Дефекты, обусловленные удалением облоя
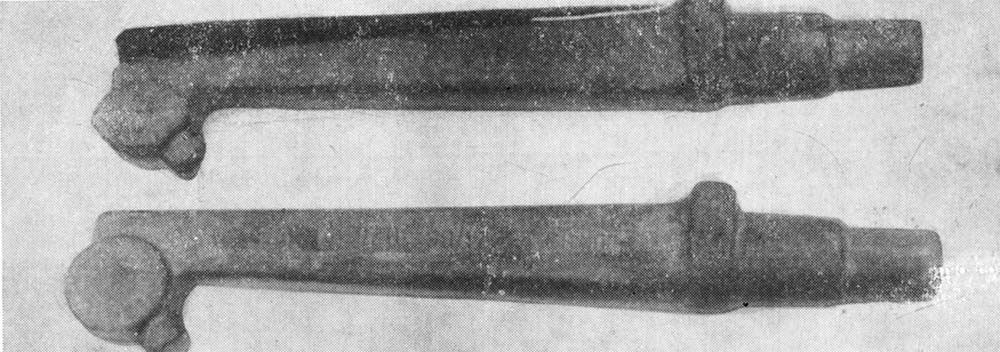
Описание. Линия среза полностью или частично не совпадает с заданным контуром изделия:
1. С одной стороны — слишком сильный напуск облоя, с противоположной стороны— уширенная поверхность среза (срезана часть основного материала).
2. Облой в направлении среза вытянут по высоте, однако линии среза и контура детали совпадают.
3. В одних местах слишком большой припуск облоя; на остальных участках он полностью удален.
4. Местами удалена часть основного материала штамповки.
5. Слишком большой облой со всех сторон.
6. Эксцентричный ход линии среза при удалении облоя в штамповках с отверстиями.
7. Излишний срез по всему контуру материала, причем облой может быть расположен в плоскости среза. В этом случае речь идет не о дефектах удаления облоя, а о дефектах штамповки.
Причины возникновения
1. Неправильная установка штамповки относительно режущего инструмента; несоблюдение заданной температуры нагрева при удалении облоя.
2. Тупая режущая кромка инструмента. Слишком высокая температура при удалении облоя. Неправильный выбор плоскости облоя.
3. Выкрошенная режущая кромка или ее локальный повышенный износ.
4. Деформированная режущая кромка.
5. Слишком сильный общий износ режущей кромки.
6. Неправильная конструкция инструмента. Слишком большой люфт толкателя пресса. Неправильная регулировка инструмента.
7. Повышенный износ штампа.
Предупреждение. Правильная регулировка режущего инструмента.
Тщательная настройка и наблюдение за состоянием режущего инструмента.
Соблюдение технологической дисциплины.
Устранение. Дополнительная механическая обработка.
Примечание. Возможны различные комбинации форм проявления дефектов и их причин. Возможность применения изделий после дополнительной обработки зависит от величины дефектаи заданного припуска на обработку.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.