Недостаточно выполненная штамповка
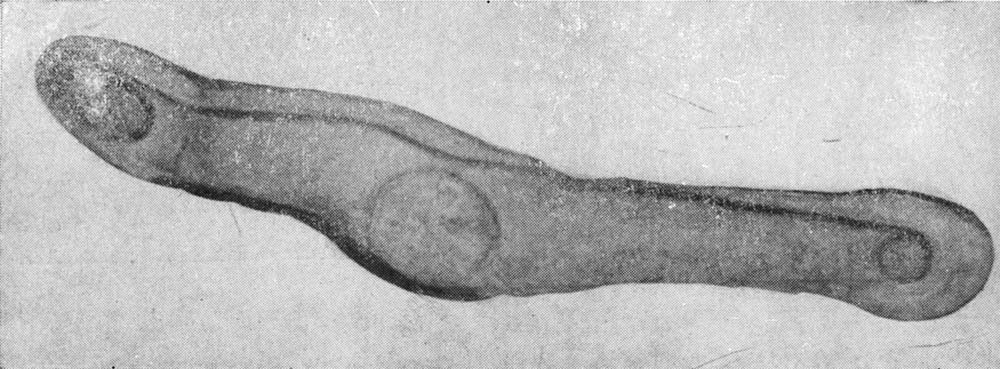
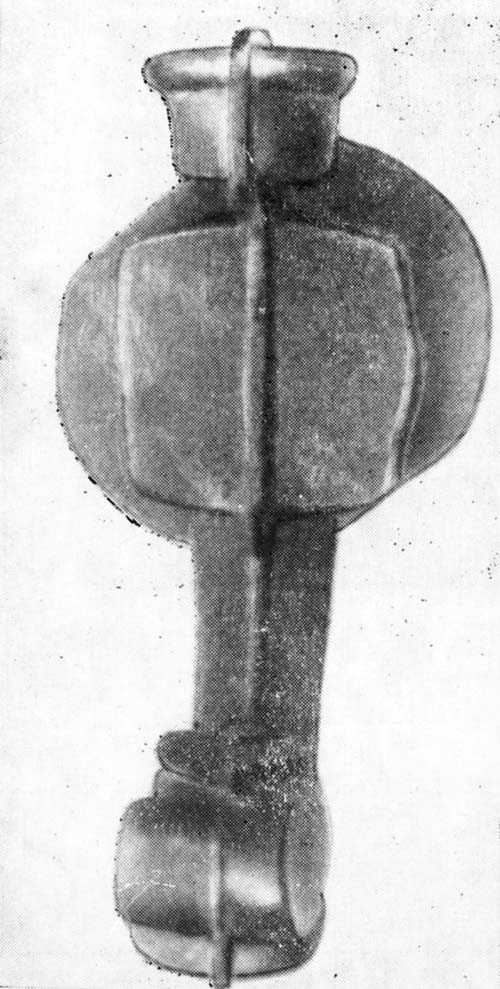

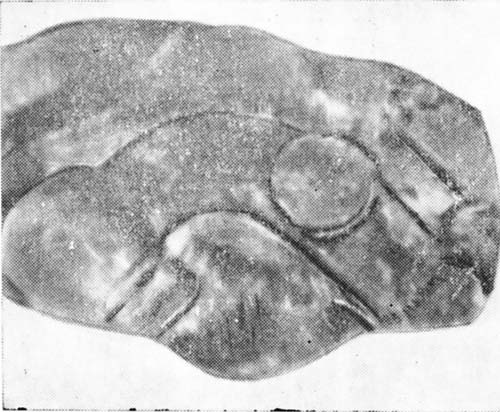
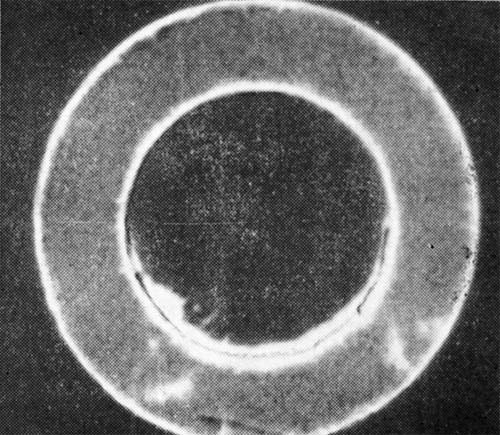
Описание. Форма полученной штамповки не полностью соответствует форме полости штампа.
Причины возникновения
1. Недостаточный размер исходной заготовки (отклонение размеров).
Объем заготовки не обеспечивает заполнения полости штампа (недостаточное образование облоя).
2. Чрезмерное образование окалины при нагревах.
3. Неправильно проведенная деформация. Объем заготовки достаточен для заполнения штампа, nbsp;однако образование облоя происходит неравномерно.
4. Неправильная (косая) установка заготовки в штампе. Объем заготовки достаточен, но образующийся облой смещен.
5. Слишком сильные первые удары. Образование облоя происходит равномерно, однако превышает допустимую величину.
6. Недостаточное удаление окалины с поверхности заготовки перед помещением ее в штамп или недостаточная чистота полости штампа во время штамповки.
7. Занижение заданных технологией температур штамповки.
Предупреждение. Соблюдение обусловленных технологией размеров заготовки и условий нагрева (контроль за атмосферой печи, временем выдержки) (п. 1,2).
При соблюдении заданной технологии деформирования стремиться при предварительной и промежуточной операциях формоизменения использовать качественный инструмент, отвечающий образованию заданной формы изделия (п. 3).
Соблюдение технологической дисциплины (п. 4, 5).
Полное удаление окалины и регулярная очистка полости штампа (п. 6).
Соблюдение установленных технологией температур деформации (п. 7).
Устранение. В некоторых случаях дефект можно устранить путем наварки.
Дополнительная деформация в штампе после отладки пресса, полость штампа которого отрегулирована на минусовый допуск.
Примечание. В определенных случаях применение штамповок возможно после их дополнительной обработки с учетом требований технических условий или по согласованию с заказчиком.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.