ГОСТ 9234-74 Профили стальные гнутые листовые с трапециевидным гофром. Сортамент (с Изменениями N 1, 2)Постановление Госстандарта СССР от 17.01.1974 N 148ГОСТ от 17.01.1974 N 9234-74
ГОСТ 9234-74
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ЛИСТОВЫЕ
С ТРАПЕЦИЕВИДНЫМ ГОФРОМ
Сортамент
Steel bent sheet sections with trapezoid-shaped
corrugation. Dimensions
ОКП 11 2000
Дата введения 1975-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 17 января 1974 г. N 148
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4-94)
ВЗАМЕН ГОСТ 9234-59
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., декабре 1988 г. (ИУС 7-85, 3-89).
1. Настоящий стандарт распространяется на гнутые гофрированные листовые профили с трапециевидной формой гофра, изготовляемые на профилегибочных станах из холоднокатаной и горячекатаной стали и предназначенные для судостроения.
2. Поперечное сечение гофрированных листовых профилей должно соответствовать указанному на чертеже.
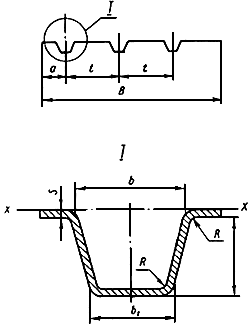
Условные обозначения:
 - ширина профиля;
- ширина профиля;
 - высота гофра;
- высота гофра;
 - толщина профиля;
- толщина профиля;
 - расстояние между осями симметрии гофров (шаг гофров);
- расстояние между осями симметрии гофров (шаг гофров);
 - радиус кривизны гофра;
- радиус кривизны гофра;
 - расстояние от кромки профиля до оси симметрии левого гофра;
- расстояние от кромки профиля до оси симметрии левого гофра;
 - ширина гофра;
- ширина гофра;
 - ширина стенки гофра;
- ширина стенки гофра;
 - площадь сечения одного гофра с полками, равными половине прямолинейных участков;
- площадь сечения одного гофра с полками, равными половине прямолинейных участков;
 - момент инерции одного гофра с полками, равными половине прямолинейных участков;
- момент инерции одного гофра с полками, равными половине прямолинейных участков;
 - момент сопротивления одного гофра с полками, равными половине прямолинейных участков.
- момент сопротивления одного гофра с полками, равными половине прямолинейных участков.
3. Размеры, площадь поперечного сечения, справочные значения моментов инерции и сопротивления одного гофра и масса 1 м профиля должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 1).
Таблица 1
|
|
|
|
|
|
|
| Количество гофров | Площадь сечения гофра, см | Масса 1 м профиля, кг | Справочные значения моментов инерции | |
мм |
|
|
|
|
| |||||||
900 | 50 | 2 | 300 | 4 | 100 | 80 | 50 | 3 | 7,4 | 17,3 | 27,46 | 7,32 |
1000 | 30 |
| 250 |
|
|
|
| 4 | 5,7 | 17,8 | 8,42 | 3,77 |
1050 | 50 |
| 350 |
|
|
|
| 3 | 8,4 | 19,7 | 29,06 | 7,42 |
900 | 60 | 3 | 300 | 8 |
|
|
| 3 | 11,5 | 27,0 | 60,04 | 13,39 |
1050 |
|
| 350 |
|
|
| 3 | 12,9 | 30,5 | 63,74 | 13,63 | |
1200 | 30 |
| 300 |
|
|
|
| 4 | 9,9 | 31,2 | 13,32 | 5,50 |
1200 | 60 |
| 400 |
|
|
|
| 3 | 14,5 | 34,1 | 66,66 | 13,80 |
900 |
| 4 | 450 | 10 |
|
|
| 2 | 21,2 | 33,2 | 90,41 | 18,03 |
1050 |
| 350 |
|
|
|
| 3 | 17,2 | 40,4 | 83,43 | 17,61 | |
1200 |
|
| 400 |
|
|
|
| 3 | 19,2 | 45,1 | 87,29 | 17,85 |
900 |
| 5 | 450 |
|
|
|
| 2 | 26,4 | 41,5 | 112,41 | 22,18 |
1000 |
|
| 500 |
|
|
|
| 2 | 28,9 | 45,4 | 115,62 | 22,36 |
 ,
, 
Примечание. Площадь поперечного сечения, справочные значения моментов инерции и сопротивления одного гофра и масса 1 м профиля вычислены по номинальным размерам. При вычислении массы 1 м профиля плотность стали принята равной 7,85 г/см .
.
4. По точности профилирования профили изготовляют:
высокой точности - А;
обычной точности - В.
Предельные отклонения размеров профилей не должны превышать:
по ширине  мм, с 1 января 1994 г. ±5 мм;
мм, с 1 января 1994 г. ±5 мм;
по высоте ±1,5 мм - высокой точности профилирования;
±2,0 мм - обычной точности профилирования.
(Измененная редакция, Изм. N 1, 2).
5. Предельные отклонения по толщине холоднокатаных профилей должны соответствовать требованиям ГОСТ 19904-90, горячекатаных профилей - ГОСТ 19903-74 по классу точности Б для полос шириной 1100-1500 мм. Предельные отклонения по толщине профилей не должны распространяться на места изгиба.
6. Шаг, ширина и радиус кривизны гофров контролируются по калибрам валков.
7. На полках профилей волнистость не должна превышать 15 мм на 1 м.
8. Скручивание профилей вокруг продольной оси не должно превышать 1° на 1 м.
Общее скручивание по длине не должно превышать произведения допускаемого скручивания на 1 м на длину профиля в метрах, но не более 10°.
9. Поперечный прогиб профилей не должен превышать 1,5% ширины.
10. Продольный прогиб профилей не должен превышать 1 мм на 1 м.
Общий продольный прогиб не должен превышать произведения допускаемого прогиба на 1 м на длину профиля в метрах.
11. Профили изготовляют длиной от 2,5 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины.
По требованию потребителя допускается изготовление профилей ограниченной длины в пределах немерной.
(Измененная редакция, Изм. N 2)
12. В зависимости от назначения профили изготовляют:
мерной длины;
мерной длины с немерными отрезками в количестве не более 10% массы партии;
кратной мерной длины;
кратной мерной длины с немерными отрезками в количестве не более 10% массы партии;
немерной длины.
По требованию потребителя допускается изготовление профилей ограниченной длины в пределах немерной.
Примечание. Немерными отрезками считаются профили длиной не короче 2,5 м.
(Измененная редакция, Изм. N 1).
13. (Исключен, Изм. N 1).
14. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать указанных в табл.2.
Таблица 2
Длина, м | Предельное отклонение, мм, при точности порезки | |
| высокой | обычной |
До 6 | +40 | +40 |
Св. 6 " 7 | +40 | +80 |
" 7 | +40 и +5 на каждый метр длины | +80 |
(Измененная редакция, Изм. N 2)
15. Определение размеров, продольного и поперечного прогиба, а также скручивания проводят на расстоянии не менее 300 мм от торцов профилей.
16. Размеры профилей, для которых не установлены предельные отклонения, определяют в валках при их расточке.
(Измененная редакция, Изм. N 1).
17. Марки стали и технические требования - по ГОСТ 11474-76.
Текст документа сверен по:
официальное издание
Стальной листовой прокат. Сортамент: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003