Классификация и типы прокатных станов
Все прокатные станы, работающие на металлургических предприятиях, несмотря на многообразие конструкций классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. Прокатные станы в зависимости от назначения, т.е. от вида выпускаемой продукции, можно разделить на следующие три группы.
- Станы горячей прокатки, к которым относятся обжимные, заготовочные, рельсобалочные, сортовые, проволочные, штрипсовые, листовые, широкополосные.
- Станы холодной прокатки, к которым относятся листовые, жестепрокатные и станы для прокатки тонкой и тончайшей ленты.
- Станы специального назначения — колесопрокатные, бандажепрокатные, для прокатки полос и профилей переменного сечения, шаров, шестерен, винтов, гнутых профилей и т.п.
Основным параметром обжимных, заготовочных и сортовыхстанов является диаметр валков или шестерен шестеренной клети в мм. При наличии в стане нескольких рабочих клетей параметром стана является диаметр валков чистовой клети. Так, название "мелкосортный стан 250" означает, что диаметр рабочих валков или шестерен чистовой клети равен 250 мм, а назначение его — производство мелкосортного проката.
Основным параметром листовых станов является длина бочки валка, мм, которая определяет наибольшую ширину прокатываемых на стане листов или полос. В этом случае название «толстолистовой стан 3000» означает, что длина бочки валков равна 3000 мм, при этом на стане прокатывают толстый лист шириной до 2700—2800 мм.
По количеству и расположению рабочих клетей прокатные станы разделяют на следующие пять групп: одноклетевые, линейные многоклетевые, последовательные, полунепрерывные и непрерывные (рис. 1).
Одноклетевые станы являются простейшим типом прокатного стана. В состав оборудования стана входят одна рабочая клеть и линия привода рабочих валков, которая состоит из шпинделей, шестеренной клети, редуктора, муфт и главного электродвигателя. Входящее в линию привода валков оборудование в основном повторяется на прокатных станах с более сложным расположением рабочих клетей. К станам этой группы относятся станы для производства полупродукта (блюминги, слябинги, заготовочные) и готового проката (станы горячей и холодной прокатки).
Наиболее простыми являются линейные многоклетевые прокатные станы, на которых рабочие клети расположены в одну или более линий. При этом каждая линия приводится от одного электродвигателя. Одноклетевые станы могут быть реверсивными, когда рабочие валки могут попеременно вращаться в одну и другую сторону, или нереверсивными — рабочие валки вращаются только в одну сторону. Линейные многоклетевые станы используют главным образец как заготовочные, сортовые, рельсобалочные, проволочные и листовые.
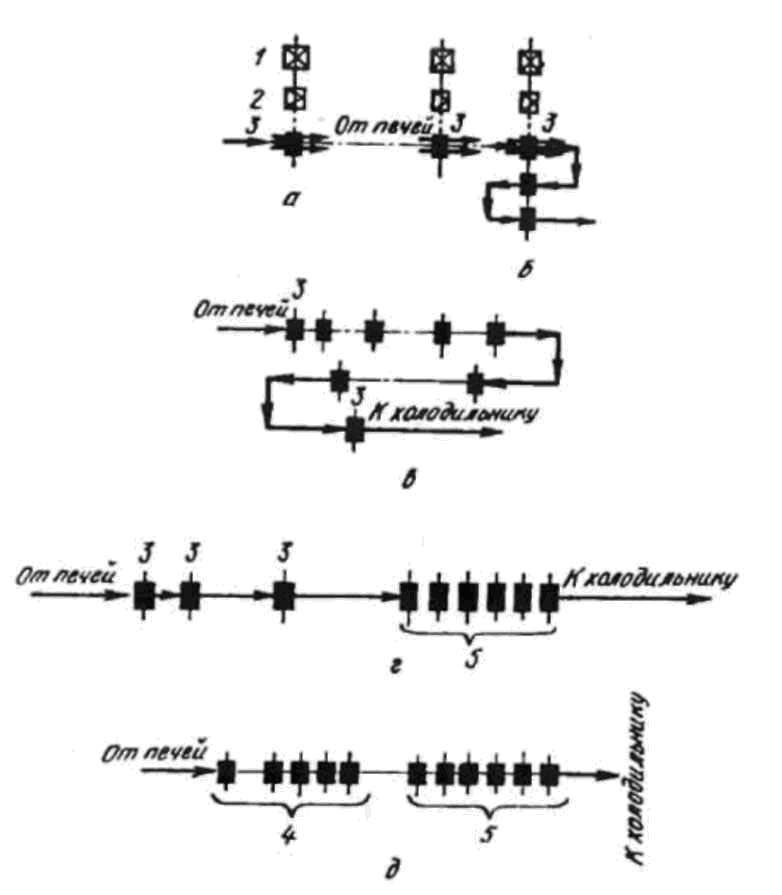
Рис.1. Схема расположения рабочих клетей прокатных станов: а — одноклетевой; б — линейный многоклетевой в две линии; в— последовательный; г — полунепрерывный; д — непрерывный:
1 — двигатель; 2 — шестеренная клеть; 3 — рабочие клети; 4 — непрерывная черновая группа; 5 — непрерывная чистовая группа
Последовательные станы характеризуются расположением рабочих клетей, стоящих друг за другом таким образом, что прокатываемая полоса проходит в каждой клети один раз. Поэтому число клетей такого стана должно быть равно максимальному числу проходов, необходимых для получения готового профиля. На последовательных станах рабочие клети обычно размещают в несколько параллельных рядов» с тем чтобы сократить длину цеха и лучше использовать его площади. Причем на таких станах расстояние от клети к клети в направлении прокатки увеличивается соответственно увеличению длины прокатываемой полосы. Увеличивается и частота вращения валков.
К последовательным станам относятся станы с рабочими клетями, расположенными в шахматном порядке.
Последовательные станы используют в основном как сортовые.
Полунепрерывные станы состоят из двух групп рабочих клетей: непрерывной и линейной, или последовательной. В непрерывной группе клетей прокатываемая полоса может нахолиться одновременно в двух, трех и более клетях, т.е. прокатываться непрерывно. А во второй группе полоса прокатывается или на линейном, или на последовательном стане.
Полунепрерывные станы используются как сортовые, проволочные и полосовые.
Наиболее современными станами являются непрерывные станы. По сравнению с другими типами станов непрерывные характеризуются более высокими скоростями прокатки. При этом привод валков рабочих клетей может быть как индивидуальный, так и групповой.
Непрерывные станы характеризуются наибольшей производительностью по сравнению с другими типами станов. Эти станы используют в качестве заготовочных, широкополосных, средне- и мелкосортных, проволочных и др.
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трех-, четырех- и многовалковые, универсальные специальной конструкции (рис.2).
Двухвалковые клети наиболее распространены, и бывают реверсивные и нереверсивные. В реверсивных клетях валки имеют переменное направление вращения.
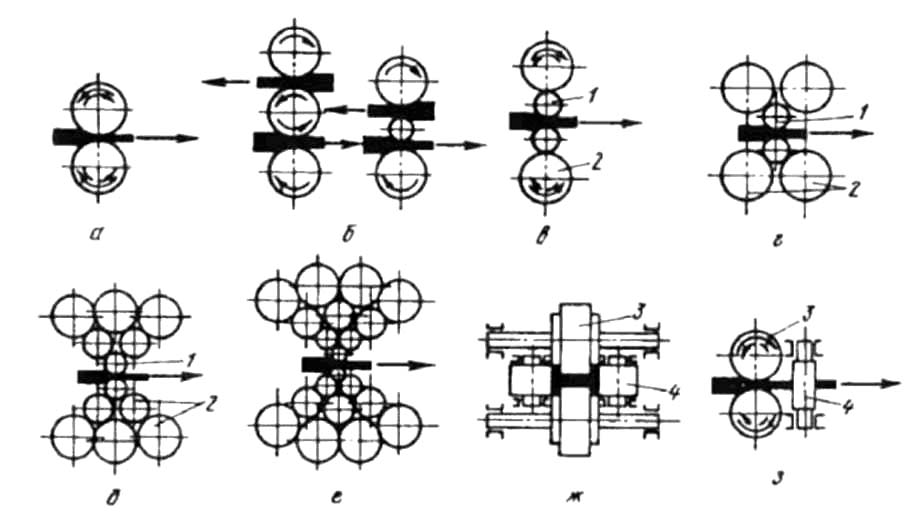
Рис2. Схема расположения валков в рабочих клетях:
а — двухвалковая клеть; б — трехвалковая сортовая и листовая; в — четырехвалковая клеть; г — шестивалковая клеть; д — двенадцативалковая клеть; е — двадцативалковая клеть; ж — универсальная балочная клеть; з — универсальная клеть слябинга
Прокатываемый металл проходит между валками вперед и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трехвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. Трехвалковые клети нашли широкое применение при производстве сортового проката. Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону — между средним и верхним. Для подъема металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади ее устанавливают подъемно-качающиеся столы.
При производстве листа также применяют трехвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.
Так же как и при производстве сортового проката, перед клетью и позади нее устанавливают подъемно-качающиеся столы. Поскольку трехвалковые клети обладают небольшой производительностью и малой жесткостью валковой системы, в последнее время их применяют все реже.
В четырехвалковых клетях, как и в трехвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка 1 являются рабочими, а два других 2 — опорными. Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу. Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жесткости валковой системы. Приводными валками в клетях кварто являются рабочие валки. Станы с четырехвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.
С использованием четырехвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырехвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырехвалковые клети используют в одноклетевых станах горячей и холодной прокатки.
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка 1 и четыре опорных 2. Эти клети отличаются повышенной жесткостью самой клети и меньшим прогибом опорных валков. Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине. Однако поскольку преимущества этих клетей по сравнению с четырехвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.
Широко применяются в прокатном производстве двенадцати- и двадцативалковые клети. Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети. Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков в таких многовалковых клетях назначительны и лежат в пределах от 3 до 50 мм. Они являются неприводными и опираются на ряд приводных валков 2 с большим диаметром, а последние, в свою очередь, на ряд опорных валков.
Универсальные клети имеют горизонтальные 3 и вертикальные 4 валки, расположенные в одной вертикальной плоскости. Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях, где вертикальные валки неприводные. Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм). Но последнее время их начинают использовать и для прокатки других профилей (рельсов, универсальных листов и др.). Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырехвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размешены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга. В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками. При этом вертикальные валки располагают с передней или задней стороны рабочей клети, в задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колесопрокатные, бандажепрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий.