Отклонения размеров и формы по длине
Описание
1. Кривизна, серповидность — нижний край поставленного на ребро участка полосы не полностью совпадает с контрольной плоской поверхностью.
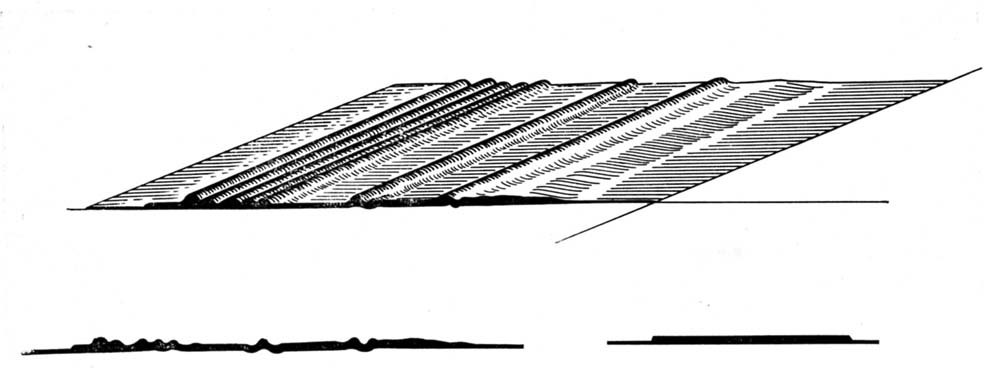
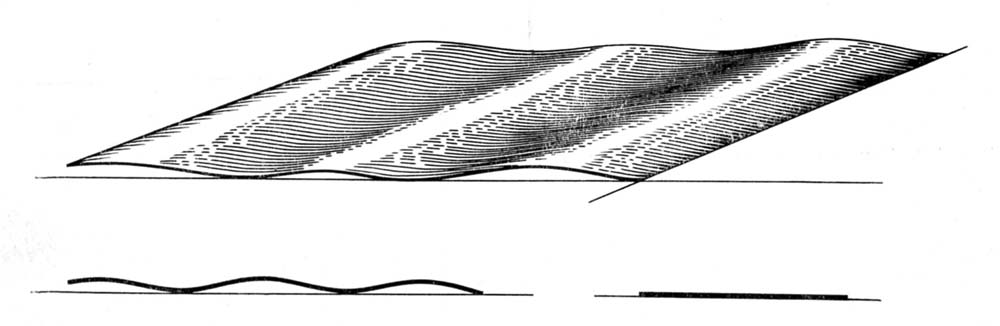
2. Волнистость — по кромкам листов или полос (волнистость кромок, односторонняя или двусторонняя), посередине листов или полос (срединная волнистость), а также по всей их ширине; в последнем случае листы или полосы имеют поперек направления Прокатки волнообразную неплоскостность.
3. Косой рез — поперечное сечение разрезанных листов или полос не перпендикулярно к продольной оси.
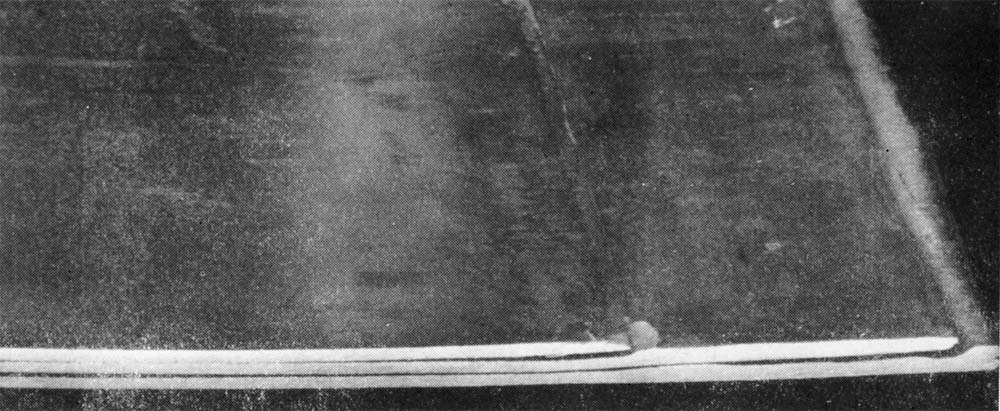
4. Утолщенные или утоненные концы холоднокатаных полосы или листа.
Причины возникновения
1. Дефектные исходные горячекатаные стальная полоса или лист.
Неравномерное обжатие по длине бочки валка.
Неравномерное распределение температуры по объему заготовки.
Недостаточное охлаждение валков.
Смещение полосы, сутунки или пакета листов от оси прокатки при задаче в валки.
Выработка подшипников валков.
2. Неправильная геометрия зазора между валками.
Отклонение полосы от оси прокатки.
Неравномерность структуры по сечению (различия по сопротивлению деформации).
Клиновидная исходная горячекатаная полоса.
Недостаточное охлаждение валков.
3. Неточность разметки и резки. Сильная односторонняя Волнистость кромки и связанный с этим неплоский прижим.
4. Некачественная сборка пакетов листов при горячей прокатке.
П редупреждение
1. Горячекатаные стальная полоса и листы: правильное регулирование чистовой прокатной клети; своевременная замена валков; равномерный прогрев сутунки; хорошее охлаждение валков.
2. Холоднокатаные стальная полоса и листы: использование горячекатаной стальной полосы, не имеющей недопустимого искривления, а также недопустимых различий по толщине противоположно расположенных кромок; равномерное давление валков благодаря правильно выбранной геометрии зазора; равномерная и достаточная вытяжка полосы; использование полосы с одинаковыми по сечению прочностными свойствами; достаточное охлаждение валков.
3. Точная разметка и установка, а также плоский прижим полос и листов, имеющих волнистость.
Правильно выбранный режим резки.
4. Правильная сборка пакета листов при горячей прокатке.
Устранение
1. Обусловлено возможностью дополнительной обрезки кромки и вырезки по длине.
2. Горячая и холодная правка (листы). Обусловлено возможностью вырезки участка с дефектами или обрезки кромки (при волнистости кромки — особенно в случае полос).
3,4. Возможно путем дополнительной вырезки.
Примечание
1. Искривление стальной полосы называют «саблевидной формой».
Сильное искривление обусловлено значительными различиями в толщине полосы. При переработке горячекатаной стальной полосы в холоднокатаную полосу или профиль, получаемый холодной штамповкой. сильная саблевидность ведет к браку. Наряду с волнистостью кромок и середины полосы иногда встречается дефект «внецентренная волнистость» (в широких горяче- и холоднокатаных полосах, имеющих малую толщину).
Основные причины этих дефектов — износ арматуры, связанной с установкой валков, или неправильная установка валков (например, оси валков не лежат в одной плоскости), структурная неоднородность в горячекатаной полосе, а также неоднородность по длине или ширине горячекатаного профиля.
В случае листов электротехнической стали значение этих дефектов, затрудняющих штабелирование листов, играет весьма отрицательную роль, так как приводит к ухудшению магнитных свойств.
Отклонения по толщине в области сварного шва обусловлены технологией и не являются дефектами. При дальнейшей переработке (глубокой штамповке) холоднокатаной полосы с поперечным сварным швом наличие области с отклонениями по толщине, естественно, обусловливает возможные технологические затруднения.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.