Трещины
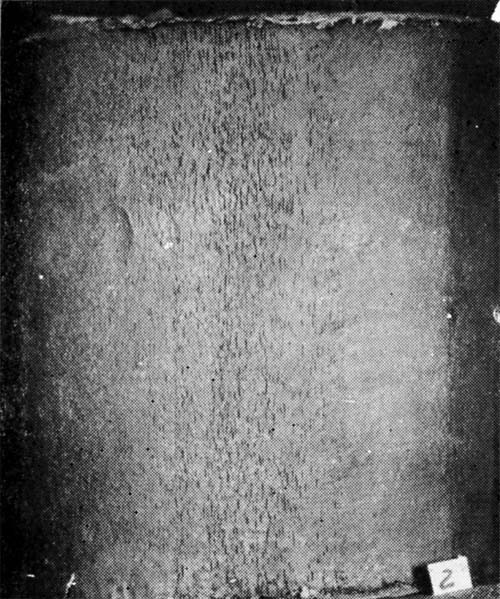
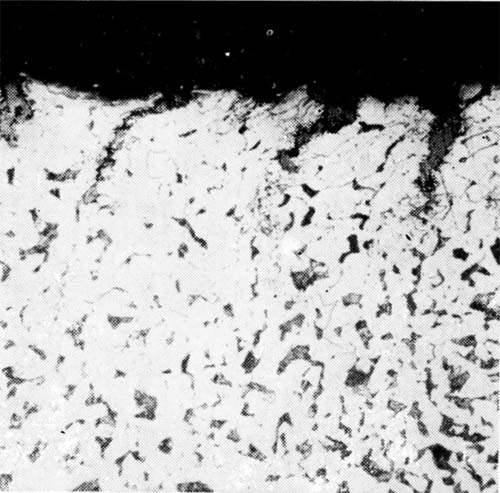
Описание. Линейные нарушения сплошности на поверхности горячекатаных прутков и профилей, а также катаной проволоки, расположенные чаще всего в продольном направлении и проходящие перпендикулярно или наклонно в глубь материала. Их возникновение и распределение обусловлены самыми различными причинами.
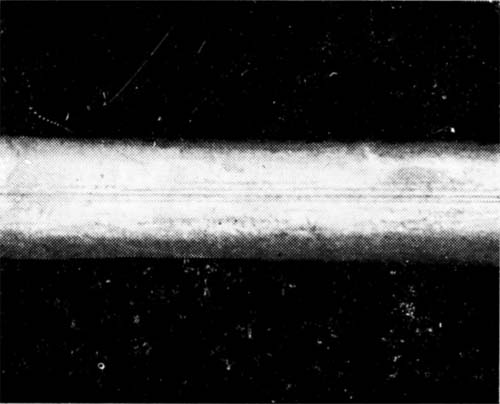
1. Трещины, образовавшиеся вследствие неправильной калибровки при горячей прокатке, ориентированные в продольном направлении. Обычно тонкие, короткие, встречаются в большом количестве.
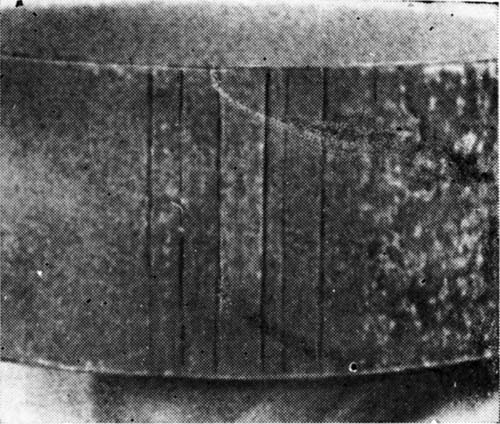
2. Тонкие трещины, расположенные на равном расстоянии друг от друга, возникающие вследствие изменения (чаще посадки) калибра при горячей прокатке. Могут быть распределены по всему объему.
3. Тонкие трещины от проскальзывания в калибре; могут быть короткими или длинными; распределены беспорядочно по объему.
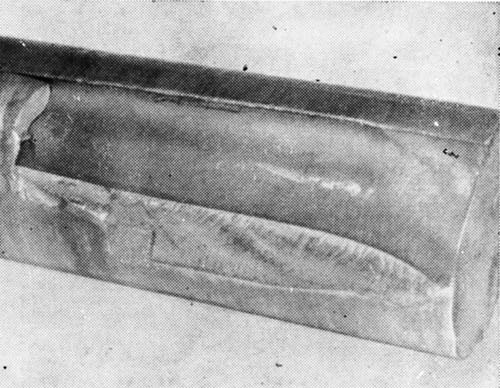
4. Краевые (идущие от ребер) трещины на профилях или на прутках, имеющих сечение, отличающееся от круглого; они проходят перпендикулярно или под углом к направлению прокатки и имеют преимущественно извилистую форму.
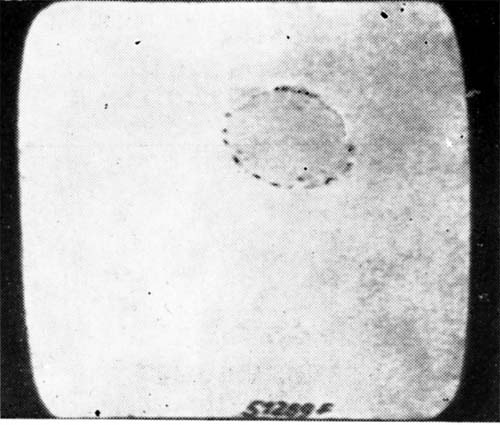
5. Трещины обусловленные сотовыми (подкорковыми) пузырями; неравномерно распределены по поверхности в продольном направлении.
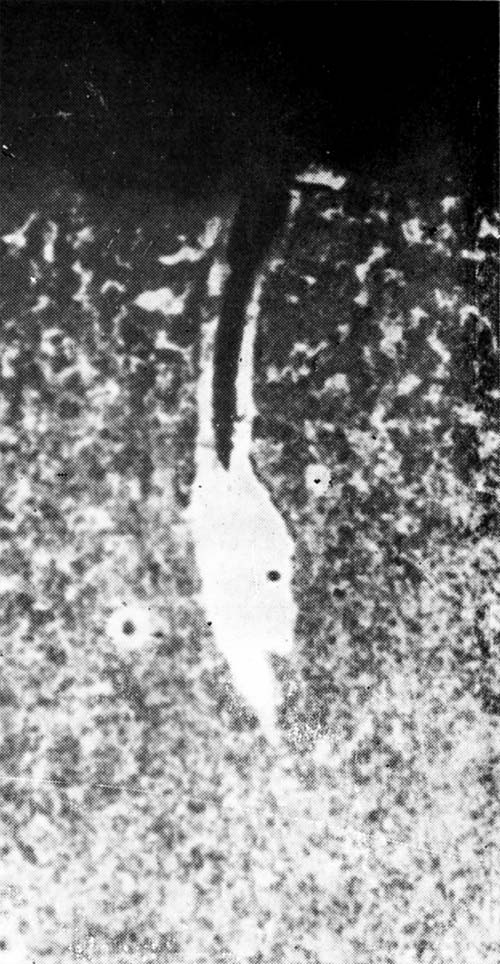
6. Трещины, возникшие от остаточных напряжений. Лишь в редких случаях они прямолинейны и расположены параллельно продольной оси. Чаще всего сильно искривлены, частично доходят до сердцевины.
7. Трещины, обусловленные подкорковыми порами; распределены по поверхности неравномерно и вытянуты в продольном направлении; имеют малую протяженность и чаще всего очень тонкие.
Причины возникновения
1. Одновременная осадка и уширение (сжимающие и растягивающие напряжения) при прокатке (неблагоприятная калибровка).
2. Углубления, возникающие при прокатке из-за дефектной поверхности прокатных валков. Слишком большое различие в диаметрах одновременно работающих (сопряженных) валков.
3. Неблагоприятное сопряжение между валками и заготовкой при шероховатой поверхности валков.
4. Слишком низкие или слишком высокие температуры нагрева и прокатки,
Чрезмерное уширение при горячей прокатке; дефекты калибровки, особенно при прокатке профилей.
Быстрое (неодновременное) охлаждение краев (ребер) при горячей прокатке.
5. Незаварившиеся сотовые (подкорковые) пузыри, расположенные близко к поверхности.
6. Остаточные (внутренние) напряжения, возникающие в материале из-за слишком быстрого нагрева или охлаждения, а также в процессе деформации (например, от скручивания) или при травлении (водород).
7. Изложницы с горячими трещинами; газовыделение из-за поглощения влаги или водорода; слишком быстрая разливка.
Предупреждение
1. Создание правильной калибровки и соблюдение технологии горячей прокатки стем, чтобы исключить возможность одновременной сильной осадки и уширения; особое внимание следует обращать на это в последних проходах.
2. Не допускать большого различия между диаметрами одновременно работающих (сопряженных) валков.
Не создавать углублений на поверхности прутка при прокатке, не использовать прокатные валки со слишком глубокими насечками.
3. Текущий контроль за состоянием валков (их поверхности) и своевременная смена валков.
4. Оптимальные температуры нагрева и прокатки, nbsp;соответствующие данной марке стали и поперечному сечению заготовки.
Правильная калибровка для предупреждения слишком большого уширения с учетом данной марки и поперечного сечения изделия.
5. В прокатном производстве практически невозможно.
Проведение первого прохода при достаточно высоких температуре и давлении.
6. Предотвращение при термической обработке и горячей прокатке резких нагревов и охлаждении. Стали, склонные к образованию трещин от остаточных (внутренних) напряжений (легированные стали и стали с повышенным содержанием углерода), следует охлаждать в нагревательных колодцах.
7. В прокатном производстве невозможно.
Устранение. Возможно с учетом глубины и количества дефектов, размеров полуфабриката, состава стали, а также формы поперечного сечения и назначения проката. Для горячекатаной прутковой стали возможные методы устранения дефектов — зачистка (шлифовка и строжка), а также обточка. Катаная проволока большого диаметра (свыше 10 мм) может быть обточена. Дефекты в профилях могут быть удалены зачисткой (шлифовкой или строжкой).
Примечание. Необходимо совершенствовать соответствующие технологические процессы, с тем чтобы избежать появления поверхностных продольных трещин. Однако так как причины появления этих трещин могут быть самыми разнообразными (см. выше) и в текущем производстве в настоящее время еще нет сквозного контроля всей прокатываемой продукции на поверхностные дефекты, только с большим трудом можно получить абсолютно свободный от трещин материал. Это означает, что поверхностные трещины в реальном производстве встречаются, к сожалению, часто.
Обусловленное продольными трещинами снижение качества продукции зависит от вида, глубины и количества (частоты расположения) трещин, а также от целей применения продукции. При обработке поверхности резанием (при изготовлении деталей) наличие поверхностных трещин не имеет значения в том случае, если глубина их меньше удаляемого при механической обработке слоя. Для заготовок, предназначенных для последующего волочения или деформации другого вида без удаления поверхностного слоя, поверхностные трещины, напротив, весьма нежелательны; к качеству поверхности таких заготовок предъявляются особенно высокие требования.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.