Металлургия магния и других легких металлов
Эйдензон М.А.
Металлургия, 1964 г.
Флюсы для рафинирования магния и его сплавов
Очистка магния-сырца от примесей (рафинирование) основана на обработке жидкого магния смесями из хлористых и фтористых солей, называемых флюсами, с целью разложения и осаждения примесей. Большое значение имеет также температурный режим плавки, рафинирования и разливки магния, так как растворимость примесей в магнии, а также условия их осаждения из него, сильно зависят от температуры.
Флюсы, применяемые при плавке и рафинировании магния, а также при получении магниевых сплавов, имеют двоякое назначение: образование на поверхности расплавленного металла сплошного покрова, изолирующего металл от непосредственного соприкосновения с воздухом, и удаление из расплавленного металла присутствующих в нем примесей хлоридов, нитридов и окислов.
Флюсы должны удовлетворять следующим требованиям:
1) не взаимодействовать с магнием и материалом тигля;
2) иметь температуру плавления ниже, чем магния или сплава;
3) хорошо смачивать магний;
4) иметь достаточно высокое поверхностное натяжение для создания сплошной оболочки на расплавленном металле;
5) плотность флюса при 700—800° С должна быть большей, чем у жидкого магния или сплава, чтобы частицы флюса хорошо осаждались из него.
Химическое действие флюса проявляется в том, что щелочные металлы, обладающие большим сродством к хлору, чем магний, вытесняют магний из MgCl2, входящего в состав флюса, образуя хлориды калия и натрия. Кроме того, хлористый магний соединяется с окисью магния, образуя хлорокись, которая легко осаждается на дно тигля или подину .печи.
Механическое действие флюса заключается в том, что он смачивает и поглощает нитриды и другие неметаллические примеси и осаждает их на дно тигля. В табл. 12 приведены состав и температура плавления флюсов, наиболее часто применяемых на магниевых заводах.
Таблица 12 Химический состав и температура плавления флюсов
| Химический состав, % (вес.) |
|
| ||||||
Флюс | MgCl2 | КС1 | NaCl +CaCl2 | CaF2 | ВаС12 | MgO | нерастворимые вещества | Влажность | T пл °С |
ВИ 2 . . . ВИ 3 . . . | 38—46 33—40 | 32—40 25—36 | 8 6 | 3-5 15—20 | 5—8 | 1.5 7—10 | 1,5 1,5 | 3 3 | 420 565 |
3. Плавильные печи
Для плавки магния и приготовления магниевых сплавов применяют печи двух различных типов: тигельные и бестигельные.
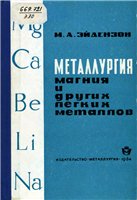
Шахтнаятигельнаяэлектрическаяпечь сопротивления (рис.51) состоит из цилиндрического стального кожуха, футерованного внутри огнеупорным кирпичом. Между кожухом и огнеупоной кладкой имеется слой теплоизоляционного материала. Футеровка образует цилиндрическую шахту, в которую устанавливается сварной стальной тигель.
Электрические нагреватели изготовляют из нихромовых спиралей или лент, которые укладывают в пазы, устроенные в огнеупорной футеровке. При прохождении тока через нихромовые нагреватели они нагреваются до 1000—1100° С. Теплю от нагревателей излучением передается наружной поверхности тигля, а от стенки тигля — непосредственно металлической шихте, загруженной в тигель.
Тигель сварной из листовой стали толщиной 12— 14 мм. В кирпичной кладке и кожухе печи имеется отверстие для выпуска металла в случае аварийного прорыва его из тигля. Тигель устанавливают в печь и извлекают из нее мостовым краном.
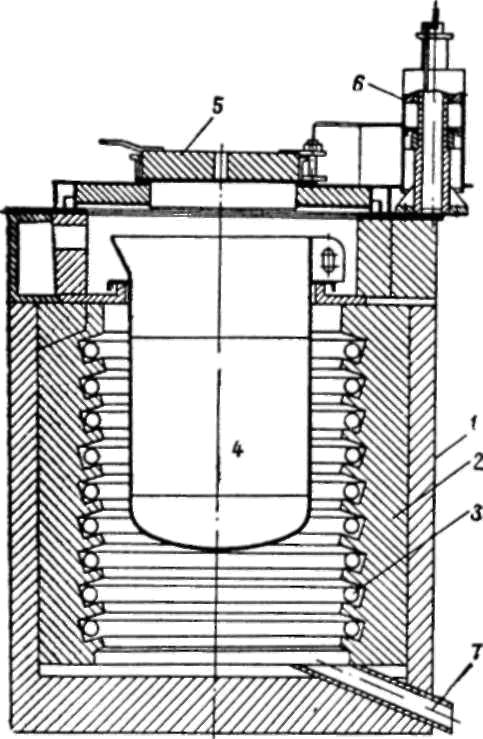
Рис. 51. Шахтная тигельная электрическая печь:
1 — кожух; 2 - кладка; 3 — нагреватель; 4 — тигель; 5 — крышка; 6 — поворотный механизм; 7 — аварийный выпуск
Индукционнаятигельнаяпечь промышленной частоты схематически изображена на рис. По принципу действия такая печь представляет собой трансформатор, у которого первичной обмоткой служит специальный металлический проводник, называемый индуктором, а вторичной обмоткой — тигель с загруженной в него металлической шихтой.
При прохождении переменного тока через индуктор в стенках тигля и металлической шихте возбуждаются индуктированные электрические вихревые токи, энергия которых превращается в тепло. Для компенсации реактивной мощности служит батарея конденсаторов, включенная параллельно в электрическую сеть.
Отражательныепечи отапливаются мазутом или горючим газом. Металлическую шихту загружают на под печи через загрузочное окно. Из печи расплавленный металл сифоном или центробежным насосом перекачивается на разливочную машину.
Существуют также передвижные газовые отражательные наклоняющиеся печи. По емкости они меньше стационарных печей.
Печь передвигается по рельсовому пути вдоль фронта обогреваемых газом вспомогательных тигельных печей (миксеров). Расплавленный металл (сплав) выливают в тигель миксера, а из него после рафинирования и других технологических операций — в формы.
Сравнительнаяхарактеристикапечей. Отражательные печи хороши тем, что, обладают большой емкостью (до 12 т),не имеют тиглей и нихромовых нагревателей и могут быть отапливаемы нефтяными продуктами и природным горючим газом. Существенные недостатки таких печей — относительно высокие потери металла вследствие угара (до 7%), низкий к. п. д. (не более 30%) и большие затраты ручного труда при загрузке твердой шихты, рафинировании флюсами и очистке печи от шлама.
Индукционные тигельные печи удобны в эксплуатации, не требуют затрат нихрома, угар не превышает 1,5%, к. п. д. достигает 60%- Недостатки индукционных печей: малая емкость (0,3 г), высокие капитальные затраты на электрооборудование и трудность отстаивания жидкого металла от примесей -вследствие интенсивного перемешивания его в тигле.
Электрические тигельные печи сопротивления удобны в эксплуатации, угар металла в них сравнительно низкий (1—2%), к. п. д. (до 60%)- Недостатки: относительно малая емкость тигля (1—2 т), необходимость применения тиглей и нихрома.
4. Подготовка магния и сплавов к разливке
В последние годы на магниевых заводах разработана и внедрена в производство технология получения технически чистого магния и его сплавов непосредственно из жидкого магния-сырца !.
Электролит магниевой ванны обладает достаточными рафинирующими свойствами, поэтому магний, извлеченный из электролизера, в основном отвечает требованиям стандарта по допустимому содержанию примесей. Для получения товарного магния необходимо отделить от него незначительное (2—3%) количество электролита, который попадает в вакуум-ковш вместе с магнием при извлечении его из электролизера.
Подготовкатигля. Чистота тигля, в котором обрабатывают металл, очень важна, так как способствует получению металла без посторонних включений. Перед каждой плавкой тигель тщательно очищают от шлама и прочих твердых остатков от предыдущей плавки. Через каждые три плавки тигель промывают расплавленным безводным карналлитом или отработанным электролитом из электролизера. Твердый карналлит загружают в предварительно разогретый тигель, расплавляют и при перемешивании отскабливают твердые вещества со дна и стенок тигля, а затем удаляют твердые остатки вместе с расплавленной солью.
Подготовкамагнияисплавовкразливке. Чистый тигель помещают в теплоизолированный приемник, установленный на электрокаре, и перевозят к электролизерам. Магний-сырец, извлеченный из электролизера вакуум-ковшом, сливают в тигель, после чего на поверхность металла в тигле насыпают измельченный флюс, просеянный через сито с отверстием 1 мм2.Флюс расплавляется и образует на поверхности металла защитный слой, предохраняющий металл от соприкосновения с воздухом. Во время слива в тигель и его перевозки в литейное отделение магний охлаждается до 660—670° С.
Тигель устанавливают в печь, включают ее и нагревают магний до 710—720° С. Во время подогрева очищают носок и стенки тигля от застывшей соли, а поверхность металла очищают от окислов и загрязненного флюса и покрывают новой порцией флюса. После нагрева металла до заданной температуры печь выключают. Для получения защитного слоя флюса на него насыпают тонкий слой порошкообразной борной кислоты, которая расплавляется и образует прочную стеклообразную пленку. После выключения печи металл в тигле отстаивается 15 мин.Для повышения полезного использования печи эту операцию целесообразно проводить в специальном отстойнике. Остаток электролита, твердые примеси, куски флюса и другие посторонние включения осаждаются на дно тигля, после чего металл готов к разливке.
После отстоя флюс больше не применяют; при случайном разрыве флюсовой пленки обнаженную поверхность металла присыпают порошкообразной смесью борной кислоты и серы (1 : 1). При сгорании серы у поверхности металла образуется сернистый газ, защищающий металл от контакта С воздухом.
При получении сплава МГС1 подготавливают тигель, наполняют магнием-сырцом и затем помещают в печь так же, как описано выше. Далее металл нагревают до 750—760° С, очищают его поверхность, а также носок и стенки тигля, и обновляют флюсовый покров. Затем в тигель устанавливают лопастную мешалку с электрическим приводом, пускают ее в ход и начинают вводить в магний мелко раздробленный марганец в смеси с порошком флюса. Величина зерна марганца не должна превышать 1 мм, флюс должен быть просеян через сито с отверстиями 1 мм2.
Навеску марганца рассчитывают по заданному содержанию в сплаве с некоторым избытком и вводят в магний небольшими порциями при постоянном перемешивании и температуре в пределах 750—760° С. После загрузки всей навески марганца продолжают перемешивать сплав еще 10 мин,затем извлекают из тигля мешалку, снова обновляют защитный слой флюса и выключают печь. Отбирают пробу сплава для экспресс-анализа на содержание марганца и, если оно оказывается в пределах нормы, то после двадцатиминутного отстоя (с момента отбора пробы) и присыпки тонкого слоя борной кислоты на поверхность сплава его можно разливать.
Легирование магния марганцем и получение сплава МГС1 существенно упрощаются, если вводить марганец не металлический, а в форме его безводной хлористой соли. Хлористый марганец вступает в реакцию обмена с магнием, образуя хлористый магний и металлический марганец, который равномерно распределяется во всей массе жидкого металла, что повышает качество сплава и снижает расход марганца.
Сплав МГС5 можно готовить из исходных компонентов, входящих в его состав, а также использовать вторичный сплав, приготовленный из лома изделий магниевых сплавов, близких по составу к сплаву МГС5. Лом деталей и изделий из магниевого сплава помещают в стальную решетчатую корзину и погружают в ванну из смеси расплавленных солей, плотность которой больше плотности жидкого сплава. С помощью электрического подогрева температуру расплава поддерживают в пределах 700— 750° С. Сплав из лома выплавляется и всплывает на поверхность расплавленной соли, а прочие металлические детали остаются в корзине 1.
Сплав извлекают обычным способом и разливают в изложницы. После анализа сплава на содержание основных компонентов и примесей чушки вторичного сплава идут в шихту для приготовления сплава МГС5.
Шихту рассчитывают, исходя из состава исходных материалов и требований ГОСТ по содержанию основных компонентов и примесей в сплаве. В чистый тигель, помещенный в печь, загружают алюминий и вторичный сплав; включают печь, расплавляют шихту в тигле и затем заливают туда жидкий магний-сырец. На поверхность жидкого металла насыпают флюс, образующий защитный слой. Затем металл нагревают до 740—750° С, обновляют флюсовый покров и небольшими порциями вводят марганец, поддерживая заданную температуру сплава при постоянном перемешивании его. После введения всей навески марганца, не прекращая перемешивания сплава, добавляют в него расчетное количество цинка. Затем сплав рафинируют 5—10 мин флюсом, который небольшими порциями подают на поверхность металла при непрерывном перемешивании. Температура металла во время рафинирования должна быть в пределах 740— 750°'С.
После рафинирования печь отключают, на поверхности металла создают защитный покров из флюса и отбирают пробу для экспресс-анализа. Если результат анализа удовлетворительный, металл выдерживают в тигле 30—40 миндля осаждения примесей и охлаждения до 700—710° С.
Вместо металлического марганца целесообразнее применять промежуточный сплав (лигатуру) алюминия и марганца, содержащий 12—15% Мn. Это сокращает продолжительность плавки и снижает расход электроэнергии, Флюса и марганца. Кроме того, с применением лигатуры повышается качество сплава вследствие более полного растворения и равномерного распределения в нем марганца. При введении марганца с лигатурой ее загружают в тигель вместе с алюминием и вторичным сплавом.
5. Разливка магния и сплавов
Существуют два промышленных метода механизированного литья магния и сплавов: разливка на конвейере и полунепрерывное литье в охлаждаемый кристаллизатор.
Разливканаконвейере. Разливочный конвейер (рис. 53) состоит из двух основных частей: поворотного станка и транспортера с установленными на нем изложницами.
Станок внутри футерован огнеупорным кирпичом и имеет устройство для электрического или газового подогрева тигля. Наклон станка осуществляется с помощью механического или гидравлического привода. Изложницы конвейера перед началом литья подогревают до 150°С электрической печью, установленной под ними, а также тщательно очищают от окалины, шлама и других загрязнений и покрывают изнутри краской следующего состава: 3,2 вес. ч. борной кислоты, 8,7 вес. ч. мела, 2,7 вес. ч.
Тигель с готовым к разливке металлом устанавливают в предварительно разогретую шахту станка и закрепляют в нем. Осторожно отводят флюсовой покров от носка тигля, а обнаженную поверхность металла присыпают порошкообразной смесью серы и борной кислоты. Затем пускают в ход транспортер с изложницами и механизм наклона тигля. Скорости наклона станка и движения конвейера подбирают такими, чтобы изложницы наполнялись до необходимого уровня и чтобы металл успел затвердеть своевременно. Ось поворота станка расположена так. чтобы положение струи металла не изменялось при наклоне тигля.
Для предохранения от окисления струю металла и поверхность металла в чушках присыпают серным порошком. Загораясь, сера образует защитную атмосферу из сернистого газа. Можно для указанной цели применять сернистый газ из баллонов или специальных генераторов.
Во время движения конвейера металл в изложницах застывает и в виде чушек выпадает из изложниц в противоположном
Рис. 53. Схема разливки магния ' сплавов на конвейере:
/ — цепь с изложницами; 2 — поворотный ковш; 3 — гидравлически*
подъемник
конце конвейера. Заливку металла в изложницы прекращают при появлении в струе металла первых следов шлама. Донные остатки сливают в отдельный тигель, установленный в печи, перегревают до 740° С и рафинируют обычным способом с флюсом. После отстоя от шлама чистый металл сливают и используют в обычном порядке.
Полунепрерывноелитье. Схема полунепрерывного литья магниевых сплавов приведена на рис. 54. Металл поступает в распределительную воронку и оттуда в охлаждаемый водой кристаллизатор на торцевую поверхность поддона. В начале литья поддон занимает крайнее верхнее положение; по мере застывания металла он опускается и вытягивает слиток металла. Поверхность слитка орошается 1водой, выходящей из кристаллизатора. Когда поддон опустится в крайнее нижнее положение, подачу жидкого металла прекращают, а слиток снимают с поддона и отвозят в сторону. Затем поддон перемещают в верхнее положение и начинают отливку нового слитка. Поддон перемещается с помощью цепного механизм-а от электрического привода. Готовые слитки разрезают на мерные заготовки механической пилой.