Дефекты резки на ножницах или пилой
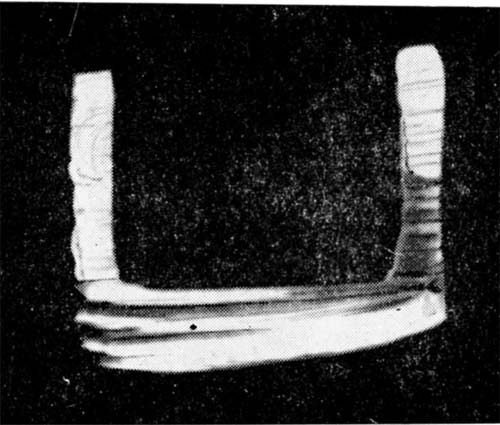
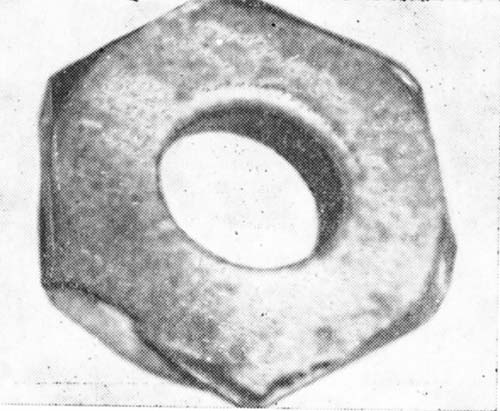
Описание. Дефекты из-за неправильной резки на ножницах или пилой имеют разнообразный характер. Они встречаются на разных стадиях передела (заготовка, полученная непрерывным литьем и горячей прокаткой, стальной пруток и профиль, катаная проволока, листы, стальная полоса, периодический стальной профиль, трубы, а также стальные прутки и проволока, полученные волочением). В основном речь идет о заусенцах реза, деформации поперечного сечения, некачественной поверхности реза, трещинах при резке ножницами, которые проходят диагонально по сечению или параллельно кромке реза.
Причины возникновения. Тупые или выкрошенные режущие части пил, ножи ножниц и профильные ножи.
Применение неподходящего режущего инструмента.
Неправильно выбранные скорость резания и подача (ход) пилы.
Слишком низкая температура проката при резании.
Резка по диагонали четырехгранного материала (например, при закрученной полосе).
Предупреждение. Замена изношенного режущего инструмента.
Применение соответствующего данным условиям отделки режущего инструмента (профиль и материал ножей, тип инструмента выбирают с учетом состава и свойств разрезаемого материала).
Выбор соответствующих значений скорости резания и подачи (хода) пилы.
Поддержание необходимой температуры проката при горячей резке в соответствии с формой сечения и маркой стали.
Перпендикулярная установка поверхности разрезаемой заготовки относительно режущей кромки ножей.
Устранение. Удаление заусенцев возможно при дополнительной обработке (например, шлифовкой, зачисткой, дополнительной обрезкой); при деформировании края возможна дополнительная обрезка.
Примечание. При нормальном (допустимом) образовании заусенцев никаких мер по их предотвращению не применяется. Заусенцы играют незначительную роль в случае волоченой стальной проволоки.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.