Разливка и кристаллизация стали и сплавов: учебное пособие
Д.В. Валуев
Томск ЮТИ, 2010 г.
ЛИТЕЙНЫЕ СВОЙСТВА ЧУГУНА И СТАЛИ
К числу важнейших литейных свойств сплавов относятся: жидкотекучесть, величина усадки и расширения, а также склонность их к образованию внутренних напряжений и трещин в отливках.
Жидкотекучестъ. Под жидкотекучестью чугуна и стали понимают способность металла заполнять форму и точно воспроизводить ее конфигурацию. Жидкотекучесть расплава зависит от ряда факторов, характеризующих металл, форму и условия ее заливки.
Наиболее распространенной пробой для определения жидкоте-кучести чугуна и стали является спираль Кэри (рис. 3.11. а);пробу Нехендзи-Самарина (рис. 3.11. б)также широко применяют для изучения свойств стали.
Температура заливки оказывает решающее влияние на жидкотекучесть: с ее повышением она всегда увеличивается.
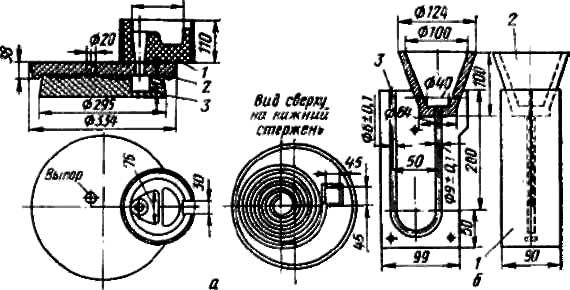
Рис. 3.11. Пробы для определения жидкотекучести: а - спираль Кэри: 1 —литниковая чаша; 2 - верхняя полуформа; 3 - нижняя полуформа; 6 — проба Нехендзи— Самарина: 1 - полуформа; 2 - литниковая чаша; 3 - проба
В среднем можно принять, что длина спирали сечением 50 мм возрастает на 4 см на каждые 10°С подъема температуры заливки.
Исследованиями установлено, что истинная жидкотекучесть сплава (при постоянном перегреве над линией ликвидус) уменьшается с увеличением интервала затвердевания. В связи с этим низкоуглеродистый чугун (около 2% С) характеризуется минимальной истинной жидкотекучестью, а эвтектический - максимальной. Тем более велика практическая жидкотекучесть эвтектического чугуна (жидкотекучесть при постоянной температуре заливки), так как с приближением к эвтектическому составу температура линии ликвидус снижается. Поэтому углерод, кремний и фосфор повышают практическую жидкотекучесть в доэвтектическом чугуне и понижают ее в заэвтектическом. Максимальная жидкотекучесть получается при эвтектическом составе. Сера и марганец в отдельности слабо влияют на жидкотекучесть, но при наличии их в значительных количествах образующийся сульфид марганца сильно ее понижает.
Было установлено, что в жидкой стали высокое содержание марганца увеличивает жидкотекучесть. Кремний при содержании до 1% снижает жидкотекучесть стали. При увеличении его количества более 1% последняя возрастает. Алюминий резко снижает жидкотекучесть. Сера снижает жидкотекучесть, а фосфор повышает. Присутствие хрома до 1% снижает жидкотекучесть, 1-5 % не влияет на нее, а, начиная с 5%, повышает ее. Никель в количествах до 0,5 % снижает жидкотекучесть, а свыше этой величины не влияет на нее. Медь повышает жидкотекучесть стали.
Высокой жидкотекучести соответствует длина спирали для чугуна, составляющая примерно 1200-1500 мм, для стали 600-800 мм, при использовании V-образной пробы высота заполненной восходящей ветви не менее 150мм.
Сера снижает жидкотекучесть, а фосфор повышает. Присутствие хрома до 1% снижает жидкотекучесть, 1-5 % не влияет на нее, а, начиная с 5%, повышает ее. Никель в количествах до 0,5 % снижает жидкотекучесть, а свыше этой величины не влияет на нее. Медь повышает жидкотекучесть стали.
Высокой жидкотекучести соответствует длина спирали для чугуна, составляющая примерно 1200-1500 мм, для стали 600-800 мм, при использовании V-образной пробы высота заполненной восходящей ветви не менее 150мм.
Усадка. Под усадкой понимают свойство сплавов уменьшать свой объем при затвердевании и охлаждении. Соответственно уменьшение линейных размеров отливки по сравнению с размерами формы называется линейной усадкой.
Объемные превращения стали в твердом состоянии проходят в три этапа: усадка до перлитного превращения ( -£дп), протекающая
от конца затвердевания до эвтектоидного превращения, расширение в интервале эвтектоидного превращения (—ε >а) и усадка (εππ) после перлитного превращения, протекающая от конца эвтектоидного превращения до полного охлаждения отливки.
Однако в реальных условиях изготовления отливок наблюдается торможение усадки выступающими частями формы и стержнями. Такую усадку называют литейной и определяют в процентах по отношению к первоначальным линейным размерам полости формы. Значения ее колеблются в больших пределах (табл. 3.7).
Таблица 3.7
Значения усадки сталей и чугунов
Наименование сплава | Усадка, % | |
свободная полная | литейная | |
Сталь: |
|
|
низкоуглеродистая и низколегированная | 2,0-2,4 | 1,8-2,0 |
высокомарганцевая | 2,8-3,0 | 2,2-2,5 |
Чугун: серый | 0,9-1,3 | 0,5-1,0 |
белый | 1,6-2,3 | 1,5-1,8 |
высокопрочный | 0,7-1,2 | 0,6-1,0 |
При охлаждении залитого в форму металла объем его изменяется. Серый чугун кристаллизуется с увеличением объема, а сталь, белый чугун, чистое железо кристаллизуются с уменьшением объема. За весь период охлаждения залитого в форму металла объем его уменьшится.
Это уменьшение объема называется объемной усадкой, которая примерно равна утроенной линейной усадке.