Трещины в изломе
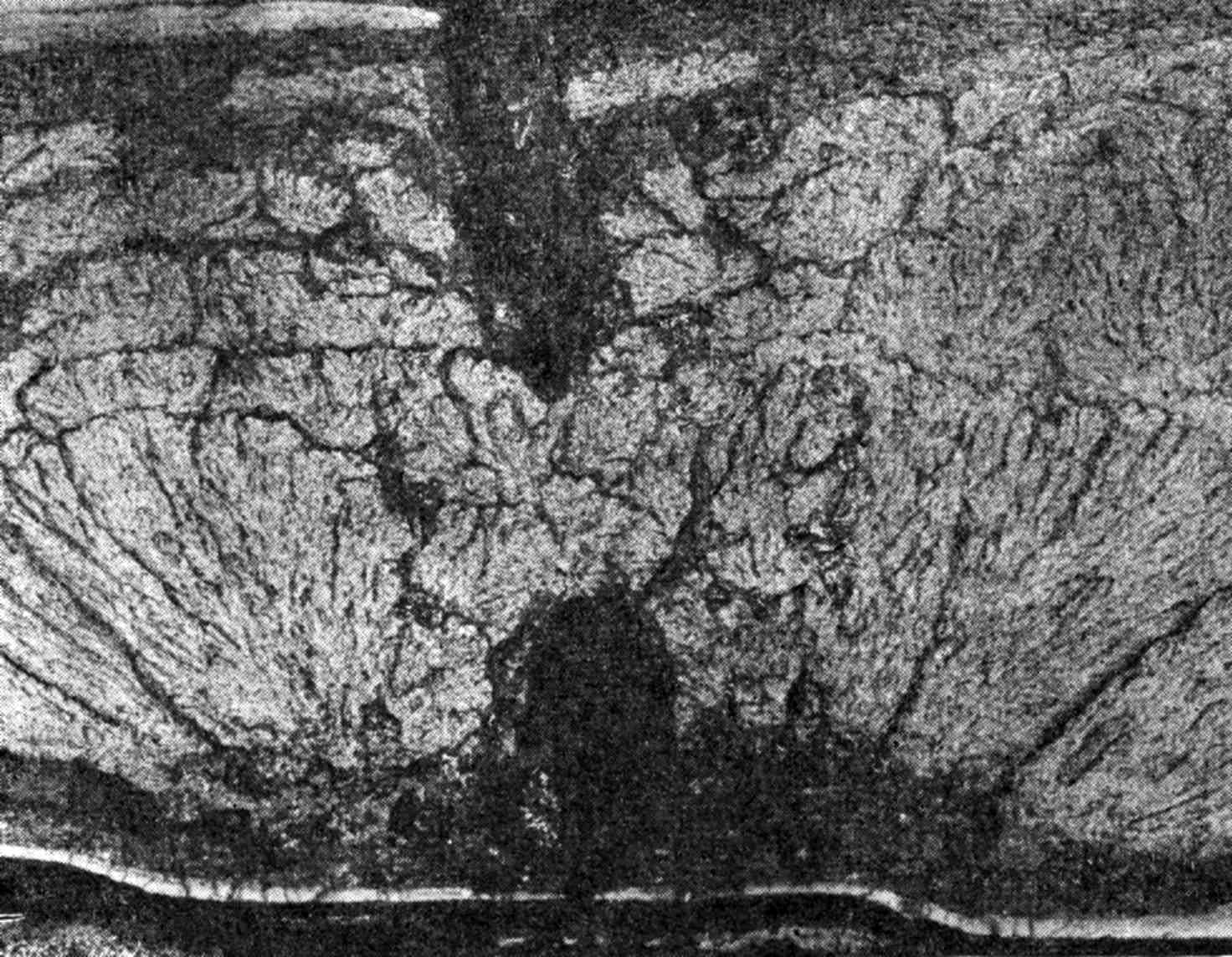
Характеристика.
Представляет собой несплошности в металле, произвольно ориентированные по отношению к поверхности разрушения (термические трещины) или вытянутые вдоль направления деформации (деформационные трещины).
Дефекты встречаются в литом и катаном металле .
Термические трещины — это разрывы в металле, вызываемые структурными и термическими напряжениями, связанными с неодновременным протеканием фазовых превращений в поверхностных и центральных слоях стального изделия и большого градиента температур по сечению изделия при термической обработке. Они отличаются светлой кристаллической поверхностью, если образуются при невысоких или комнатных температурах, или окисленной поверхностью, если образуются при высоких температурах, и к их поверхности имеется доступ воздуха. В основном трещины распространяются от поверхности в глубь металла. Могут образовываться в процессе термического воздействия и при длительном хранении после низкого отпуска. На макрошлифах дефект имеет вид ломаных извилистых волосовидных линий, которые проходят по телу или границам зерен в зависимости от структурного состояния или температуры разрушения металла.
Деформационныетрещины — это разрывы в металле, возникающие при неблагоприятных условиях деформации: повышенных степенях обжатий, отклонениях от оптимальных температур деформации, наличии внутренних концентраторов напряжений в виде шлаковых включений, рыхлот, плен оксидов и др. Образованию деформационных трещин способствует пониженная пластичность металла. Они распространяются вдоль направления деформации. В поперечных изломах трещины могут
быть крестообразной или паукообразной формы, в продольных изломах имеют вид слоистых или ступенчатых полос.
Трещины обоих видов распространяются по ослабленным элементам структуры, что обусловливает извилистую форму трещин и разветвленность их концов.
Способыпредупреждения:
—повышение пластичности стали путем повышения чистоты литого металла;
—повышение структурной однородности стали;
—снижение уровня остаточных напряжений в стали.
Для предупреждения деформационных трещин, кроме того, важен выбор оптимальных температурно-временных параметров деформации.
Указанные способы широко освещены в литературе.
В готовой металлопродукции дефект не исправляется.
Закрытые деформационные трещины в промежуточных заготовках, обнаруженные неразрушающими методами контроля, могут быть частично или полностью заварены в процессе дальнейшей деформации при оптимальных термо-деформационных режимах.
Механическиесвойства.дефект резко снижает все механические свойства в направлении, перпендикулярном плоскости трещины. В отдельных случаях он вызывает полное разрушение детали или заготовки.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.