Непрерывная разливка стали. Часть первая. Конструкция и оборудование МНЛЗ

Столяров A.M., Селиванов В.Н.
Магнитогорск: ГОУ ВПО «МГТУ», 2007 г.
ГЛАВА 2. КОНСТРУКЦИЯ И РАЗМЕЩЕНИЕ ПРОМЫШЛЕННЫХ МНЛЗ
В настоящее время на промышленных предприятиях эксплуатируются различные по конструкции и производительности МНЛЗ, на которых отливаются непрерывнолитые заготовки разных типоразмеров из стали широкого сортамента. МНЛЗ в отделении непрерывной разливки стали (ОНРС) размещаются в соответствии с определёнными принципами компоновки.
2.1. Классификация МНЛЗ
Все промышленные МНЛЗ классифицируются по следующим признакам.
По типу отпиваемой заготовкиони подразделяются на:
-слябовые;
-блюмовые;
-сортовые.
На слябовых машинах отливаются заготовки, имеющие в поперечном сечении форму прямоугольника с отношением большей стороны (ширины) к меньшей стороне (толщине) больше двух. Эти заготовки предназначены для производства из них листового металлопроката. На блюмовых и сортовых МНЛЗ отливаются заготовки, которые в своём поперечном сечении представляют собой круг, квадрат или прямоугольник с отношением ширины к толщине меньше двух. При размере стороны заготовки более 200 мм они называются блюмовыми, а при меньшем размере - сортовыми. Из таких заготовок производится сортовой прокат: уголок, швеллер, круг, квадрат и другие виды.
По количеству ручьёвМНЛЗ бывают одно- и многоручьевыми. Количеству ручьёв машины строго соответствует количество использующихся кристаллизаторов. Чем в большее количество кристаллизаторов разливается сталь из сталеразливочного и промежуточного ковшей, тем выше производительность МНЛЗ, но сложнее и дороже оборудование. Слябовые машины чаще всего бывают двух...четырёхручьевыми, блюмовые - четырёх-ручьевыми, а сортовые имеют от четырёх до восьми ручьёв.
Одним из основных классификационных признаков МНЛЗ является расположение их технологической оси. По этому признаку все машины делятся на следующие типы:
-вертикальные;
-вертикальные с изгибом;
-радиальные;
-радиальные с вертикальным кристаллизатором;
-криволинейные;
-криволинейные с вертикальным кристаллизатором;
-горизонтальные.
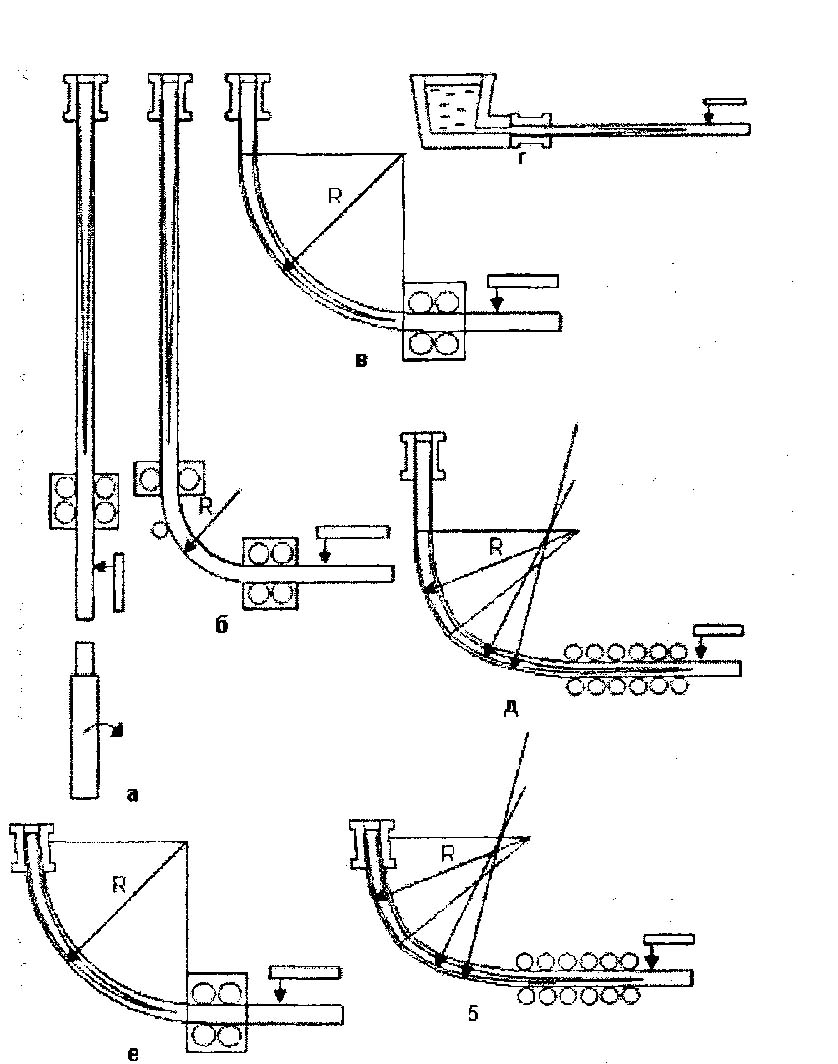
Рис. 2.1. Схемы технологических осей различных МНЛЗ:
а - вертикальная;
б - вертикальная с изгибом;
в - радиальная с вертикальным кристаллизатором;
г - горизонтальная;
д - криволинейная с вертикальным кристаллизатором;
е - радиальная;
ж – криволинейная
Схема технологических осей различных типов МНЛЗ приведена на рис. 2.1.
На позиции "а" этого рисунка показана схема технологической оси вертикальной МНЛЗ. Такие машины применялись на первом этапе промышленного освоения непрерывной разливки стали . На них можно разливать сталь любого сортамента, включая высококачественный, средне- и высоколегированный металл. При разливке на вертикальных машинах имеются благоприятные условия для получения непрерывнолитой заготовки высокого качества; с симметричным кристаллическим строением, низким содержанием неметаллических включений и растворённых газов, отсутствием дефектов макроструктуры и на поверхности. Конструкции прямолинейного кристаллизатора и зоны вторичного охлаждения являются достаточно простыми и недорогими. Всё это связано с вертикальным расположением отливаемой заготовки, не подвергаемой деформации для разгибания. Однако вертикальные МНЛЗ имеют очень большую высоту - до 40 м и более. Поднимать сталеразливочный ковш с металлом на такую высоту очень неудобно. Поэтому такие машины обычно имеют разливочную площадку всего на несколько метров выше уровня пола цеха, а основная их часть располагается в глубоком бетонированном колодце. Расходы на строительство этих машин очень высокие. Они должны иметь сложное оборудование для выдачи отлитых заготовок из колодцев. Серьёзные трудности создаются в случае аварийных прорывов затвердевшей корки слитка, очень сложно производить обслуживание оборудования, расположенного на разных уровнях. Производительность вертикальных МНЛЗ относительно невысокая из-за небольшой скорости вытягивания заготовки из кристаллизатора. Это объясняется тем, что при увеличении скорости вытягивания слитка прямо пропорционально возрастает длина лунки жидкого металла в отливаемой заготовке. При этом необходимо увеличивать длину зоны вторичного охлаждения машины, из которой заготовка должна выходить полностью затвердевшей. Это ведёт к получению ещё большей высоты машины и её удорожанию.