Особенности термической обработки легированной стали
Различие в термической обработке легированной и углеродистой сталей состоит в выборе различных температур и скорости нагрева, длительности выдержки при этих температурах и способе охлаждения.
Легированные стали менее теплопроводны по сравнению с углеродистыми. Это необходимо учитывать и особенно осторожно нагревать детали из стали, содержащей такие элементы, как вольфрам.
Критические температуры у одних легированных сталей выше, у других — ниже; выбор температур термической обработки производится в зависимости от содержания в стали легирующих элементов.
Все легирующие элементы можно разбить на две группы: элементы, повышающие критические точки АС1 и А С3,а следовательно, и температуры нагрева при термической обработке и элементы, понижающие критические точки. К первой группе относятся Сu, V, W, Si, Mo, Ti, Nb и др. В связи с этим отжиг, нормализация и закалка сталей, содержащих перечисленные элементы, производятся при более высоких температурах, чем отжиг, нормализация и закалка углеродистых сталей. Ко второй группе элементов относятся Mn, Niи др. При выборе температуры термической обработки имеет значение склонность аустенитного зерна к росту.
Все легирующие элементы, за исключением Μn, препятствуют росту аустенитного зерна при нагреве. Особенно сильное влияние на уменьшение роста аустенитного зерна оказывают элементы, образующие в сталях карбиды (Сr, Mo, W, V, Ti): карбиды располагаются по границам зерна и затрудняют его рост при нагреве. Таким образом, легированные стали (за исключением марганцевистых) при термической обработке не склонны к перегреву; нагревать их можно до более высоких температур, чем углеродистые стали.
Время выдержки устанавливается несколько большее, чем для углеродистых сталей, так как легированная сталь обладает худшей теплопроводностью и полный прогрев изделия требует большего времени. Кроме того, для получения лучших механических свойств необходима выдержка, чтобы полностью растворились легированные карбиды в аустените.
Скорость охлаждения при термической обработке устанавливается в соответствии с устойчивостью переохлажденного аустенита и величиной критической скорости закалки. Практически это приводит к тому, что многие легированные стали закаливаются на мартенсит в масле, т. е. при меньшей скорости охлаждения, чем углеродистая сталь.
Легированная сталь обладает большей прокаливаемостью, чем выше степень легированности сталей, тем более глубокой прокаливаемостью они обладают (рис. 1). Легирующие элементы в стали влияют на устойчивость мартенсита при отпуске
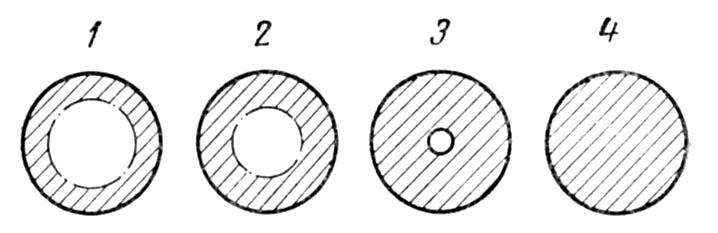
Рис. 1. Зависимость прокаливаемости от содержания в стали легирующих элементов:
1— стали низкой прокаливаемости (углеродистые),
2 — стали средней прокаливаемости (например, хромистые),
3 — стали повышенной прокаливаемости (например, хромоникелевые),
4 — стали высокой прокаливаемости (хромомарганцевокремниевые и другие сложнолегированные); закаленный слой заштрихован
Например, в инструментальных быстрорежущих сталях карбидообразующие элементы W, Mo, V, Сг способствуют образованию красностойкого мартенсита. Благодаря этому высокая твердость стали сохраняется до температур 560—600° С, тогда как мартенсит углеродистой стали начинает распадаться при 200—240° С, что снижает твердость стали. Высокая красностойкость — весьма ценное свойство инструментальной стали. Инструмент в процессе резания нагревается, и, если сталь не красностойка, она теряет твердость и режущие свойства.
Кроме перечисленных особенностей, при отпуске легированной стали можно наблюдать явление отпускной хрупкости, т. е. понижение ударной вязкости, происходящее несмотря на уменьшение твердости. Причиной отпускной хрупкости является выделение хрупких фаз по границам зерен у таких широко распространенных сталей, как хромистые, хромоникелевые и др. Можно полностью избежать отпускной хрупкости, охлаждая такую сталь после отпуска не на воздухе, а в масле (крупные детали — даже в воде), а также применяя хорошо раскисленную сталь или другие марки стали, содержащие молибден или вольфрам, препятствующие выделению хрупких фаз.
Отметим, наконец, еще одну важную особенность термической обработки легированной стали. При закалке большинства сталей часть зерен высоколегированного аустенита мартенситного превращения не претерпевает, и в структуре стали сохраняется некоторое количество остаточного аустенита. Так как аустенит имеет невысокую твердость (НВ 170 - 220), закаленная сталь обладает несколько меньшей твердостью и пониженной износоустойчивостью. Значительного превращения остаточного аустенита в мартенсит отпуском у не удается добиться. Исследования, проведенные советскими учеными, показали, что превращения остаточного аустенита в мартенсит можно достигнуть глубоким охлаждением до минус 65 —минус 70° С. После выдержки изделий при низких температурах в течение 1—2 часов в их структуре происходит полное превращение остаточного аустенита в мартенсит, и твердость, а вместе с ней и износоустойчивость изделий повышаются.