Калибровка инструмента для производства бесшовных труб
Грюнер П.
Металлургиздат, 1968 г.
КАЛИБРОВКА ВАЛКОВ СТАНОВ КОСОЙ ПРОКАТКИ
В процессе косой прокатки оси валков наклонены одна относительно другой на определенный угол. Заготовка проходит в плоскости симметрии этого угла и деформируется валками, вращающимися в одном направлении. В процессе движения заготовка надвигается на неподвижную оправку (пробку).
Оправка в большинстве случаев вращается вместе с заготовкой, что уменьшает трение между обжимаемым металлом и инструментом. Истечение металла в процессе косой прокатки происходит по винтовой линии.
Величина деформации металла определяется размерами и формой щели между валками, а также характером движения заготовки через эту щель.
Характерной особенностью процесса косой прокатки сплошных тел является образование в них осевой полости благодаря давлению на отдельные участки наружной поверхности заготовки от косорасположенных валков, вращающихся одновременно с ней в одном направлении. Если участки давления валков на металл расположены диаметрально противоположно, а заготовка, вращаясь, соприкасается с валками только в двух участках, то происходит разрушение ее осевой части и образуется осевая полость. Однако возможно выбрать количество участков давления и их расположение по окружности заготовки таким образом, что при соответствующем угле наклона валков разрушение металла произойдет по кольцевой полости, расположенной на некотором расстоянии от наружной поверхности. Образующаяся при этом внутренняя цилиндрическая часть заготовки не пригодна для дальнейшей прокатки или прошивки в гильзу.
В процессе косой прокатки на станах различной конструкции предусматриваются на валках не менее чем два основных участка: участок (конус) прошивки и участок поперечной прокатки. Первый участок образуется рабочими поверхностями валков и представляет собой постепенно суживающуюся щель между валками, которую металл проходит, перемещаясь по винтовой линии. Такой характер перемещения зависит от наклона осей валков и скорости их вращения в одном направлении. Благодаря винтовому перемещению металла через суживающуюся щель поперечное сечение заготовки принимает приблизительно эллиптическую форму, и при этом каждая частица, вращаясь между валками, дважды за один оборот подвергается обжатию. Такое повторное обжатие поперечного сечения заготовки и является основной причиной образования внутренней полости в процессе косой прокатки.
Пытались объяснить образование полости особенностями косой прокатки. А. Нёль [1] показал, что при поперечной про катке цилиндрического тела в валках, вращающихся в одном направлении и сближающихся друг с другом, наблюдается отчетливое образование полости.
Научное объяснение образования полости при поперечной прокатке дано Е. Зибелем 2. Исследование процесса косой прокатки с применением болтов, вставленных в заготовку, проводилось Ф. Коксом.
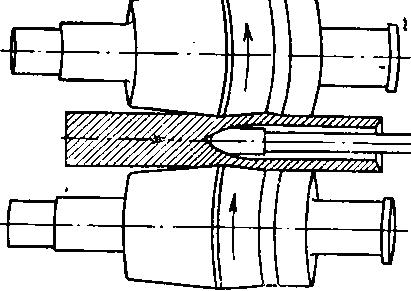
Рис. 1. Схема косой прокатки в валковом стане (с бочкообразными валками)
Практическое использование явления образования полости при поперечной прокатке для производства бесшовных труб осуществляется на станах косой прокатки трех типов: валковом (с бочкообразными валками, рис. 1), с грибовидными валками (рис. 2) и дисковом (рис. 3).
В валковых прошивных станах угол α наклона валков к оси заготовки незначителен (3—12 град.). Небольшая величина этого угла и определяет бочкообразную форму валков, опирающихся на две шейки. На участке прошивки диаметр валков увеличивается обратно пропорционально изменению диаметра заготовки.
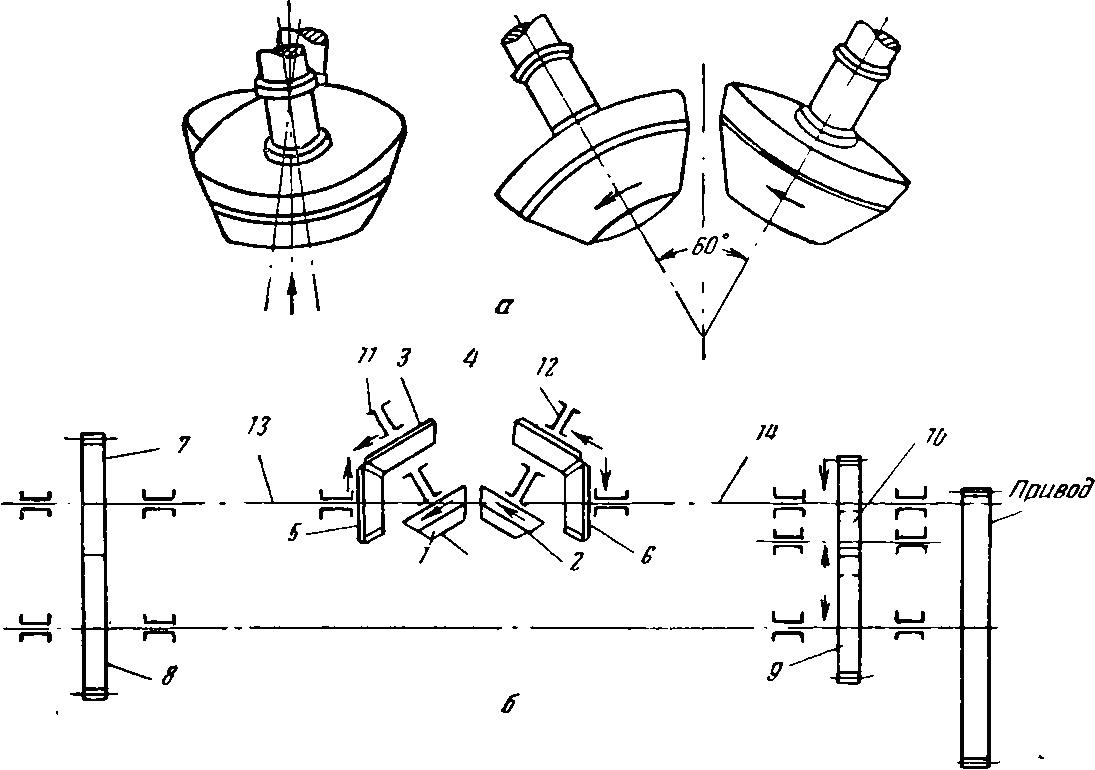
Рис. 2. Стан с грибовидными валками для косой прокатки: а — валки; б — кинематическая схема
В стане с грибовидными валками участок прошивки принципиально не отличается от такого же участка валкового стана. Так как угол наклона валков здесь составляет около 30 град., изменение диаметра валка происходит более резко, чем в валковых станах, вследствие чего увеличивается истирающее действие инструмента на поверхность заготовки. Значительный наклон валков приводит к грибовидной форме и необходимости одностороннего (консольного) крепления валков.
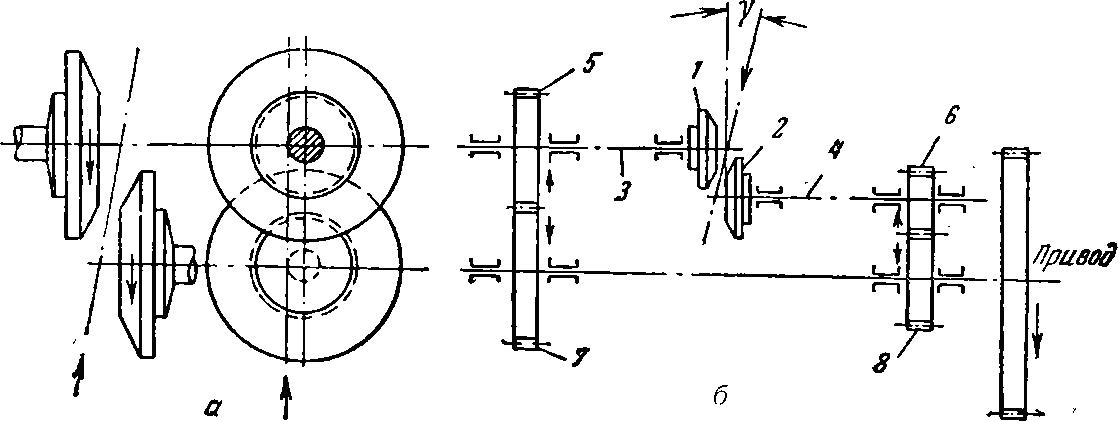
Рис. 3. Дисковый стан для косой прокатки: а — валки; б — кинематическая схема
В дисковом стане винтовое движение заготовки возникает не вследствие косого расположения валков, а потому, что заготовка находится в плоскости, расположенной ниже оси валков. Заготовка при входе в диски встречается с двумя валками: с одним, имеющим наибольший диаметр, и с другим, имеющим наименьший диаметр. По мере продвижения заголовки в дисковых валках соотношение диаметров меняется на обратное. Отсюда следует, что поверхность заготовки на этих станах подвергается исключительно большому истирающему воздействию со стороны валков.
Из сказанного видно, что на поверхности заготовки возникают значительные напряжения, минимальные в валковых станах и резко возрастающие в станах других конструкций. Наличие этих напряжений приводит к тому, что малейшие дефекты на поверхности заготовки или внутри ее расширяются, приводя к значительным дефектам на полученной гильзе.
Процесс деформации на участке прошивки определяется четырьмя факторами: длиной и конусностью соответствующих участков валков, шириной поверхности соприкосновения заготовки с валками и количеством обжатий металла за время прохождения им участка прошивки. Длина и конусность участка прошивки связаны с максимальным обжатием заготовки (обжатием в пережиме). Ширина поверхности соприкосновения валков с металлом зависит от диаметра валков и их установки. Количество циклов обжатий за время прохождения участка прошивки зависит от взаимного расположения валков и заготовки.
Задачей процесса прошивки в станах косой прокатки является получение из сплошной заготовки полой гильзы возможно большей длины и имеющей совершенно чистые наружную и внутреннюю поверхности. При деформации сплошной заготовки в гильзу желательно иметь возможно большее истечение металла в осевом направлении. Исходя из общих законов деформации, длина очага деформации в направлении наибольшего истечения металла должна быть возможно короткой.
Требование иметь возможно короткий очаг деформации вызывает необходимость иметь возможно широкую поверхность соприкосновения металла с валками для увеличения осевого усилия. Увеличение ширины поверхности валков возможно путем увеличения их диаметра или придания им соответствующей формы (дискообразной). Увеличение ширины поверхности соприкосновения имеет и то преимущество, что оно способствует образованию полости, и поэтому возможно сокращение длины очага деформации в осевом направлении.
В противоположность другим процессам прокатки, в косой прокатке увеличение диаметра валков и придание им дискообразной формы весьма полезно.
Так же, как диаметр валка и длина очага деформации, конусность участка прошивки и величина обжатия, испытываемого заготовкой за каждый полуоборот, тесно связаны друг с другом.
Из практики известно, что различные материалы имеют различное сопротивление образованию полости. Легкопрошиваемые материалы позволяют получить полость при небольшом количестве сравнительно больших обжатий по поперечному сечению. Для прошивки таких материалов применяют валки большого диаметра с коротким конусом прошивки, имеющие большие углы конусности и наклона валков к оси прошивки. При этом благодаря короткому времени прошивки пробка (оправка) нагревается и изнашивается значительно меньше.
Труднопрошиваемые материалы вообще не выдерживают значительных обжатий. Поэтому при прошивке таких материалов требуются возможно меньшая конусность конуса прошивки, большее количество обжатий, а также малый угол наклона оси валков к оси заготовки.
Если рассматривать отдельно конус прошивки, то можно видеть, что его идеальной формой является та, которая обеспечивает возможно короткую длину и возможно большую ширину очага деформации при возможно малой конусности конуса прошивки и минимальном числе оборотов заготовки за время прошивки. Кроме того, желательно иметь отношение между диаметрами заготовки и валков таким, чтобы истирание поверхности заготовки было наименьшим. Такая идеальная форма валков зависит от сопротивления металла деформации и диаметра заготовки. Однако практически идеальная форма валков невозможна вследствие разнообразия применяемого материала и размеров прошиваемой заготовки.
К участку прошивки непосредственно примыкает участок поперечной прокатки, где оправка работает в качестве третьего внутреннего валка. Сечение, соответствующее началу поперечной прокатки, характеризуется тем, что внутренняя поверхность гильзы отстает на этом месте от поверхности оправки или, иными словами, площадь поперечного сечения отверстия гильзы больше площади поперечного сечения оправки.
Исследования процесса поперечной прокатки, проведенные Ф. Коксом и К. Симонейтом, показали, что при этом истечение металла происходит в направлении, перпендикулярном оси валков, в каждом из двух участков, образуемых оправкой и одним из валков. Процесс прокатки в данном случае напоминает продольную прокатку в профильных валках. Важным результатом этих исследований является то, что процесс деформации происходит только на участках соприкосновения металла с валками и оправкой, а по остальному периметру гильзы деформация отсутствует.
Возникающее на участке прошивки осевое усилие обеспечивает продвижение заготовки через сужающийся очаг деформации. При этом заготовка преодолевает сопротивление, оказываемое валками и оправкой. На участке прошивки около 5% поверхности заготовки соприкасается с валками; оправка, находясь в контакте с металлом по всему периметру, подвергается весьма сильному воздействию гильзы в осевом направлении.
При косой прокатке в валковых станах (рис. 1), предназначенных для получения толстостенных гильз, осевая деформация (удлинение) происходит главным образом на участке прошивки. На участке же поперечной прокатки удлинение весьма незначительно, здесь происходит лишь сглаживание внутренней поверхности и заварка образовавшихся разрывов.
Несколько отличен процесс деформации в станах валковых, дисковых и с грибовидными валками, если они предназначены для получения тонкостенных гильз для последующей прокатки на автоматических или непрерывных станах. На участке поперечной прокатки в этих станах также происходит значительное уменьшение поперечного сечения гильзы, а следовательно, и ее удлинение. Это достигается установкой между валками линеек, которые, препятствуя уширению металла, вызывают его удлинение. Наличие значительной осевой деформации безусловно требует большого осевого усилия, которое может быть достигнуто лишь благодаря большому отношению диаметров валков и заготовки или за счет дискообразной формы валков. Заготовка прижимается к линейкам под значительным давлением и оказывает на них большое истирающее действие. Поэтому для линеек требуется применять специальные дорогостоящие материалы. Использование линеек4 позволяет получить тонкостенную гильзу, которую возможно прокатать на короткой оправке (в автоматическом стане) в готовую трубу за два-три прохода.
Таким образом, если на участке поперечной прокатки необходимо иметь значительное удлинение, то очаг деформации на этом участке должен быть замкнутым по периметру, что имеет весьма большое значение для получения тонкостенных гильз.
Деформация на участке поперечной прокатки в станах косой прокатки подчиняется тому же закону, что и на участке прошивки: размер поверхности соприкосновения в направлении деформации должен быть наименьшим с целью уменьшения сопротивления трения. В случае, если участок поперечной прокатки используется для получения вытяжки, длина его в осевом направлении должна быть наименьшей. С другой стороны, длина готового участка гильзы, получаемого за один проход между валками (за один полуоборот заготовки), зависит от длины участка поперечной раскатки.
Чтобы гильзы не имели уступов винтовой формы, наружная и внутренняя обрабатывающие поверхности должны быть по возможности горизонтальными. Длина готового участка гильзы, получающегося за один ее оборот, тем больше, чем больше валков установлено по окружности гильзы. Если стремятся достичь возможно большого удлинения гильзы на участке поперечной прокатки, то количество металла за один проход между валком и оправкой (за один полуоборот заготовки) должно быть невелико, что особенно важно для тонкостенных гильз. Таким образом, металл должен быть подвергнут возможно большому количеству обжатий при возможно малой длине очага деформации. Большое количество обжатий может быть достигнуто лишь путем увеличения числа оборотов валков или за счет минимального шага спирали, по которой движется металл. Уменьшение осей скорости передвижения металла, которое является следствием уменьшения шага спирали, может быть допущено только при одновременном увеличении числа оборотов валков во избежание охлаждения металла в процессе косой прокатки.
Следовательно, для увеличения вытяжки на участке поперечной прокатки необходимо иметь:
а) возможно более закрытый очаг деформации, достигаемый путем применения линеек и увеличения количества валков;
б) возможно малую длину очага деформации в осевом направлении ;
в) возможно большое количество повторных обжатий (полуоборотов) металла для прокатки тонкостенных гильз.
В станах косой прокатки, работающих с длинным очагом деформации и применяющихся в основном для меньших вытяжек, следует обращать особое внимание на уменьшение напряжений вследствие окручивания металла. Это требование имеет значение тем больше, чем меньше толщина стенки; оно особенно важно для станов-расширителей, на которых прокатывают готовые тонкостенные трубы.
Сравнивая основные положения, которые желательно соблюдать для участков прошивки и поперечной прокатки, легко видеть, что они в известной степени противоречивы. Как будет показано ниже, при обеспечении оптимальных условий прокатки участок прошивки может быть образован только двумя валками. Для этого участка желательны возможно большой диаметр валков и возможно малое количество повторных обжатий (полуоборотов заготовки). С другой стороны, для участка поперечной прокатки требуется возможно большее количество и валков и повторных обжатий.