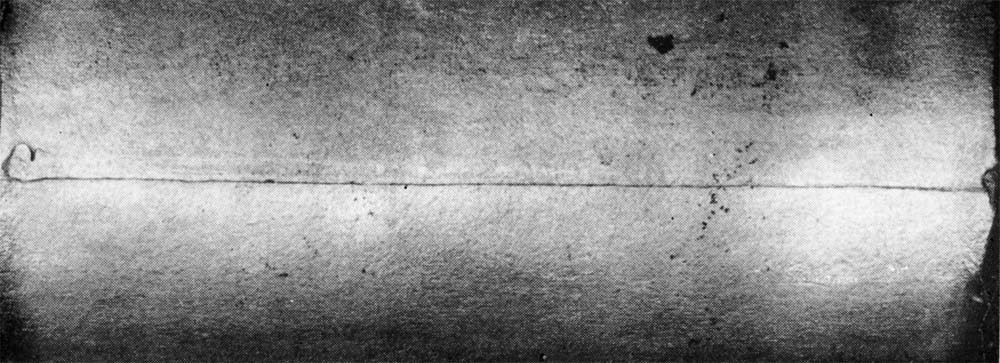
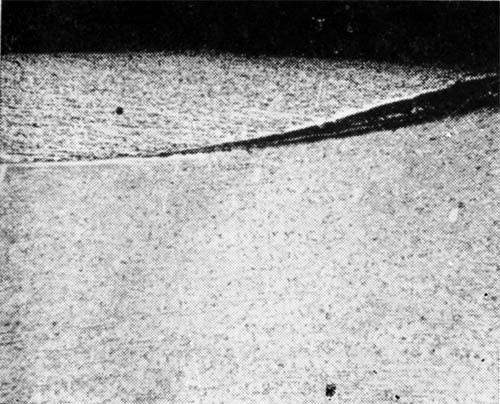
Описание. Нарушения сплошности материала, распространяющиеся в глубь материала под большим или меньшим углом к поверхности; края дефекта почти прямолинейны; как правило, дефект идет вдоль прутка или проволоки в направлении, обычно противоположном направлению течения металла при прокатке.
Причины возникновения. Перегиб и завальцовка уса, которые могут происходить из-за следующих причин:
а) переполнение предыдущих калибров вследствие слишком большого обжатия за проход или из-за неправильной формы калибра;
б) неправильная заправка прутка;
в) «опрокидывание» прутка во время прокатки;
г) плохо настроенные направляющие;
д) неравномерное уширение материала вследствие неравномерного течения при деформации (неравномерный нагрев, значительная разноструктурность по сечению);
е) выход на поверхность неметаллических включений, усадочной раковины и ликватов.
Предупреждение. Создание правильной калибровки, контроль за передачей прокатываемого полуфабриката во время прокатки.
Соблюдение заданных условий обжатий.
Применение исходных заготовок, свободных от дефектов.
Равномерный нагрев (прокатываемого металла).
Устранение. Возможность устранения дефектов путем зачистки (шлифовки) или обточки (для материала круглого сечения) обусловлена их глубиной и количеством (частотой расположения), размером полуфабриката, составом стали, а также формой поперечного сечения и назначением проката.
Примечание. Закаты — относительно часто наблюдающиеся нарушения цельности формы материала; они приводят к снижению качества прокатной продукции (состояние поверхности, концентрация напряжений). В случае материала, подвергаемого обточке поверхности, закаты недопустимы лишь тогда, когда их величина больше глубины слоя, удаляемого при механической обработке.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.