Производство непрерывнолитых слябов на МНЛЗ.
Производство непрерывнолитых слябов на МНЛЗ.
Технологическая инструкция
1 Введение.
1.1 Настоящая инструкция устанавливает технологию разливки низколегированной, легированной, низкоуглеродистой и углеродистой стали на машине непрерывного литья заготовок (МНЛЗ). Тип МНЛЗ – вертикальная с изгибом.
1.2 Все технологические операции, изложенные в настоящей инструкции, учитывают безопасность работы обслуживающего персонала и должны выполняться в соответствии с требованиями действующих инструкций по охране труда.
1.3 Ответственность за выполнение настоящей инструкции возлагается на начальника ЦНРС, его заместителей и помощников, начальников смен, старших мастеров, бригадиров, старших разливщиков и разливщиков.
1.4 Контроль за соблюдением и правильным выполнением настоящей инструкции возлагается на ОТК.
2 Общие положения.
2.1 Основными условиями нормального протекания процесса непрерывной разливки стали являются:
- своевременная подача металла для разливки, выплавленного в двухванных сталеплавильных агрегатах в соответствии с ТИ и обработанного на установке внепечной доводки стали типа "ковш-печь" в соответствии с ТИ;
- тщательная подготовка к приему плавки сталеразливочных (СК) и промежуточных ковшей (ПК) в соответствии с действующими инструкциями;
- установка в сталеразливочных и промежуточных ковшах стаканов необходимого диаметра и конфигурации;
- подготовка и проверка всех узлов машины непрерывного литья заготовок (МНЛЗ) перед разливкой в соответствии с инструкцией по настройке технологического оборудования МНЛЗ.
- обеспечение режимов вторичного охлаждения заготовки в соответствии с технологической инструкцией;
- строгое соблюдение настоящей инструкции, а также производственно-технических инструкций, инструкций по охране труда.
3 Подготовка МНЛЗ к разливке.
3.1 Подготовку технологического оборудования МНЛЗ к разливке проводит бригада операторов МНЛЗ под руководством старшего оператора и контролем сменного производственного мастера разливки.
Подготовку технологического оборудования разливочной площадки проводит бригада разливщиков стали под руководством старшего разливщика и контролем сменного производственного мастера разливки.
Подготовку и проверку механического, электрического, гидравлического оборудования, систем связи, систем КИПиА и АСУ ТП, систем энергообеспечения проводит дежурный персонал соответствующих служб под руководством и контролем старшего в смене.
3.2 Подготовка затравки.
3.2.1 Проверяют состояние цепи и головки затравки, надежность крепления головки к цепи затравки.
3.2.2 В зависимости от ширины и толщины ручья необходимо установить соответствующую головку. Ширину головки затравки регулируют креплением накладок сбоку соответствующей головки. Ширина головки должна выставляться на 7-10мм меньше ширины заданного сечения сляба.
3.3 Подготовка кристаллизатора.
3.3.1 Подготовка кристаллизатора осуществляется в режиме "Техобслуживание".
3.3.2 Проверяют состояние рабочих поверхностей кристаллизаторов и подвесных роликов. Не допускаются:
- выбоины, задиры, вмятины, поджоги глубиной более 2 мм на расстоянии ниже 250 мм от верхней кромки кристаллизатора, повреждения кристаллизатора на расстоянии 250 мм от верхнего края;
- выработка широких и узких стенок кристаллизатора более 0,5 мм, измеренной в середине медных пластин, по всей высоте;
- износы узких стенок в нижней части в районе углов более 3 мм;
- течи воды в рабочую полость кристаллизатора;
- наличие зазоров не более 0,3 мм в стыке стенок и попадании в зазор металла;
- отклонение боковой подвески от плоскости стенки кристаллизатора более 0,2мм;
- заклинивание роликов боковой подвески и роликов кристаллизатора;
- повреждения боковой подвески кристаллизатора.
3.3.3 Необходимо развести широкие стенки кристаллизатора для удаления загрязнений между узкой и широкой стороной, после чего кристаллизатор необходимо обдуть просушенным воздухом.
3.3.4 Проверяется соосность кристаллизатора и загибочной секции ("бендер"), отклонение не более 0,2 мм.
3.4 Проверка элементов поддерживающей системы.
3.4.1 Проводится проверка: состояния поверхности роликов (поверхность должна быть без выбоин и вмятин), наличия скрапин и других посторонних предметов между роликами, вращения роликов.
3.4.2 При обнаружении неисправностей они должны быть устранены. Работа со сломанными роликами и подшипниками, не вращающимися и не охлаждающимися роликами, а также с течью воды из трещин по бочке ролика не допускается.
3.4.3 При необходимости производится калибровка сегментов.
3.5 Проверка элементов системы вторичного охлаждения.
3.5.1 В период подготовки машины к разливке в системе вторичного охлаждения проверяют:
а) исправность и надежность крепления рукавов для подвода воды и воздуха к коллекторам;
б) расположение и исправность форсунок.
3.5.2 Исправность, ориентацию и качество факела форсунок системы зоны вторичного охлаждения (ЗВО) проверяют, подачу воды и воздуха поочередно на разные зоны вторичного охлаждения. Засоренные форсунки прочищают, вышедшие из строя заменяют новыми.
Данные по зонам ЗВО приведены в Приложении Б.
3.6 Подготовка технологического оборудования разливочной площадки.
3.6.1 Проверка и подготовка подъемно-поворотного стенда (ППС).
При проверке ППС необходимо убедиться в:
- исправности механизмов подъема – опускания и поворота ППС как в ручном, так и в автоматическом режимах;
- исправности гидроцилиндров шиберного затвора;
- исправности пультов для управления гидроцилиндром шиберного затвора и ППС;
- отсутствии утечек масла на шлангах гидроцилиндров шиберного затвора и утечки воздуха на шланге для охлаждения шиберного затвора, наличии на шлангах теплоизоляционной обмотки;
- исправности систем аварийного закрытия шиберного затвора, аварийного разворота ППС;
- исправности механизмов подъема-опускания и поворота крышек сталеразливочных ковшей, состоянии футеровки крышек;
- наличии и состоянии защиты от брызг и выплесков металла и шлака;
3.6.2 Проверка и подготовка тележек промежуточных ковшей.
При проверке тележек промежуточного ковша необходимо убедиться в:
- исправности приводов перемещения и позиционирования тележек промежуточного ковша, пультов промежуточного ковша и гидроцилиндров;
- исправности манипулятора защитной трубы;
- исправности систем гидравлики тележек промежуточного ковша, отсутствии течи гидравлических шлангов и соединений, наличия теплоизоляционной обмотки на гидравлических шлангах;
- наличии аргона, исправности и герметичности аргонопровода тележек промежуточного ковша, измерительных приборов, наличии теплоизоляционной обмотки на шлангах аргонопровода;
- наличии и состоянии защиты от брызг и выплесков металла и шлака.
3.6.3 Подготовка промежуточных ковшей и погружных стаканов.
3.6.3.1 После установки промежуточного ковша на тележку промежуточный ковш необходимо проверить:
- состояние футеровки и брони промежуточного ковша;
- правильность установки стопора и крепления стопорного механизма быстрой замены погружных стаканов (SEM);
- выставку хода стопора (~ 60 мм), отбой;
- исправность и герметичность (совместно с дежурным энергетиком)
аргонопровода промежуточного ковша;
- состояние крышек промежуточного ковша.
3.6.3.2 Разогрев промежуточного ковша производят на тележке промежуточного ковша в резервной позиции, не позднее чем за 2 часа до начала разливки.
3.6.3.3 Разогрев промежуточного ковша производится до температуры 1100-1150˚С (футеровка должна иметь ярко-малиновый цвет), скорость разогрева промежуточных ковшей регулируется выбором режима разогрева на пульте управления станции разогрева промежуточных ковшей.
3.6.3.4 Контроль за режимом разогрева и подготовкой промежуточных ковшей к разливке осуществляет мастер или бригадир разливки.
3.6.3.5 Для подвода металла из промежуточного ковша в кристаллизатор применяются корундографитоцирконовые погружные стаканы, которые перед установкой разогреваются в специальных устройствах до температуры 800-1000˚С. Время между извлечением стакана из устройства и началом разливки не должно превышать 40 секунд.
Специальные "холодные" стаканы, не требующие предварительного разогрева, рекомендуется перед установкой просушить.
3.6.3.6 Проверяется работоспособность манипулятора для замены погружных стаканов.
3.7 Подготовка машины газовой резки.
При подготовке и проверке машины газовой резки (МГР) к разливке необходимо:
- подсоединение и работа ручных резаков;
- проверить наличие и давление кислорода, газа, воды и воздуха перед МГР;
-проверить открытие всех отсечных клапанов;
- проверить настройку газовых резаков – при необходимости заменить мундштуки;
- проверить движение и ход всех узлов;
- проверить смазку и охлаждение измерительных роликов;
- проверить работоспособность редукторов давлением, их герметичность;
- проверить работоспособность и герметичность регулирующих клапанов;
- очистить от шлака предохранительные пластины (регуляторы высоты) и проверить работоспособность;
- проверить правильность размещения термозащиты и газорезательных машин, наличие повреждений;
- проверить работоспособность форсунок охлаждения роликов;
- почистить фильтры газа и кислорода;
- очистка гидросмыва от окалины;
- освободить короб для обрези или заменить.
3.8 Маркировочная машина.
При подготовке необходимо:
- обдуть внутри сжатым воздухом;
- визуально осмотреть на наличие механических повреждений;
- проверить герметичность линии сжатого воздуха;
- очистить направляющие перемещением маркировочной машины;
- проверить функционирование распылительной насадки;
- проверить остаток маркировочной проволоки на катушках (при необходимости установить полные катушки);
- проверить световые датчики.
3.9 Машина удаления заусенцев.
При подготовке необходимо проверить:
- визуально осмотреть на наличие механических повреждений;
- все нити защитного цепного экрана должны быть закреплены;
- герметичность линий подачи воздуха, воды и гидравлических линий;
- освободить короб для настылей или заменить его;
- световые датчики.
3.10 Сталкиватели и штабелеры.
При подготовке проверяется:
- синхронность работы гидроцилиндров сталкивателей и штабелер столов;
- световые датчики;
- целостность футеровки стола штабелера.
3.11 Все выявленные неисправности должны быть устранены соответствующими службами.
3.12 Результаты осмотра оборудования МНЛЗ, неисправности и меры по их устранению представители всех служб заносят в журнал регламентных работ МНЛЗ.
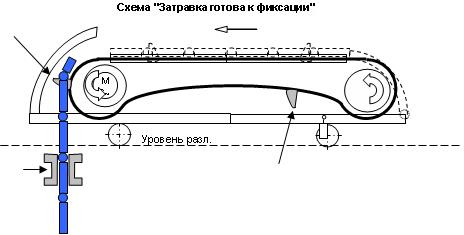
3.13 Ввод затравки и выставка кристаллизатора.
3.13.1 Перед заведением затравки необходимо:
- убедиться в окончании работ в ручьях;
- проверить позиционирование затравки на тележке, при необходимости отцентрировать;
- установить защиту в "Кристаллизатор";
- установить тележку затравки в положение "Кристаллизатор";
- выбрать режим готовности кристаллизатора к вводу затравки в программе "Star Mold", убедившись, что узкие и широкие стороны разведены, включить режим "Ввод" на ГПУ;
- включить пароотсосы.
3.13.2 Перемещать затравку в направлении кристаллизатора (ввод затравки). Затравка будет автоматически остановлена в положении "Кристаллизатор". Контролировать синхронизацию работы концевых выключателей и положение затравки.
3.13.3 Зафиксировать затравку, для этого необходимо активировать кнопку "Свести 1,2 сегмент".
 |
3.13.4 На OS1 (РМР) выбрать режим подачи затравки толчками.
3.13.5 Перемещать систему транспортировки цепи в направлении кристаллизатора до автоматической остановки в положении "Ожидание".
3.13.6 Перемещать затравку при помощи дистанционного пульта (LC211) до тех пор, пока ее головная часть не будет ниже уровня роликовой подвески узких стен кристаллизатора.
3.13.7 Свести стенки кристаллизатора на рабочее сечение, предварительно переместив тележку затравки в направлении подъемника и убрав защитный экран из кристаллизатора.
3.13.8 Проверить заданные и фактические размеры кристаллизатора, его конусность. В случае расхождения измеренных значений от заданных провести калибровку кристаллизатора (ввести измеренные значения в программы "Star Mold" в режиме "Калибровка"). Конусность узких стенок кристаллизатора должна быть – 1%, для перитектических марок сталей – 0,9 %. Допустимые отклонения по конусности – 0,3мм.
3.13.9 Поднять затравку приводами роликов до уровня 400мм от верха медных плит кристаллизатора.
3.13.10 Свести приводной ролик 3-го сегмента и выбрать режим "Подготовка" на OS1 (РМР).
3.13.11 Зазор между головкой затравки и стенками кристаллизатора должен быть равномерным по всему периметру. Заделка зазоров бумажным или асбестовым шнуром производится при помощи специального оборудования (чеканов).
3.13.12 Углы кристаллизатора от "головки" затравки до верхней кромки медных плит замазывают силиконовой массой.
3.13.13 На головку затравки укладывают металлические "холодильники". Не допускается использовать влажные металлические "холодильники".
3.13.14 Необходимо заполнить пространство между крышкой и медными пластинами, а также щелей для направляющей узкой стенки кристаллизатора и и датчик уровня металла в кристаллизаторе асбестом или коалиновой ватой, для защиты в случае перелива кристаллизатора.
3.14 Регулировка расхода воды на охлаждение кристаллизатора.
3.14.1 Расход воды на охлаждение кристаллизатора регулируется совместно оператором МНЛЗ и дежурным энергетиком.
3.14.2 В зависимости от толщины кристаллизатора выставляются расходы воды в соответствии с данными таблицы 3.14.2.
Таблица 3.14.2
Толщина кристаллизатора, мм | Расход воды, л/мин | |
узкие стенки | широкие стенки | |
200 | 500 | 4950 |
220 | 500 | 4950 |
250 | 590 | 4850 |
300 | 670 | 4750 |
3.15 Для аварийного слива металла проверяют состояние аварийного ковша, желоба, шлаковни и аварийных емкостей в резервной позиции тележки промежуточного ковша. Наличие влаги и производственного мусора в них не допускается.
3.16 На разливочной площадке перед разливкой проверяется наличие рабочего инструмента (ломиков, кислородных трубок, пробоотборников, приспособлений для подачи ШОС в кристаллизатор и удаления шлака из кристаллизатора), манипулятор для замены стаканов, наличие энергоносителей в системах (кислород, вода, природный газ), наличие подготовленных ШОС для кристаллизатора и ТИС для промежуточный ковш.
Применяемые ШОС и ТИС приведены в приложении "Д".
3.17 Сменный производственный мастер разливки оценивает качество и полноту выполнения работ по подготовке МНЛЗ и принимает решение о возможности проведения разливки. Делает соответствующие записи в журнале регламентных работ МНЛЗ и ставит в известность начальника смены и диспетчера цеха о готовности МНЛЗ к разливке.
3.18 Подготовка МНЛЗ к приему жидкого металла.
3.18.1 Не менее чем за 15 мин до начала разливки необходимо проверить наличие технологического персонала на рабочих местах и выполнены следующие операции:
- открываются задвижки аварийного охлаждения кристаллизатора, ЗВО и закрытого контура машины;
- мастер разливки или бригадир операторов сообщает на оборотный цикл о начале разливки, для запуска насосов ЗВО;
- проверить активацию режима "Готовность к разливке";
- проверяется бригадиром разливки готовность промежуточных ковшей и погружных стаканов.
3.18.2 По указанию старшего сменного мастера или сменного мастера разливки плавка отдается с УКП на МНЛЗ с необходимым химическим составом и температурой.
Запрещается разливать на МНЛЗ стали, с содержанием серы более 0,025%, а также если суммарное содержание серы и фосфора превышает 0,035%.
3.18.3 Температуру стали в сталеразливочном ковше заказывает мастер разливки, исходя из предполагаемых тепловых потерь на участке "стальковш-промковш" и карт разливки, учитывая состояние стальковша, продолжительности обработки стали на УКП, сечения и т.д. В случае отсутствия технологического задания для разливаемой марки стали, мастер определяет условия разливки в соответствии с п.3.18.4, приложениями В, Г, Д.
3.18.4 Определяющей температурой стали – является температура стали в промковше (необходимое превышение температуры стали над температурой ликвидус).
Температура ликвидус определяется по формуле:
Тл= 1536,6 – (90[%C]+8[%Si]+5[%Mn]+4[%Ni]+5[%Cu]+2[%Mo]+1,55[%Cr]+
+25[%S]+30[%P]+3[%Al]+18[%Ti]+80[%N]).
Необходимая температуру стали в промежуточном ковше приведена в таблице 3.18.4.
Таблица 3.18.4.
Содержание углерода в стали, % | Перегрев над температурой ликвидус в промежуточном ковше, ˚С |
0,02 ≤ [ C ] ≤ 0,08 | 30 ± 5 |
0,09 ≤ [ C ] ≤ 0,24 | 25 ± 5 |
0,25 ≤ [ C ] <0,45 | 20 ± 5 |
[ C ] ≥0,45 | 15 ± 5 |
Допускается отклонение температуры стали в промежуточном ковше на 5˚С выше максимально допустимой при разливке первой плавки на промежуточном ковше.
3.18.5 Температуру стали в стальковше при разливке первой плавки на промежуточном ковше и 1-й и 2-й плавки на стальковш необходимо заказывать на 5 - 10˚С больше, обычно заказываемых температур для данной марки стали.
3.18.6 Стальковш с металлом устанавливают на ППС. Убедившись в правильной установке, ковш освобождают от грузозахватных устройств, затем производят подсоединение и фиксацию гидроцилиндра шиберного затвора и накрывают стальковш теплоизолирующей крышкой. Стальковш разворачивают из резервной позиции в рабочую.
3.18.7 После установки стальковша на консоль ППС оператор МНЛЗ на ГПУ вводит данные о плавке и режимах разливки (группа и код марки стали, режимы охлаждения и обжатия) на 2-й уровень АСУ ТП.
Группа марки стали режимы разливки определяются согласно приложению "В".
3.18.8 Затем выполняются операции по установке промежуточного ковша:
- проверяется работа стопоров;
- отключается разогрев промежуточного ковша;
- подвешиваются погружные стаканы в устройство SEM в рабочем положении и устанавливаются "глухие" заглушки в устройство SEM в резервное положение и закрывается гидроцилиндр SEM;
- убедившись в том, что горелки станции разогрева промежуточного ковша и консоль ППС, находящийся в рабочем положении, подняты, промежуточный ковш из резервной позиции перемещается в позицию разливки.
3.18.9 На PMP (OS1) включается режим "Разливка" и выбирается установка рабочей скорости разливки 0,8м/мин (для толщины 300мм – 0,6м/мин).
3.18.10 После установки промковша в позицию разливки, производится центровка погружныж стаканов относительно стенок кристаллизатора, смещение в сторону в сторону широких граней не более ± 5мм, в сторону узких граней ± 3,0мм.
Промежуточный ковш опускается в рабочее положение (показания положения промежуточного ковша на пульте – 80-90мм).
4 Разливка стали.
4.1 По команде сменного мастера разливки открывают шиберный затвор, предварительно подсоединив защитную трубу, и начинают наполнение промежуточного ковша.
4.2 В случае отсутствия истечения стали из сталеразливочного ковша производят прожигание канала шиберного затвора кислородом.
4.3 При уровне металла в промежуточном ковше 5т, в район стопоров подают шлакообразующую смесь – Glutin Slag CAM в количестве 200кг и включают подачу аргона на защитную трубу (50-70 л/мин).
4.4 При наполнении промежуточного ковша до уровня 10-12 т, открывают стопора и начинают наполнение кристаллизаторов.
4.5 Время наполнения кристаллизатора должно составлять 4 секунды на каждые 100 мм ширины кристаллизатора. Во избежание заплескивания торцов кристаллизатора, рекомендуется вставлять в выпускные отверстия погружного стакана просушенную кислородную трубку, для рассекания струи металла.
4.6 Во время наполнения кристаллизатора проверяют крытие стопора:
- после покрытия металлических холодильников;
- при уровне металла на середине выходных отверстий погружного стакана;
- после наполнения кристаллизатора (70-100 мм от верхней кромки медных плит).
4.7 При достижении уровня металла в кристаллизаторе верхней кромки выходных отверстий погружного стакана в кристаллизатор подают шлакообразующую смесь.
4.8 После доведения уровня металла в кристаллизаторе до 70-100 мм от верхней кромки медных плит по команде старшего разливщика и (или) мастера разливки запускают машину (кнопка "Пуск" на РМР (OS1)). Одновременно с пуском машины запускают механизм качания кристаллизатора.
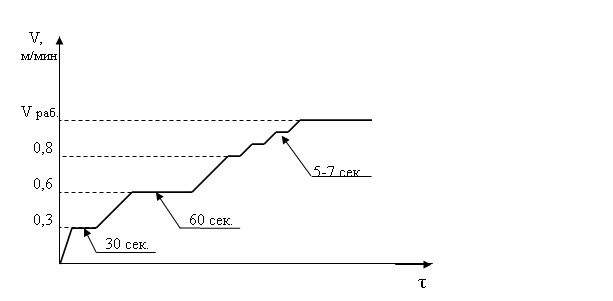
4.9 Набор скорости производят ступенчато согласно графику на рисунке 4.9.
При запуске машины набор скорости с 0 до уставки (0,8 м/мин или 0,6 м/мин в зависимости от сечения) производится в автоматическом режиме, а набор скорости с уставки на рабочую скорость разливки производят в ручном режиме, предварительно выбрав режим медленного разгона машины (кнопка "Медленно" на РМР (OS1)). Рабочие скорости приведены в приложении "Г". Рабочую скорость разливки выбирает мастер разливки или старший разливщик. Допускается снижение рабочей скорости разливки до 0,8 м/мин (дальнейшее снижение до 0,6 м/мин не более 5 мин.) при задержке очередной плавки с УКП, при отсутствии наполнения промковша и т.п.
4.10 По ходу разливки необходимо контролировать зону полной кристаллизации сляба. Она не должна быть расположена далее 30 м. Контроль осуществляется при помощи систем 2-го уровня.
4.11 Минимальная скорость разливки – 0,8 м/мин (для толщины 300 мм – 0,6 м/мин). Допускается разливка со скоростью 0,6 м/мин не более 5 мин (кроме толщины 300 мм).
4.12 Увеличение и снижение скорости разливки осуществляют плавно (±"0,1" м/мин – за 10-15 сек).
Рисунок 4.9 – График набора скорости при запуске МНЛЗ.
4.13 Уровень металла в кристаллизаторе после запуска поднимают до рабочего (50-100 мм от верхней кромки медных плит) и убедившись в отсутствии на мениске металлических настылей, при достижении скорости разливки – 0,6 м/мин, включают систему автоматического регулирования уровня металла в кристаллизаторе.
4.14 При достижении скорости разливки 0,6 м/мин
а) включают подачу воздуха на охлаждение SEM;
б) подачу аргона (с давлением 3 бар):
- на экранирование – до получения обратного давления;
- на стакан-дозатор – не менее 2 л/мин (на каждый);
- в стопор – не менее 4 л/мин (на каждый);
в) включают программу защиты погружного стакана от эрозии, при этом заглубление стакана должно составлять 100-200 мм от уровня металла до верхней кромки выходных отверстий.
4.15 При достижении в промежуточном ковше уровня 20 - 25 т в район стопоров подают ТИС и при достижении в промежуточном ковше уровня заглубления погружной трубы – ТИС подают в приемную часть промежуточного ковша.
Заглубление защитной трубы должно составлять 200 мм. Рекомендуемый расход ТИС – Glutin ISO/BG:
1-я плавка: под стопора – по 100 кг, в приемную часть – 50 кг;
последующие: под стопора – по 20-30 кг, в приемную часть – 10-20 кг.
Мешок смеси добавляют после замера температуры или [H2]
4.16 После выхода машины на "уставку" уровень металла поднимают и в течении всего времени разливки поддерживают на уровне сливного носка, периодически проверяют состояние мениска металла в районе стопоров, образования шлаковой настыли на стопорах не допускают.
4.17 После отливки 5 м и 10 м после запуска МНЛЗ (10 м, 20 м – суммарно по ручьям) производят замер температуры в промежуточном ковше.
При превышении максимальной температуры на каждые 5˚С максимальную скорость разливки понижают на 10%. Замеры температуры производят после отливки из сталеразливочного ковша 45-50 т и после отливки 150 т стали.
Третий замер температуры при необходимости делают по указанию мастера разливки или старшего разливщика. При расхождении показаний замеров температуры до 5˚С и более делают повторный замер температуры.
4.18 При продвижении затравки и слитка в ручье, поочередно включаются зоны вторичного охлаждения – при достижении головной части слитка соответствующей зоны вторичного охлаждения.
4.19 Оператор ГПУ контролирует прохождение затравки и слитка в ручье на экране компьютера 1-го уровня АСУ ТП:
- приводные ролики сегментов сводятся при нахождении цепи затравки в сегменте с давлением фиксации затравки (200 бар);
- при приближении "головки" затравки приводные ролики сегментов поднимаются;
- после прохождения "головки" затравки – приводные ролики сводятся с давлением горячего ручья (кроме сегментов №1, 2, 3).
4.20 Оператор ГПУ контролирует оставшееся расстояние до отделения затравки, готовность отделительного ролика и подъемника затравки (после отливки 5 м по ручью подъемник автоматически опускается вниз).
4.21 В процессе разливки оператор ГПУ ведет технологический журнал разливки, контролирует исправность всех механизмов и систем МНЛЗ, правильность охлаждения кристаллизатора, режимов охлаждения в ЗВО и режимов обжатия, используя данные систем 1-го и 2-го уровня АСУ ТП.
Разница температур воды на входе и выходе из кристаллизатора не должна превышать 10˚С. Температура воды на входе в кристаллизатор не должна превышать 35˚С.
4.22 По ходу разливки продолжают подачу смеси в кристаллизатор небольшими порциями, равномерно рассыпая по поверхности мениска стали. Бурления в кристаллизаторе, оголения зеркала металла и покраснения большой площади покровного шлака не допускается.
4.23 В процессе разливки при необходимости (износ, разрушения, затягивания и др.) производят:
а) замену трубы в течении не более 3-5 мин в течении плавки, оптимальный вариант – замена трубы на переходах между плавками;
б) замену стакана при помощи механизма быстрой замены стаканов SEM. "Быструю замену стакана производят на скорости 0,8 м/мин (для толщины300 мм – 0,6 м/мин).
4.24 При затягивании стакана-дозатора промежуточного ковша и невозможности обеспечить требуемый массовый расход стали допускается производить замену стакана с "промыванием" стакана-дозатора кислородом. В этом случае замену стакана осуществляют на мерной длине слитка с учетом технологической обрези (200 мм до "пояса" и 500-600 мм после "пояса" в зависимости от времени "промывки").
За один метр до мерной начинают плавно снижать скорость с рабочей до 0,6 м/мин. При достижении мерной длины сляба закрывают стопор, снижают скорость разливки до 0,2 м/мин (кнопка "Медленный ход" на РМР (OS1)). Заменяют отработанный погружной стакан на специальную защитную плиту с отверстием и аккуратно "промывают" канал стакана-дозатора кислородом.
После промывки устанавливают в рабочее положение новый погружной стакан, открывают стопор и выводят пояс из кристаллизатора на скорости 0,4 м/мин, при этом обновив смесь в кристаллизаторе. Далее плавно разгоняют ручей до скорости 0,8 м/мин и отлив на этой скорости 2 мин., выводят ручей на рабочую скорость.
4.25 Необходимость и вариант замены погружного стакана определяет бригадир разливщиков или мастер разливки. Оператор ГПУ в технологическом журнале разливки отмечает длину слитка к моменту замены и тип установленного погружного стакана.
4.26 Отбор проб на химический анализ.
4.26.1 Для определения химического состава стали во время разливки отбор проб производить пневмовакуумным пробоотборником из-под мениска металла под углом не менее 90˚.
4.26.2 Проба отбирается в середине плавки (150 т в стальковше). При содержании [Mn] ≥ 0,8% или других легирующих элементов проба отбирается 3 раза после отливки 50, 150, и 250 т из стальковша (для первой плавки на промежуточном ковше пробы отбираются при уровне металла в стальковше – 220, 120 и 50 т).
4.26.3 Пробу извлекают из пробницы, охлаждают и маркируют номером плавки, порядковым номером и клеймом ОТК.
4.26.4 Проба должна быть плотной без трещин, шлаковых включений и плен.
4.26.5 Контролер ОТК проверяет своевременность отбора пробы, ее качество и маркировку. Проба отправляется в экспресс-лабораторию пневмопочтой.
4.27 Рекомендуется при разливке низкокремнистых марок сталей отбирать предварительную пробу при уровне металла в стальковше – 250 т, для контроля изменения содержания алюминия и кремния в стали.
При значительных отклонениях в предварительной пробе из кристаллизатора и в последней пробе УКП – по содержанию [Al] и [Si] – производится контроль состояния погружной части защитной трубы (поднимая консоль ППС), толщины слоя шлака в промежуточном ковше и подачи аргона на защитную трубу.
4.28 В случае износа, растрескивания погружной части защитной трубы, защитную трубу необходимо заменить.
4.29 При толщине слоя шлака в промежуточном ковше более 50 мм необходимо "скачать" шлак в шлаковню, переливая шлак через носок промежуточного ковша.
4.30 Не позднее чем за 10 мин до окончания разливки из сталеразливочного ковша на резервную позицию ППС устанавливают стальковш с очередной плавкой ("новый"). К шиберному затвору подсоединяется гидроцилиндр и шланг подачи воздуха для охлаждения шиберного затвора, ковш накрывается теплоизолирующей крышкой.
4.31 В момент появления шлака в струе шиберный затвор закрывают, снимают защитную трубу и разворотом ППС заменяют отработанный стальковш на "новый".
4.32 После промывки защитной трубы кислородом, ее подсоединяют на "новый" сталеразливочный ковш, после чего открывают шиберный затвор. В случае отсутствия потока стали из стальковша, сняв защитную трубу, прожигают канал шиберного затвора кислородом. Защитная труба должна быть установлена на стальковш через 3-5 мин после прожигания канала шиберного затвора.
4.33 Во время замены стальковшей уровень металла в промежуточном ковше не должен опускаться ниже 35 т.
4.34 С разлитого стальковша отсоединяют гидроцилиндр шиберного затвора и шланг охлаждения шибера, открывается крышка сталеразливочного ковша и ковш забирают краном.
4.35 В случае необходимости разливки серии плавок с посадом плавка на плавку различных марок стали без замены промежуточный ковш, необходимо вырезать переходной сляб, состоящий из двух зон:
- зоны проникновения – 2 м до открытия новой плавки;
- зоны смешивания – до 10 м после открытия новой плавки.
Последний сляб предыдущей плавки и первой (после переходного) "новой" плавки необходимо отрезать с припуском + 50 мм по длине, для отбора проб на химический анализ.
4.36 При уровне металла в стальковше - 200 т делают замер массовой доли водорода в стали при помощи прибора "Hydris".
4.37 Отделение затравки.
4.37.1 После отливки 5 м после запуска автоматически опускается подъемник затравки в предварительное положение, а после отливки 11 м. в положение ожидания.
4.37.2 После зацепления подъемниками цепи затравки подъемник автоматически начинает подниматься вверх вместе с цепью затравки. Необходимо постоянно контролировать натяжение цепи затравки.
4.37.3 После отливки 33,4 м происходит отделение затравки и поднимается отделительный ролик и затравка с ускорением поднимается вверх.
4.37.4 После подъема затравки она укладывается на тележку затравки.
4.37.5 Если не произошло зацепления подъемника и затравки, затравка отделяется, при этом ускорение затравке передается в ручном режиме управления рольгангом выходного участка, после чего затравку про помощи специального приспособления снимают краном с рольганга выходного участка. Для чего предварительно на кран утавливают специальное грузозахватное приспособление.
4.37.6 Если не произошло отделение затравки скорость разливки снижается до 0,2 м/мин и в ручном режиме поднимая отделительный ролик попытаться отделить затравку.
Если затравка не отделилась в ручном режиме, скорость разливки увеличивается до 0,8 м/мин и при достижении положения цепи затравки под прямым углом относительно головки затравки, снижается скорость разливки до 0,2 м/мин и в перпендикулярном положении цепи затравки относительно головки – цепь должна отделиться. Если после всех перечисленных способов затравка не отделилась – ручей "замораживается", согласно пункту 5.2.14.
4.37.7 Оператор МНЛЗ контролирует поднятие мерительного ролика, если не произошло автоматическое поднятие, произвести поднятие мерительного ролика в ручном режиме.
4.38 Порезка слябов на участке газовой резки.
4.38.1 В процессе разливки на участке газовой резки сляб разрезают на мерные длины согласно заказа.
4.38.2 Нарезку головной части сляба производят на участке газовой резки, оставляя перемычку не менее 100 мм.
4.38.3 Технологическая обрезь слябов, мм:
Головная обрезь – 800
Хвостовая обрезь – 1000
Перековшовка – 2000 до спая + 2000 после спая
Остановка машины:
до 10 сек – 200 до спая + 300 после спая
более 10 сек и промывка стакан-дозатора – 200 до спая + 500-600 после спая.
4.38.4 После порезки слябов на мерные длины сляб маркируется – при помощи маркировочной машины наносится на узкую грань сляба номер плавки и номер сляба.
4.39 После удаления заусенцев в гратоснимателе сляб передается на стол штабелера.
4.40 Перековшовка (замена промежуточного ковша).
Перед заменой промежуточного ковша сделать замер количества шлака, если больше 50 мм – скачать.
4.40.1 Количество плавок, разливаемых через один промежуточный ковш, определяется состоянием его футеровки, стопора и стакана-дозатора.
4.40.2 Рекомендуется производить смену промежуточного ковша на мерной длине сляба.
4.40.3 Снижение скорости производят плавно, через каждые 15 сек на 1 м/мин.
Зависимость скорости от уровня в промковше:
для сечений 250×1200-1800, 220×1200-1800:
30 т – 1 м/мин
24 т – 0,8 м/мин
18 т – 0,6 м/мин
12-14 т – 0,2 м/мин (закрытие стопоров);
для сечений 250×1000-1150, 220×1000-1150, 200×1000-1800:
28 т – 1 м/мин
22 т – 0,8 м/мин
18 т – 0,6 м/мин
12-14 т – 0,2 м/мин (закрытие стопоров)
для сечений 300×1000-1800:
30 т – 0,6 м/мин
24 т – 0,5 м/мин
18 т – 0,4 м/мин
16 т – 0,3 м/мин
14 т – 0,2 м/мин (закрытие стопоров)
4.40.4 Во время слива металла из промежуточного ковша необходимо развернуть "новый" стальковш в позицию "разливка", консоль ППС – оставить в максимально верхнем положении.
4.40.5 При достижении уровня металла в промежуточном ковше – 12-14 т, стопора закрывают, скорость разливки – 0,2 м/мин.
4.40.6 Промковш с остатком металла перемещают в резервное положение (положение разогрева) и одновременно промковш с другой позиции разогрева перемещается в положение разливки.
4.40.7 Через 70-80 сек после закрытия стопоров "ручьи" останавливают – Vр=0 м/мин. Уровень металла в кристаллизаторе около 350 мм от верхней кромки медных плит. Уставку скорости на РМР после остановки выставляют 0,4 м/мин.
4.40.8 После позиционирования тележки промежуточного ковша открывают шиберный затвор и начинают наполнять промежуточный ковш согласно п. 4.1, п. 4.2, п. 4.3, п. 4.13.
4.40.9 Во время перековшовки разливщик контролирует состояние мениска металла в кристаллизаторе под слоем ШОС. Не допускается образование затвердевшей корочки металла мениска в кристаллизаторе, во избежание прорыва металла по поясу.
4.40.10 При достижении уровня в промковше 5-10 т открывают стопора и наполняют кристаллизатор, не допуская заплесков. Время наполнения кристаллизатора 30 – 60 секунд, в зависимости от сечения и условий наполнения.
4.40.11 После наполнения кристаллизатора согласно п. 4.8 запускают ручей. После достижения скорости разливки 0,3 м/мин, нажать кнопку "Медленно", чтобы достичь уставки 0,4 м/мин.
4.40.12 Набор скорости после перековшовки:
а) для сечений 200×1000-1800, 220×1000-1800, 250×1000-1800:
0,4 м/мин – 1 мин
0,6 м/мин – 1 мин
0,8 м/мин – 2,5 мин
что соответствует разливке 3-х метров после перековшовки.
Далее выводят на рабочую скорость.
б) для сечений 300×1000-1800 мм:
0,4 м/мин – 1 мин
0,5 м/мин – 1 мин
0,6 м/мин – 3,5 мин.
Далее выводят на рабочую скорость.
4.40.13 Во время "перековшовки" оператор ГПУ по громкой связи информирует о текущей продолжительности "перековшовки" и времени прошедшем после запуска ручья.
4.40.14 Время перековшовки (от остановки до запуска ручья) не должно превышать:
для сечений: 200×1000-1800, 250×1000-1150, 220×1000-1150 – не более 4 мин;
для сечений: 250×1200-1800, 220×1200-1800 – не более 6 мин;
для сечений: 300×1000-1800 – 8 мин.
4.41 Во время разливки возможно изменять ширину кристаллизатора, выбрав "S"- режим в системе уровня 1. Изменение сечения производят при скорости разливки – 0,6-1,5 м/мин. Во время изменения ширины сечения не подают ШОС в кристаллизатор. Переходной сляб относят к плавке с меньшим сечением (если не изменилась марка стали).
4.42 Окончание разливки.
4.42.1 Окончание разливки – вывод на "концы", по одному из ручьев необходимо делать на мерной длине сляба.
4.42.2 Для получения качественной продукции рекомендуется выводить на "концы" один из ручьев до снижения уровня в промежуточном ковше менее 35 т.
4.42.3 Вторым выводимым на "концы" ручьем прекращают разливку при уровне металла в промежуточном ковше 12 – 14 т.
4.42.4 Порядок вывода ручья на "концы":
- за 2-3 м до мерной длины или до окончания разливки из промковша прекращают подачу смеси в кристаллизатор;
- за 1 м до мерной длины или до окончания разливки из промковша скорость снижают до 0,8 м/мин (для толщины 300 мм – 0,5 м/мин), управление стопорным механизмом перевести в ручной режим, совками удалить шлак из кристаллизатора;
- при достижении мерной длины сляба или уровня в промковше 10-15 т, закрывают стопор промковша, стакан-дозатор перекрывают "заглушкой" с помощью SEM, включают на РМР режим "Конец разливки" и скорость разливки делают 0,2 м/мин;
- не допускается попадание в кристаллизатор шлака из промковша, его необходимо полностью удалить из кристаллизатора;
- верхний слой металла в кристаллизаторе перемешивают загнутой трубкой до усадки слитка, после чего в кристаллизатор подают воду в таком количестве, чтобы происходило ее полное испарение;
- после полностью сформировавшейся корочки на головной части слитка, выводят из кристаллизатора слиток о скоростью до 0,6 м/мин и затем скорость разливки увеличивают до рабочей.
4.42.5 Отключение привода механизма качания кристаллизатора, выключение секций вторичного охлаждения производятся в автоматическом режиме.
4.42.6 После вывода ручьев на "концы" необходимо сообщить на оборотный цикл об окончании разливки.
4.42.7 В режим "Техобслуживание" переводится ручей МНЛЗ не ранее выдачи последнего сляба соответствующего ручья на стол штабелера. В случае необходимости форсирования условий переподготовки, допускается выбор режима "Ввод" после выхода "хвоста" сляба из 4-го сегмента.
4.42.8 После выдачи последнего сляба на выходной участок, закрываются задвижки подачи аварийного охлаждения кристаллизатора, ЗВО и закрытого контура машины.
4.43 Транспортировка и охлаждение слябов.
4.43.1 Со стола штабелера краном из участка разливки в участок отделки перевозят стопами по 1-3 сляба (в зависимости от веса).
4.43.2 На участке отделки слябы укладывают поплавочно в штабели высотой не более 2-кратной ширины сляба (но не более 3 м).
4.43.3 Расстояние между штабелями должно быть не менее 1 м и расстояние от штабеля до ближайшего железнодорожного пути должно быть не менее 2 м.
4.43.4 Охлаждение слябов перед обработкой производят в штабеле не менее 36 часов, для сталей [C] ≥ 20 – не менее 72 часов, в термосах или между горячих штабелей, накрывают сверху горячим слябом другой марки стали.
5 Аварийные ситуации.
5.1 Аварийные сигналы "Mold Expert" и подвисание.
5.1.1 В случае выдачи аварийного сигнала системой раннего обнаружения подвисания – "Mold Expert" необходимо снизить скорость разливки до 0,2 м/мин до стабилизации системы "Mold Expert". После стабилизации – вывести ручей на рабочую скорость разливки.
5.1.2 Если в течении 20 секунд при разливке со скоростью 0,2 м/мин ситуация в "Mold Expert" не стабилизируется – остановить ручей на 5-10 секунд. Затем плавно вывести ручей на рабочую скорость разливки.
5.1.3 При визуальном обнаружении подвисания (опустив уровень металла на 50-70 мм) немедленно остановить ручей на 10-30 секунд. Далее, вывев пояс из кристаллизатора на скорости 0,6 м/мин (в течение 1,5 мин), и увеличить скорость разливки до рабочей.
5.1.4 На запуске МНЛЗ первые 2 метра при получении аварийного сигнала "Mold Expert" опустить уровень металла в кристаллизаторе на 50-70 мм – визуально проверить на наличие подвисания, в случае обнаружения подвисания действовать согласно п.5.1.3.
5.2 Эксплуатационные неисправности
5.2.1 Простой ручья
- При простое ручья подачу охлаждающей воды необходимо сократить до минимума.
- При внезапной остановке, если не получаестя запустить ручей в течении двух минут, дальнейшая разливка запрещается (опасность прорыва).
- Максимально допустимое время простоя ручья (при плавном снижении скоростей перед остановкой):
для сечений 200×1000-1800, 220×1000-1150, 250×1000-1150 мм – 4 мин.
для сечений 220×1200-1800, 250×1200-1800, 300×1150 – 6 мин
для сечений 300×1200-1800 – 8 мин.
5.2.2. Не открывается шиберный затвор ковша
Проверить наличие сигналов концевого выключателя “промковш в позиции разливки“, при отсутствии, наладить сигнал.
Проверить наличие сигналов концевого выключателя “стальковш в позиции разливки“, при отсутствии, наладить сигнал.
Проверить плотность шланговых креплений и подсоединение гидроцилиндра.
Проверить исправность пульта управления гидроцилиндром.
Проверить открыты ли клапаны гидроконтроллеров шиберного затвора.
Если шиберный затвор открыть не удается, ковш необходимо повернуть и снять с ППС.
5.2.3. Шиберный затвор ковша открыт, но сталь не идет
Закрыть и снова открыть шиберный затвор. Если сталь не пошла, отверстие шиберного затвора необходимо прожечь кислородной фурмой. Обязательно необходимо убедиться, что шиберный затвор ковша ОТКРЫТ при прожиге кислородом.
5.2.4 Шиберный затвор ковша не герметичен (сталь просачивается через плиты затвора)
Шиберный затвор необходимо немедленно закрыть, а ковш развернуть к аварийному ковшу.
В случае аварийной эксплуатации при сбое электропитания шиберный затвор закрывается автоматически.
После поворота ковша к аварийному ковшу, его содержимое необходимо перелить в аварийный ковш, чтобы избежать повреждений персонала и оборудования МНЛЗ.
5.2.5. Некрытие шиберного затвора
Увеличить скорость разливки до максимально допустимой.
При сильном истечении стали из шиберного затвора ковша, когда продолжать разливку невозможно, из-за перелива шлаковни и аварийного желоба - ковш необходимо развернуть к аварийному ковшу. При повороте персонал должен соблюдать безопасную дистанцию.
5.2.6. Задержка подачи ковша
Из-за задержек при обработке ковшей, при транспортировке, при обработке плавок на УКП и т.п. ковши могут прибыть на МНЛЗ с опозданием. В таком случае необходимо снизить скорость разливки до уровня ожидаемой задержки. Минимальная допустимая скорость разливки 0.8 м/мин (0,6 м/мин для толщины 300 мм ). Снижение скорости до 0.6 м/мин допустимо максимум на 5 минут.
Если этого снижения скорости не достаточно для того, чтобы обеспечить последовательную разливку, скорость необходимо увеличить опять до нормального уровня, а разливку следующей плавки отменить.
Следует помнить, что снижение скорости разливки должно быть крайней мерой для достижения связи между следующим ковшом и не должно отражаться на снижении качества сляба (поверхность и размеры), а также большей нагрузки на направляющую ручья. Поэтому, необходимо принять все меры для того, чтобы сохранить необходимый цикл разливки.
5.2.7 Прогар стальковша
В случае прогара ковша разливщики обязаны незамедлительно покинуть опасную зону.
Ковш необходимо повернуть с площадки ковшевого, необходимо следить, чтобы никого не было в зоне поворота. При повороте ковша, шиберный затвор ковша должен быть закрыт. Если необходимо поворотный стенд ковша также может быть убран при помощи аварийного гидравлического разворота.
После разворота ковша разливщики могут вернуться на свои рабочие места и закончить разливку в обычном режиме.
Если из-за высокой температуры на разливочной площадке, настылей стали и т.п. вывод ручьев «на концы» невозможен, или слишком долгий простой ручей необходимо захоладить согласно пункту 5.1.14.
5.2.8 Некрытие стопора промковша
Необходимо немедленно закрыть шиберный затвор ковша. Увеличив ненадолго скорость разливки. Приработать стопор.
Если это помогло, можно продолжать разливку при нормальной скорости разливки, а датчик уровня кристаллизатора можно опять переключить в автоматический режим.
Если не помогло, для того, чтобы избежать перелива, попытаться закрыть стопор аварийным закрытием или при помощи кнопки «Закрыть» на пульте управления гидроцилиндром стопорного механизма. При неизбежности перелива - необходимо немедленно закрыть стакан-дозатор аварийной плитой устройства замены погружного стакана и вести ручей «на концы».
5.2.9 Повреждение или растрескивание погружного стакана.
Если возможно, заменить немедленно стакан, снизив скорость разливки до 0,8 м/мин. Если замена невозможна, вставить аварийную плиту в устройство замены погружного стакана и вывести ручей «на концы».
5.2.10 Проход стали между плитой стакан-дозатора и погружным стаканом
Немедленно закрыть стакан-дозатор аварийной плитой устройства замены погружного стакана и вести ручей «на концы». Если это не помогло, необходимо переместить промковш в резервное положение над аварийными емкостями.
5.2.11. Перелив
В случае перелива, если удалось прекратить подачу металла в кристаллизатор, необходимо опустить уровень жидкого металла при скорости разливки 0,2 м/мин, чтобы обеспечить возможность подрезать образовашийся "гриб". Обрезав настыли металла, продолжить разливку, если время простоя ручья не превысило максимальнодопустимое (п. 5.2.1).
Если не получается прекратить подачу металла в кристаллизатор – "заглушить" стакан-дозатор защитной плитой и вывести ручей "на концы".
Если не предоставляется возможным "заглушить" стакан-дозатор защитной плитой, необходимо переместить промковш в положение над аварийными ёмкостями.
5.2.12 Прогар промковша
В случае прогара промковша разливщики должны немедленно покинуть опасную зону.
Шиберный затвор и стопор промковша должны быть немедленно закрыты, а вытяжные приводы остановлены (аварийная остановка). По возможности, промковш необходимо передвинуть в резервное положение (не поднимая). Тележка промковша может быть перемещена в резервную позицию при помощи аварийного гидравлического перемещения тележки промковша.
Как только промковш будет установлен в безопасное положение, разливщики могут вернуться к кристаллизаторам.
Перелитую в аварийную ёмкость сталь необходимо покрыть ТИС и стальными листами для того, чтобы защитить тележку промковша. Настыль на разливочной площадке нужно остудить водой и в последствии удалить.
5.2.13 Прорыв
При прорыве необходимо закрыть промковш стопор. Сократить на 2 минуты скорость разливки до 0.8 м/мин. Привод механизма качания включен. Форсуночное охлаждение в этот период на минимуме. Увеличить скорость разливки через 2 минуты, возобновить интенсивность подачи воды форсуночного охлаждения (как до прорыва). Сразу же после прорыва необходимо проверить остановился ли слиток или все еще движется. Если слиток не движется, тянущие привода необходимо немедленно остановить
Если вытяжное усилие превышает обычное значение на 50 % (вытяжное усилие до прорыва) из-за образования настыли, необходимо остановить привода и захоладить ручей.
5.2.14 Охлаждение ручья
В случае, если слиток уже невозможно вывести из ручья(механические или электрические неполадки, из-за перелива или прорыва, слишком долгий простой и т.п.), его необходимо захоладить на установке.
Охлаждение осуществляется максимальным объемом воды форсуночного охлаждения (в зависимости от соответствующей марки стали). Время охлаждения рассчитается по нижеприведенной схеме:
Толщина сляба [ мм ] | 200 | 220 | 250 300 |
Время затвердевания [ минуты ] | 17 | 21 | 26 35 |
Время охлаждения [ минуты ] | 27 | 31 | 36 45 |
Во время охлаждения кристаллизатор, при необходимости, можно снять.
После охлаждения управление ручья необходимо переключить в режим „Техобслуживание“.
Аварийная порезка происходит в зоне между сегментами № 7 и № 8. После этого горизонтальные секции и сегмент № 8 открываются на максимальный зазор.
Приводные ролик правильных и горизонтальных секций остаются на слябе. Приводные ролики радиальных секций и сегмента №8 необходимо отключить с локального пульта управления. Перед началом вывода слитка необходимо провести визуальный осмотр: убедиться, что сляб в секциях свободен (например, настыли не мешают движению ручья).
Горизонтальная часть ручья может быть выведена приводными роликами по рольгангам. Приводные ролики необходимо поднять перед «хвостом» ручья. Порезать ручей на столе газорезки на соответствующие длины.
Остающаяся кривая часть ручья будет маркирована по нижеприведенной схеме:
- 1-я метка прямо между сегментом № 6 и сегментом № 7 для обозначения правящейся части сляба.
- 2-я метка прямо между сегментом № 3 и № 4 для 3-го пореза.
После визуального осмотра (образование настылей, перелив) дуговые секции (1 и 6) нужно открыть начиная с секции 6. Приводные и регулируемые ролики нужно прижать к холожному ручью (давление холодного ручья для секции 1 и 6).
После этого можно разрезать ручей между зоной изгиба и сегментом №1
После этого нужно выполнить удаление зоны изгиба вместе со слябом, предварительно приварив к слябу стопорные узлы (пластины, уголок и т.п.), для предотвращения выпадения сляба.
Остаток холодного слитка нужно вытолкать приводными ролики вверх приблизительно на 1 м, сделать зарезы с левой и правой стороны для крепления подвески крана.
Кран должен зафиксировать сляб, когда приводные ролики проталкивают сляб вверх до порезочной маркировки (Крайне необходим визуальный контроль зазора между ручьем и механизмом качания).
Когда порезочная маркировка будет выведена из ручья, разрезают слиток.
Для защиты приводных роликов, их необходимо открыть перед прохождением метки, обозначающей правящуюйся часть. Когда последнюю часть слитка зафиксирована краном, остающиеся приводные ролики нужно открыть, и тогда можно поднять конец слитка из ручья.
5.3 Неполадки оборудования
5.3.1 В случае необходимости ППС может быть развернут при помощи аварийного гидравлического разворота; тележка промковша может быть перемещена в резервную позицию при помощи аварийного гидравлического перемещения тележки промковша.
5.3.2 Если работа системы манипулятора крышки стальковша в автоматическом режиме невозможна. Доступно ручное локальное управление с пульта LC 110. Определять положение крышки необходимо визуально. Управление манипуляторами возможно непосредственно с пульта LC 110 с помощью возвратных переключателей «манипулятор вверх/вниз» и «манипулятор – исходное положение/положение стальковша». При удерживании соответствующего переключателя будет происходить движение манипулятора. Подъём манипулятора ограничен концевым выключателем, поэтому при достижении манипулятором верхнего положения, его движение будет остановлено. Поворот манипулятора ограничен концевым выключателем. Однако, возможно столкновение крышки стальковша с колонной манипулятора вследствие движения по инерции. Поэтому при приближении крышки стальковша к колонне манипулятора ближе, чем на 0.5м следует обеспечивать движение толчками до достижения крышкой необходимого положения.
5.3.2 Оборудование механизма качания кристаллизатора
Необходимо немедленно снизить скорость до 0,2 м/мин. Если в течении 2-х минут работа механизма качания не возобновится. Остановить ручей и если в течении 2-х минут после остановки работа механизма качания не возобновится – вывести ручей «на концы».
5.3.3 Система охлаждения кристаллизатора
При нормальном расходе воды разница температур между входом и выходом кристаллизатора должна быть 4 – 8 °C. Если при нормальном расходе воды разница температур превышает 12°C разливку необходимо прекротить.
В случае выхода из строя системы охлаждения кристаллизатора (например, сбой электропитания, поломка насоса) включается звуковое и визуальное оповещение.
Нужно немедленно закрыть стопора и шиберный затвор. Автоматически срабатывает аварийное охлаждение. На максимально допустимой скорости разливки необходимо опустить металл в кристаллизаторе до уровня ≈ 700 мм от верхней кромки медных плит, остановить ручей, захолодить хвост ручья в течении 2-3 минут и вывести ручей из кристаллизатора плавно увеличивая скорость до рабочей.
Если аварийное охлаждение не сработало необходимо на максимальной скорости вывести сляб из кристаллизатора.
5.3.4 Система форсуночного охлаждения
В случае выхода из строя системы форсуночного охлаждения (сбой электропитания, поломка насоса) включается сигнал оповещения. Аварийное охлаждение включается автоматически. Необходимо проверить работу насосов подачи воды на ЗВО, связаться с оборотным циклом и попытаться возобновить подачу воды на ЗВО. Если ситуация стабилизировалась – отключить аварийное охлаждение ЗВО в системе Уровня 1. Если подача воды на ЗВО не возобновляется необходимо вывести ручьи «на концы».
В случае выхода из строя системы форсуночного охлаждения (сбой электропитания, поломка насоса) включается сигнал оповещения. Аварийное охлаждение включается автоматически. Необходимо проверить работу насосов подачи воды на ЗВО, связаться с оборотным циклом и попытаться возобновить подачу воды на ЗВО. Если ситуация стабилизировалась – отключить аварийное охлаждение ЗВО в системе Уровня 1. Если подача воды на ЗВО не возобновляется необходимо вывести ручьи «на концы».
5.3.5 Система охлаждения машины – Закрытый контур (Охлаждение осей и подшипников)
В случае выхода из строя системы охлаждения осей и подшипников (например, сбой электропитания, поломка насоса) включается звуковое и визуальное оповещение. Аварийное охлаждение включается автоматически. Необходимо проверить работу насосов подачи воды на закрытый контур, связаться с оборотным циклом и попытаться возобновить подачу воды на закрытый контур. Если ситуация стабилизировалась – отключить аварийное охлаждение на закрытый контур в системе Уровня 1. Если подача воды на закрытый контур не возобновляется необходимо вывести ручьи «на концы».
5.3.6 Система пароотсоса
В случае полного выхода из строя системы пароотсоса необходимо закрыть шиберный затвор стальковша и продолжать разливку до минимального уровня металла в промковше и затем вывести ручьи «на концы».
5.3.7 Приборный воздух
В случае выхода из строя системы подачи приборного воздуха необходимо немедленно вывести ручьи «на концы». Когда система подачи приборного воздуха выходит из строя все клапаны управления зоны вторичного охлаждения открываются автоматически. Одновременно автоматически открываются клапаны аварийного охлаждения в кристаллизаторе, системе охлаждения осей и подшипников.
5.3.8 МГР
При отключении подачи кислорода или при неисправности МГР, необходимо продолжать разливку до тех пор, пока слябы не заполнят весь рольганг выходного участка и горизонтальные сегменты.
Пример расчета определения необходимой продолжительности разливки при неработающей МГР:
- учитываем что длина выходного участка составляет 37 роликов –
37 ∙ 1,5 = 55,5; принимаем 55 метров;
- учитываем что длина криволинейной части ручья – 20,20 м;
принимаем – 20 метров;
- далее учитываем длину сляба находящегося к моменту отказа МГР на
выходном участке – Х метров.
- из длины выходного участка вычитаем длину криволинейной части
ручья и длину сляба находящегося к моменту отказа МГР на выходном
участке: 55 – 20 – Хметров. Предположим Х = 16 роликам:
55 – 20 – 16 ∙ 1,5 = 11 метров.
- получается разливку на МНЛЗ необходимо прекратить после отливки
11 метров по каждому ручью, или в тоннаже – 22 м. умноженные на
массу погонного метра сляба.
Учитывая результат расчета и остаток металла в стальковше мастер разливки определяет время закрытия шибера стальковша и стопоров промковша.
Приложение А. Техническая характеристика МНЛЗ.
Тип | Слябовая, криволинейная |
Количество ручьёв | 2 |
Радиус радиальной части | 10 м |
Металлургическая длинна | 32 м |
Уровень разливочной площадки | + 13,635 м |
Ёмкость стальковша | 300 т |
Ёмкость промковша | 60 т |
Ввод затравки | Сверху |
Кристаллизатор | Прямолинейный, длинна медных плит 900мм |
Сегменты ручья | |
Загибочная секция («Бендер») | 1 |
Радиальных сегментов | 6 |
Выпрямительных | 2 |
Горизонтальных сегментов | 5 |
Системы автоматизации | Level 1&2; Lubri Con; Hydrauli Con; Dyna Flex; Dyna Width; Lev Con; Mold Expert; Drive Con; Dyna Gap; DYNACS; Yield Expert; VAI-Q Slab |
Скорости разливки | 0,6 - 1,9 м/мин |
Размеры отливаемых слябов | |
Толщина | 200 – 300 мм |
Ширина | 1000 – 1800 мм |
Длинна | 3200 – 12000 мм |
Проектная мощность | 2,5 млн. т/год |