ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава Постановление Госстандарта СССР от 05.02.1981 N 488 ГОСТ от 05.02.1981 N 7122-81
ГОСТ 7122-81
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШВЫ СВАРНЫЕ И МЕТАЛЛ НАПЛАВЛЕННЫЙ
Методы отбора проб для определения химического состава
Weld seams and all - weld metal. Methods of sample
selection for determination of chemical composition
Дата введения 1982-01-01
УТВЕРЖДЕН Постановлением Государственного комитета СССР по стандартам от 5 февраля 1981 г. № 488
ВЗАМЕН ГОСТ 7122-75
ПЕРЕИЗДАНИЕ. 1995 год
Настоящий стандарт устанавливает методы отбора проб для определения среднего, послойного и поваликового химического состава сварных швов или наплавленного металла, полученных сваркой плавлением однослойных и многослойных металлических материалов и сплавов однородными и разнородными сварочными материалами.
Стандарт не распространяется на сварные швы, выполненные без применения присадочного металла диффузионной, контактной сваркой, сваркой трением и т. п.
1. МЕТОД ОТБОРА ПРОБ
1.1. Пробу следует отбирать из сварных швов изделий или специально сваренных образцов, из наплавленного металла изделий или металла, специально наплавленного на образцы.
1.2. Сварку или наплавку образцов следует проводить, если не представляется возможным взятие проб непосредственно из сварных швов и при испытании сварочных материалов.
1.3. Проба отбирается из любой части сварных швов или наплавленного металла по их длине, исключая неиспользуемые начальные и конечные участки сварных швов или наплавленного металла образцов.
1.4. Длина неиспользуемых участков, а также длина сварных швов или наплавленного металла специально сваренных образцов, исключая неиспользуемые участки, приведена в табл.1.
Таблица 1
| Длина неиспользуемого участка в начале или конце, мм, не менее | Длина сварного шва или наплавленного металла, мм, не менее |
Ручная дуговая сварка и полуавтоматическая дуговая сварка в защитных газах | 20 | 150 |
Все способы дуговой сварки неплавящимся электродом в защитных газах и газовая сварка | 15 | 150 |
Автоматическая дуговая сварка в защитных газах, автоматическая и полуавтоматическая дуговая сварка под флюсом, сварка наклонным электродом | 40 | 150 |
Электрошлаковая сварка | 50 | 100 |
1.5. Место отбора проб по поперечному сечению сварного шва или наплавленного металла должно быть установлено в нормативно-технической документации на изделия или сварочные материалы.
1.6. Перед взятием пробы поверхность сварного шва или наплавленного металла должна быть тщательно очищена от окалины, ржавчины и механических загрязнений.
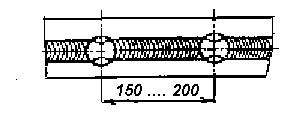
1.7. Для установления границ металла, подлежащего анализу, следует вырезать соответствующие участки сварного шва или наплавленного металла изделия или образцов. Участки вырезают механическим способом, газовой или плазменной резкой. Если вырезать участки сварного шва или наплавленного металла невозможно, то для установления границ металла, подлежащего анализу, в них должны быть просверлены два отверстия по чертежу. Диаметр просверленных отверстий должен выходить за пределы анализируемого металла.
1.8. Если границы сварного шва или наплавленного металла не могут быть установлены осмотром без дополнительной обработки, то торцы вырезанных участков и поверхность просверленных отверстий должны быть отшлифованы и протравлены.
1.9. При применении для вырезки участков газовой или плазменной резки с торцев сварного шва или наплавленного металла перед их шлифованием должен быть удален механическим способом слой металла толщиной не менее 5 мм.
1.10. После травления на торце вырезанного участка необходимо наметить керном границы металла для взятия пробы, которые должны отстоять от линии сплавления металла сварного шва или наплавленного металла с основным металлом на расстоянии 2,5 -3,0 мм в сторону анализируемого металла.
При послойном и поваликовом анализе за границу анализируемого металла должна быть принята граница исследуемого слоя или валика с соседними слоями или валиками.
1.11. Отбор пробы следует проводить в пределах анализируемого металла: точением, строганием, фрезерованием или сверлением.
При отборе пробы для определения послойного или поваликового химического состава сверление допускается только в случае, если толщина анализируемого металла не менее 10 мм или если отбор пробы производится сверлением вдоль оси сварного шва или наплавки.
Допускается перед отбором пробы проводить термическую обработку вырезанного участка для улучшения обрабатываемости анализируемого металла с принятием мер, предупреждающих изменение его химического состава.
1.12 Для определения среднего химического состава сварного шва отбор пробы следует проводить по оси сварного шва до границы анализируемого металла.
1.13. Допускается проводить отбор пробы из стружки, полученной при обработке расчетной части образцов типов I и II по ГОСТ 6996-66, при условии вписания головки образца в границы анализируемого металла.
1.14. При отборе пробы инструмент должен быть чистым и обезжиренным. Допускается для охлаждения инструмента применять дистиллированную воду.
1.15. Твердость инструмента для отбора проб должна быть не менее чем в 1,5 раза выше твердости анализируемого металла.
1.16. Скорость резания следует выбирать такой, чтобы стружка не имела цветов побежалости.
1.17. Стружка, отобранная для проведения химического анализа сварного шва или наплавленного металла, не должна содержать посторонних примесей и должна быть уложена в тару, предохраняющую ее от загрязнения.
Стружка должна быть по возможности равномерной, толщиной 0,3-0,4 мм и короткой.
1.18. Масса пробы для химического анализа - в соответствии с требованиями ГОСТ 12344-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12353-78, ГОСТ 12355-78, ГОСТ 11739.1-90 - ГОСТ 11739.24-82, ГОСТ 13938.1-78 - ГОСТ 13938.12-78, ГОСТ 13938.13-93, а для спектрального анализа - с данными, приведенными в табл. 2.
Таблица 2
Исследуемый материал | Тип оборудования | Масса пробы, г, не менее |
Стали, цветные металлы и сплавы | Искровой или дуговой генератор, рентгеноспектрометр | 50,0 |
Легкие металлы и сплавы | То же | 20,0 |
Все металлы и сплавы | Установки с высокочастотным искровым разрядом | 1,0 |
| Лазерные установки | 0,2 |
1.19. Анализируемая поверхность пробы для спектрального анализа должна быть обработана точением, строганием или фрезерованием. После обработки на поверхности пробы не должно быть усадочных раковин, пор и включений. Шероховатость поверхности должна быть 80 мкм по ГОСТ 2789-73.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При отборе проб из сварного шва или наплавленного металла необходимо выполнять требования безопасности по ГОСТ 12.3.002-75, ГОСТ 12.3.003-86, ГОСТ 12.3.004-75, ГОСТ 12.2.009-80.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1995