Центральная усадочная пористость
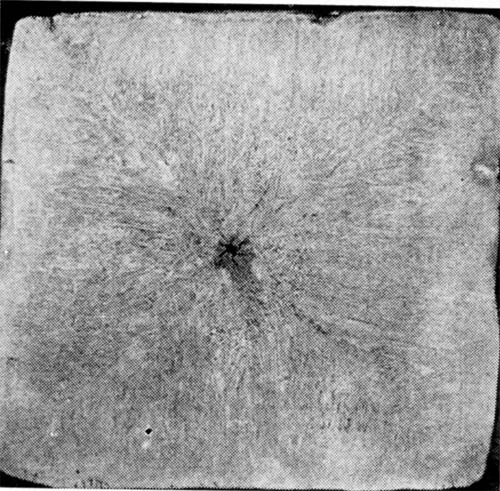
Описание. Находящиеся в середине заготовки, расположенные в продольном направлении скопления мелких пустот, прерываемые участками (перемычками) металла.
Причины возникновения. Не обеспечивается достаточное поступление жидкого металла в объемы, где заканчивается затвердевание, этот дефект особенно в большой степени проявляется с ростом скорости охлаждения или при сильной транскристаллизации.
Предупреждение. Оптимальная температура литья (сильное ее превышение способствует транскристаллизации).
Оптимальная скорость охлаждения.
Устранение. Обусловлено возможностью вырезки дефектной части в пределах, обеспечивающих последующую прокатку.
В большинстве случаев не имеет значения, если усадочные раковины не вскрыты (их поверхность не окислена), так как пустоты при горячей деформации соединяются (закрываются) и металл сваривается. Однако всегда следует стремиться к минимизации центральной усадочной пористости.
Примечание. Величина и форма пустот (раковин) зависит от размера заготовки, температуры разливки и скорости охлаждения. Высоколегированные стали более склонны к центральной пористости.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.