Футеровка индукционных электропечей

Сасса В.С.
Металлургия, 1989 г.
КОНСТРУКЦИЯ ПЛАВИЛЬНОГО УЗЛА ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЕЧИ
Плавильный узел индукционной тигельной печи (рис. 1) состоит из огнеупорного тигля 1; индукционной катушки (индуктора) 2, расположенной вокруг тигля; стального корпуса печи З, воспринимающего все механические нагрузки; магнитопроводов 4, обеспечивающих направление и концентрацию магнитного потока; подины 5, предназначенной для теплоизоляции дна тигля и для равномерной его опоры; сигнализатора износа (проедания) тигля 6, подающего сигнал при проходе металла через трещину в тигле или при большом его износе; огнеупорного покрытия (обмазки) 7, увеличивающего жесткость индуктора и обеспечивающего слив металла из тигля при образовании в нем трещины; футеровки воротника 8, предназначенной для теплоизоляции конструктивных элементов печи выше водоохлаждаемых трубок индуктора и для жесткости верхней части тигля; футеровки сливного носка 9 для слива расплавленного металла и футеровки крышки 10, предназначенной для безопасной работы обслуживающего персонала.
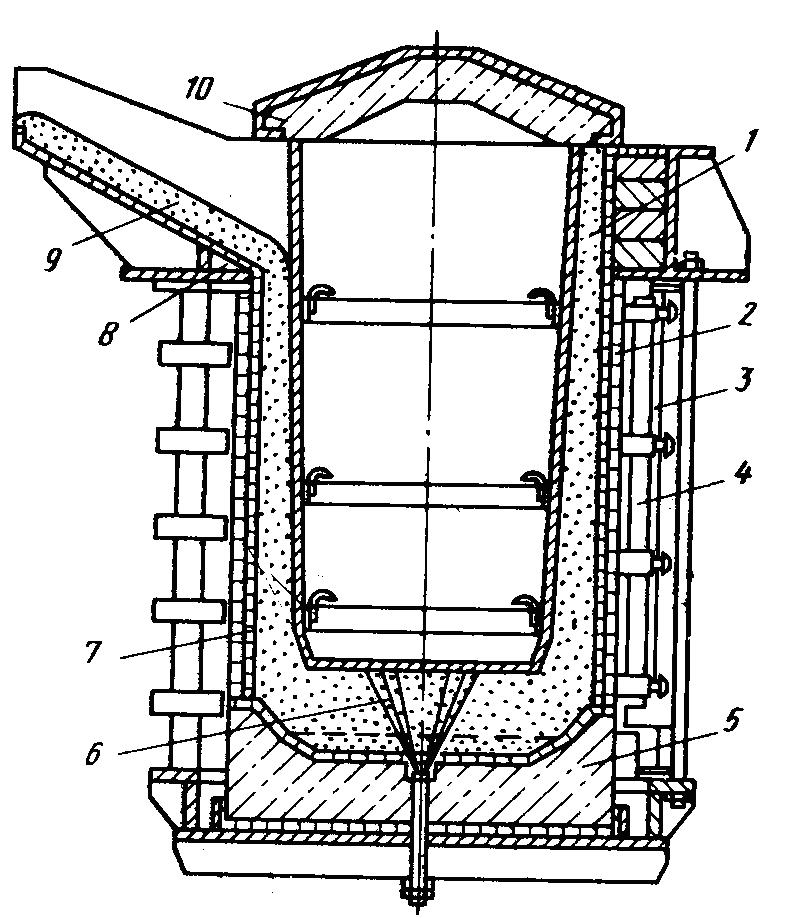
Рис. 1. Футеровка тигельной индукционной печи
Катушка индуктора изготовлена из медной профилированной трубки, в полости которой под давлением циркулирует вода, охлаждающая индуктор с целью предохранения его от перегрева. Водоохлаждаемая катушка индуктора служит источником переменного электромагнитного поля, в котором металл разогревается индуктируемыми (возникающими) в нем токами и плавится за счет джоулевой теплоты.
По сути дела индукционные печи являются также печами сопротивления, так как нагрев металла в них происходит вследствие сопротивления, которое встречает индукционный ток, возникающий в нагреваемом теле.
Однако, если в печах сопротивления подведенная со стороны электрическая энергия в специальных нагревательных элементах непосредственно превращается в тепловую и только затем теплопередачей передает эту энергию нагреваемому телу (расплаву), то в индукционных печах подведенная со стороны электрическая энергия переменного тока непосредственно в нагревательном теле преобразуется сначала в электромагнитную, затем в электрическую и, наконец, в тепловую энергию. Катушка индуктора является также внешней опорой для стен огнеупорного тигля, передающей механическую нагрузку от футеровки и расплавленного металла на стальной корпус печи.
Электромагнитные волны переменного тока подвергают индуктор тигельной печи промышленной частоты значительной вибрации, которая передается на футеровку и корпус печи. Чем выше жесткость конструкции индуктора, тем меньше возникающая при работе печи вибрация и тем выше стойкость футеровки тигля. При наклоне печи масса металла и футеровки вызывает большие изгибающие усилия в конструктивных элементах индуктора. При недостаточной жесткости конструкции изгибающие усилия могут вызвать деформацию индуктора и образование трещин в футеровке.
Одним из самых распространенных способов крепления индукторов в индукционных печах промышленной частоты является использование внешних магнитопроводов (см. рис. 1), основное назначение которых состоит в защите металлоконструкций печи от потоков рассеяния магнитного поля индуктора, в качестве конструктивных элементов крепления они способны воспринимать значительные механические нагрузки [1].
Между катушкой и нагреваемым металлом (расплавом) образуется магнитный поток, величина которого зависит от удаленности металла от катушки индуктора, поэтому коэффициент полезного действия и производительность печи находятся в пропорциональной зависимости от толщины стенки тигля. Для поворота при сливе металла печь оборудована гидравлическим механизмом наклона.
ИЗОЛЯЦИЯ ИНДУКТОРА
Витки катушки индуктора изолированы. Изоляция состоит из нескольких слоев электроизоляционного лака или эмали и обмоточной электроизоляции, которая состоит из стекломиколенты и стеклоленты. Стекломиколенту (шириной 30 и толщиной 0,21 мм) наматывают в один слой с полуперекрытием, затем витки индуктора плотно с натягом обматывают электроизоляционной стеклолентой толщиной 0,2 мм также в один слой с полуперекрытием.
В тигельных печах и миксерах для чугуна, футеруемых сухой кварцитной массой, обладающей высоким электрическим сопротивлением, обмоточную изоляцию витков катушки индуктора не применяют.
После нанесения изоляции индуктор стягивают в осевом направлении, проложив между витками прокладки из листового электронита или стеклотекстолита. Стянутый индуктор или отдельные его секции (катушки) тщательно просушивают при температуре 170—185 °С, а затем пропитывают электроизоляционным лаком для того, чтобы заполнить все пустоты и поры обмоточной изоляции. Пропитка производится дважды погружением охлажденных до 60—70 °С катушек в ванну с электроизоляционным лаком. Пропитка значительно удлиняет срок службы электрической изоляции и повышает ее электрическую и механическую прочность.
Лаковая изоляция подвергается горячей сушке в течение 6 ч при температуре 170—185 °С Для защиты лаковой пленки катушку индуктора окрашивают покровными эмалями с толщиной пленки не более 0,1 мм и просушивают.
В тигельных печах для плавки алюминия, а также в других печах, имеющих футеровку из влажных набивных масс, качество пропитки имеет особое значение, так как при сушке и пуске печи в эксплуатацию часть влаги, удаляющаяся из футеровки, проходит через индуктор и конденсируется. Во время пуска печи при низком качестве изоляции катушек индуктора может произойти пробой изоляции, для восстановления которой необходимо выламывать отформованный тигель, ремонтировать изоляцию, пропитывать ее лаком, сушить и вновь формовать тигель.