Основы теории прокатки
Куприн М.И., Куприна М.С.
Металлургия, 1978 г.
Глaва V СУЩНОСТЬ ПРОЦЕССА ПРОКАТКИ
19. ОЧАГ ДЕФОРМАЦИИ И ЕГО ПАРАМЕТРЫ
Имеются три основных вида прокатки: продольная, поперечная и винтовая. Наибольшее распространение получила продольная прокатка, которой получают листы, полосы, ленты и сортовой металл разнообразной формы поперечного сечения (круглой, квадратной, шестигранной, фасонной и др.).
При продольной прокатке металл обжимается между двумя валками, вращающимися в разных направлениях. Валки устанавливают один над другим с некоторым зазором, а полоса, втягиваемая в этот зазор силами трения, перемещается перпендикулярно плоскости, проходящей через оси валков.
Как правило, валки станов продольной прокатки имеют среднюю утолщенную рабочую часть — бочку, соприкасающуюся с прокатываемым металлом. По обе стороны бочки расположены шейки валка, которыми он опирается на подшипники. Концевые части валка (трефы) используются для соединения со шпинделем, передающим вращение валкам. Бочка валка может быть правильным цилиндром или иметь на своей поверхности кольцевые выточки-ручьи. Форма поперечного сечения полосы, входящей в валки, так же как и на выходе из валков, может быть весьма разнообразной. В отдельных случаях могут различаться диаметры и окружные скорости работающей пары валков.
При анализе основных вопросов теории обычно рассматривают простейший случай прокатки прямоугольной полосы в валках с гладкой цилиндрической бочкой, причем диаметры и окружные скорости валков принимаются одинаковыми.
Стадии процесса прокатки
В процессе прокатки одной полосы можно выделить следующие характерные стадии:
1. Захват полосы валками, являющийся началом процесса прокатки.
2. Постепенное заполнение межвалкового пространства металлом. На этой стадии изменяются параметры очага деформации, характер напряженного состояния и деформации, изменяется и схема силового взаимодействия валков с прокатываемой полосой.
3. Образование переднего жесткого конца. Межвалковое пространство в пределах очага деформации ,к началу этой стадии полностью заполнено обрабатываемым металлом, геометрические параметры очага деформации стабилизировались, но выходящий из валков передний конец полосы еще мал, недостаточно прочен. Воздействие его на очаг деформации постепенно возрастает, характер напряжений и деформаций продолжает изменяться.
4. Установившийся процесс. Наступает с момента, когда в передней части выходящего из валков конца полосы прекращаются пластические деформации. Для этой стадии характерна стабильность всех параметров процесса прокатки.
5. Прокатка в условиях потери устойчивости заднего конца наступает при появлении пластических деформаций в приближающемся к валкам заднем конце полосы, когда длина заднего конца становится весьма малой, а прочность недостаточной для противодействия усилиям со стороны очага деформации. Эта стадия характеризуется постепенно ослабевающим влиянием заднего конца на очаг деформации и меняющимися условиями напряженного состояния и формоизменения.
6. Выход заднего конца из очага деформации. Так же, как и при заполнении межвалкового пространства, на этой стадии меняются геометрические параметры очага деформации, характер напряжений и деформаций и силовые взаимодействия валков и полосы.
21. ГИПОТЕЗЫ О ПЕРЕМЕЩЕНИИ ЧАСТИЦ МЕТАЛЛА В ОЧАГЕ ДЕФОРМАЦИИ
Правильное представление. о характере движения металла в очаге деформации очень важно. Оно принимается за основу при выводе зависимостей между основными «параметрами прокатки, при анализе силовых, скоростных и энергетических условий прокатки.
Известны три точки зрения на характер перемещения частиц металла в очаге деформации. Согласно одной из них — теории прилипания, проскальзывания металла по поверхности валков при установившемся процессе прокатки не происходит. Считают, что если сил трения достаточно для втягивания поверхностных частиц в очаг деформации, то их должно быть достаточно и для того, чтобы препятствовать проскальзыванию металла по контактной поверхности.
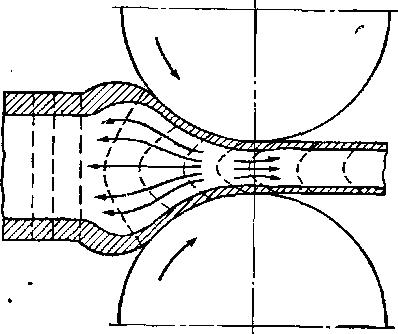
Рис. 43. Схема перемещения частиц металла в очаге деформации в соответствии с гипотезой прилипания
Отсутствие проскальзывания (перемещения) частиц прокатываемого металла по поверхности валков возможно лишь в том случае, если соприкасающиеся с валками поверхностные слон полосы не удлиняются, а при отсутствии уширения вообще не деформируются. Таким образом, представляется следующая картина движения металла в очаге деформации (рис. 43): в контактной зоне обжимаются лишь внутренние слон металла, избыток их длины вытесняется во внешние зоны очага деформации, где эти слои давят на недеформирующиеся участки концов полосы и одновременно вытягивают поверхностные слои, уменьшая их толщину. На рис. 43 стрелками показано предполагаемое теорией прилипания движение частиц металла в очаге деформации, а заштрихованные участки характеризуют изменение толщины поверхностных слоев полосы. Описанный механизм деформации предполагает наличие в очаге деформации продольных смещений между слоями прокатываемого металла, находящимися на разном удалении от контактной поверхности.
Сторонники теории прилипания приводят в подтверждение ее правильности следующие аргументы: четкость отпечатка рельефа поверхности валков на поверхности прокатанной полосы, чего не должно быть при наличии проскальзывания; искривление прямых до прокатки вертикальных линий, наблюдаемое в опытах и схематично изображенных на рис. 43 пунктирными линиями; образование небольших утолщений полосы перед входом в валки и на выходе ее из валков, заметное иногда на иедокатах.
Теория прилипания не получила широкого распространения, так как с се помощью нельзя удовлетворительно объяснить некоторые явления, наблюдающиеся- при прокатке, в частности существенное влияние смазки на процесс холодной прокатки тонких полос.
Вторая теория, детально разработанная И. М. Павловым, исходит из гипотезы плоских сечений, согласно которой вертикальные плоские сечения полосы до прокатки должны сохраняться плоскими в процессе прокатки и после прокатки. В соответствии с этим должно отсутствовать взаимное продольное смещение горизонтальных слоев металла в очаге деформации, а скорости всех частиц металла в любом одном вертикальном сечении прокатываемой полосы должны быть одинаковы.
Обоснование такой схемы перемещения металла сводится к следующему: на переднем и заднем концах прокатываемой полосы, на некотором удалении от очага деформации всегда можно найти такие вертикальные сечения, еще не вступившие в деформацию, в которых горизонтальные скорости всех точек одинаковы; если от этого сечения в сторону очага деформации отложить достаточно тонкий вертикальный слой металла, то можно прийти к выводу, что скорости перемещения частиц в этом слое не должны отличаться от скорости движения сечения, так как этому препятствует само сечение, кроме того, частицы слоя не должны отрываться от примыкающего к ним сечения в силу сохранения сплошности металла.
Рассуждая аналогично, мысленно наращивая слой за слоем, приходим к выводу, что во всех вертикальных сечениях очага деформации, скорости всех точек полосы одинаковы, т. е. вытяжки всех расположенных по высоте слоев металла равны. Этот вывод не совместим с теорией преимущественного выдавливания средних слоев из контактной зоны деформации.
Распределение горизонтальных скоростей металла в очаге деформации можно получить, исходя из принципа постоянства секундных объемов, который формулируется следующим образом: при прокатке через любое вертикальное сечение очага деформации в течение секунды проходят равные объемы металла.