ГОСТ 6032-89 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6032-89
(ИСО 3651/1-76,
ИСО 3651/2-76)
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛИ И СПЛАВЫ КОРРОЗИОННО-СТОЙКИЕ
Методы испытания на стойкость против межкристаллитной коррозии
Corrosion-resistant steels and alloys.
Methods for determination of intercrystalline corrosion resistance
ОКСТУ 0909
Срок действия с 01.07.1990
до 01.07.1995*
___________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации, метрологии
и сертификации. (ИУС N 4, 1993 год).
Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минтяжмаш СССР
РАЗРАБОТЧИКИ
И.Г.Воликова (руководитель темы), канд. техн. наук; В.В.Грязнов; Ю.Б.Якимович; П.А.Харин, канд. техн. наук; Ю.С.Сидоркина, канд. техн. наук; Б.В.Лебедев, Н.А.Абугина, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 17.11.89 N 3397
3. СРОК ПЕРВОЙ ПРОВЕРКИ - 01.07.95
4. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ ИСО 3651/1-76, ИСО 3651/2-76
5. ВЗАМЕН ГОСТ 6032-84
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
|
|
| |
ГОСТ 1381-73 | Приложение 3 |
ГОСТ 2789-73 | 1.17 |
ГОСТ 3118-77 | 1.16, 2.2, 8, приложение 7 |
ГОСТ 3652-69 | Приложение 7 |
ГОСТ 3769-78 | Приложение 7 |
ГОСТ 4165-78 | 2.2, 8, приложение 1 |
ГОСТ 4204-77 | 2.2, 5.2, 8, приложение 1, приложение 3, приложение 7 |
ГОСТ 4461-77 | 1.16, 2.2, 8 |
ГОСТ 4463-76 | 4.2, 8 |
ГОСТ 4518-75 | 1.16, 8 |
ГОСТ 5632-72 | Вводная часть |
ГОСТ 6552-80 | 1.16, 8 |
ГОСТ 6709-72 | 2.2, 5.2, 6.2, приложение 1, приложение 2, приложение 3 |
ГОСТ 6996-66 | 1.7, 2.3, 14 |
ГОСТ 9485-74 | 5.2, 8 |
ГОСТ 9940-81 | 2.3.9 |
ГОСТ 9941-81 | 2.3.9 |
ГОСТ 11125-84 | 6.2, приложение 7 |
ГОСТ 12601-76 | 8, приложение 1 |
ГОСТ 14019-80 | 2.3.7 |
ГОСТ 20848-75 | 4.2, 8 |
ГОСТ 19347-84 | 2.2, 8, приложение 1 |
ГОСТ 22180-76 | 8, приложение 2, приложение 7 |
ГОСТ 10006-80 | Приложение 4 |
7. ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает методы испытаний стойкости против межкристаллитной коррозии металлопродукции из коррозионно-стойких сталей и сплавов, в том числе двухслойных, сварных соединений, наплавленного металла и металла шва.
Стандарт распространяется на стали ферритного класса марок 08Х17Т, 15Х25Т; аустенитно-мартенситного класса марок 20Х13Н4Г9, 09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю, 09Х17Н7Ю1, 08Х17Н5М3; аустенитно-ферритного класса марок 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т; аустенитного класса марок 10Х14Г14Н3, 10Х14Г14Н4Т, 10Х14АГ15, 03Х16Н15М3, 03Х16Н15М3Б, 09Х16Н15М3Б, 12Х17Г9АН4, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 03Х18Н11, 06Х18Н11, 03Х18Н12, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 07Х21Г7АН5, 03Х21Н21М4ГБ, сплавы на железоникелевой основе марок 06ХН28МДТ, 0ЗХН28МДТ по химическому составу соответствующие требованиям ГОСТ 5632. Настоящий стандарт может быть распространен на коррозионно-стойкие стали и сплавы других марок тех же классов.
В зависимости от химического состава (марки) стали или сплава и их назначения выбирают один из методов определения стойкости против межкристаллитной коррозии AM, АМУ, АМУФ, ВУ, ДУ.
Допускается проводить испытания одним из дополнительных методов В, ТЩК, Б, приведенных в приложениях 1-3. Методика проведения испытаний этими методами является обязательной.
В условных обозначениях методов буквы обозначают:
А, Б, В, Д - буквенное наименование методов;
М - проведение испытания в присутствии металлической меди в растворе;
Ф - проведение испытания в присутствии иона фтора в растворе;
У - проведение ускоренных испытаний;
ДУ - проведение усовершенствованных испытаний;
ТЩК - проведение испытания травлением в щавелевой кислоте.
1. ОБРАЗЦЫ
1.1. Заготовки для образцов вырезают:
из листа толщиной не более 10 мм, ленты и проволоки - из любого места;
из листа толщиной более 10 мм - из поверхностных слоев;
из сортового и фасонного проката круглого, квадратного и шестигранного - из осевой зоны в продольном направлении, из других видов - из любого места;
из трубной заготовки - из осевой зоны в продольном или поперечном направлении;
из труб - из любого места;
из поковок - из напусков или тела поковки;
из отливок - из приливов или отдельно отлитых образцов.
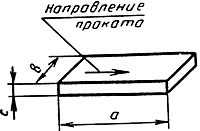
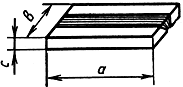
1.2. Образцы из заготовок изготовляют следующих видов:
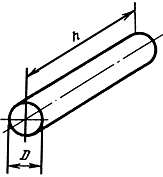
из листа, ленты, проволоки, сортового и фасонного проката, трубной заготовки, поковок, отливок, металла шва, наплавленного металла - плоские (см. табл.1); допускается изготовление цилиндрических образцов из цилиндрических заготовок диаметром не более 10 мм, а для испытания по методу ДУ - из всех вышеперечисленных видов металлопродукции;
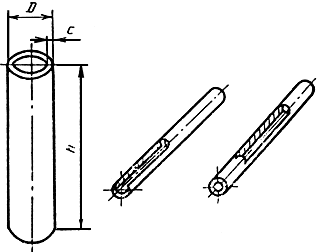
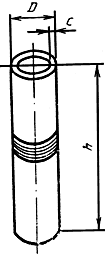
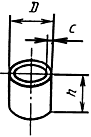
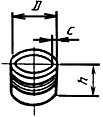
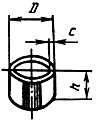
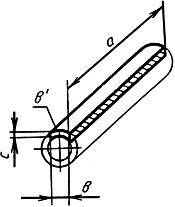
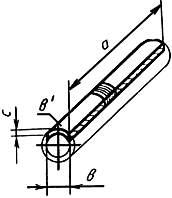
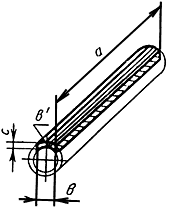
из труб - плоские, сегменты, кольца ( ), патрубки (
), патрубки ( ) (см. табл.1), где
) (см. табл.1), где  - наружный диаметр, мм;
- наружный диаметр, мм;  - высота, мм;
- высота, мм;
допускается:
кольца и патрубки из труб с номинальной толщиной стенки не более 1,5 мм подвергать развертке, выпрямлению, сплющиванию с последующей обрезкой сторон для получения плоского образца;
в патрубках с номинальным наружным диаметром не более 5 мм удалять на 1/2 окружности стенку патрубка с одного из его концов или в средней части на 1/2 длины патрубка (см. табл.1) при испытании всеми методами, кроме ДУ;
из двухслойного проката и биметаллических труб - такие же, как из листового проката и труб соответственно; образцы изготовляют из плакирующего слоя после удаления механической обработкой основного и переходного слоев, а для испытаний по методу ДУ дополнительно удаляется и плакирующий слой на глубину не менее 0,5 мм со стороны, примыкающей к основному слою; полноту удаления основного слоя определяют, выдерживая образец 3-5 мин при комнатной температуре в растворе, приведенном в п.2.2.1.
Таблица 1
Вид образца | Несварной образец | Сварной образец | |
|
| Тип 1 | Тип 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Примечание. Из наплавленного металла и металла шва изготовляют образцы, аналогичные плоскому несварному образцу.
1.3. Размер образцов для испытаний методами AM, АМУ, АМУФ, В, ВУ должен обеспечивать возможность:
изгиба на угол (90±3)° плоского образца, сегмента, цилиндра диаметром не более 8 мм и патрубка диаметром не более 5 мм;
сплющивания и раздачу на конус кольца, патрубка диаметром более 5 мм;
осмотра поверхности изгиба на участке, ширина которого позволяет надежно выявить межкристаллитные трещины.
Размеры образцов для испытания методом ДУ должны удовлетворять следующим требованиям:
наибольший размер образца должен быть в направлении проката;
длина плоского образца и сегмента или высота цилиндра и патрубка должны быть не меньше двойной ширины или соответственно диаметра;
толщина плоского образца должна быть меньше его ширины;
отношение площади меньших боковых поверхностей для плоского образца и сегмента и площади торцов для цилиндра и патрубка ко всей площади поверхности образца должно быть не более 15%.
Формулы расчета соотношения размеров образцов для метода ДУ, удовлетворяющие указанным требованиям, приведены в приложении 4.
1.4. Изготовление из заготовки образцов требуемой толщины проводится механической обработкой заготовки:
из листа - с одной из поверхностей, при наличии обработанной поверхности металл удаляют с этой поверхности;
из сортового и фасонного проката, поковок, отливок, трубной заготовки с любой из поверхностей;
из труб тепло- и холоднодеформированных - с наружной поверхности;
из труб горячекатаных - с одной или обеих поверхностей.
При наличии условий работы трубы металл удаляется со стороны, не соприкасающейся с рабочей средой.
Допускается для листа из сталей аустенитного класса толщиной более 10 мм при испытании методами AM, АМУ, АМУФ, В, ВУ вырезать образцы по сечению.
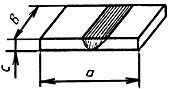
1.5. Из сварных стыковых соединений изготовляют образцы видов и типов (см. табл.1):
из сварных соединений листа, сортового и фасонного проката, отливок, поковок - плоские типа 1 или 2;
из электросварных труб - кольца, патрубки, сегменты типа 2;
из кольцевых сварных соединений труб - сегменты, кольца или патрубки типа 1;
из сварных соединений двухслойных сталей после удаления основного и переходных слоев металла изготавливают такие же образцы, как из сварных соединений листа и труб.
Методами AM, АМУ, АМУФ, ВУ, В испытывают сварные образцы типа 1 или 2, методом ДУ - типа 2.
1.6. В сварных образцах (см. табл.1 типы 1, 2) усиление сварного шва удаляют механическим способом, при этом допускается обработка всей поверхности на глубину не более 1 мм.
Доведение сварного соединения или сварного образца до требуемой толщины производится механическим удалением металла со стороны поверхности, не обращенной к коррозионной среде, при отсутствии таких данных - со стороны поверхности, на которой металл шва подвергается наименьшему сварочному нагреву.
Уменьшение толщины стенки сварных образцов из труб проводится по п.1.4.
1.7. Покрытые электроды, сварочную проволоку и наплавочную ленту контролируют, испытывая наплавленный металл или металл сварного шва, выполненные указанными присадочными материалами.
Наплавленный металл испытывают на плоских образцах (см. табл.1), вырезанных из верхних слоев многослойной наплавки, выполненной по ГОСТ 6996 контролируемыми сварочными материалами (нижние неиспользуемые слои наплавки допускается выполнять другими присадочными материалами аналогичного химического состава). При использовании пластины для наплавки, близкой по химсоставу наплавленному металлу, количество неиспользуемых нижних слоев может быть уменьшено до трех.
Металл сварного шва испытывают на плоских образцах, целиком вырезанных только из верхних слоев многослойного шва контролируемого сварного соединения. Ширина металла шва в месте отбора образца должна быть не менее 15 мм. Пластины для сварного соединения должны быть из коррозионно-стойкой стали того же класса и близкого химического состава, что и металл шва. Допускается использовать пластины из коррозионно-стойких сталей других классов или марок при условии предварительной трехслойной наплавки контролируемыми (или аналогичными по химическому составу) присадочными материалами подлежащих сварке кромок пластин.
При использовании тонких пластин для обеспечения требуемой ширины сварного шва допускается применение подкладок из той же стали, что и пластины (в случае предварительной наплавки кромок аналогичная наплавка выполняется и на поверхности подкладки).
Допускается металл сварного шва испытывать на плоских сварных образцах (см. табл.1 тип 1 или 2), изготовленных из контрольных сварных соединений стойкой против межкристаллитной коррозии стали, сварка которой выполнена присадочными материалами, предназначенными для сварки этой стали.
1.8. Рекомендуемые размеры всех указанных видов образцов для испытания методами AM, АМУ, АМУФ, ВУ, ДУ, В приведены в приложении 5. Допускаются другие размеры образцов.
1.9. Для испытания методами AM, АМУ, АМУФ, ВУ, В листа, труб, сорта, проволоки, ленты изготовляют:
из аустенитных сталей и сплавов - один комплект образцов (не менее двух штук);
из ферритных, аустенитно-мартенситных, аустенитно-ферритных сталей - два комплекта образцов (не менее четырех штук), один из которых контрольный;
из каждой контролируемой поковки, отливки, сварного соединения, наплавленного металла, металла шва всех указанных классов сталей и сплавов не менее четырех образцов, два из которых контрольные.
Контрольные образцы изгибают на угол (90±3)° и не подвергают кипячению в растворе (при необходимости контроля обеих поверхностей образец изгибают Z-образно).
Для испытания методом ДУ изготовляют для всех классов сталей из всех указанных видов металлопродукции, в том числе из сварных соединений, наплавленного металла и металла шва - один комплект образцов (но не менее двух штук).
1.10. Нестабилизированные стали (не содержащие титан или ниобий) с предельно допустимой массовой долей углерода не менее 0,030%, применяемые в состоянии поставки, испытывают на образцах в состоянии поставки, если нет дополнительных указаний в нормативно-технической документации на металлопродукцию.
Стабилизированные стали и сплавы (содержащие титан и ниобий) и нестабилизированные стали и сплавы с предельно допустимой массовой долей углерода не более 0,030%, применяемые в состоянии поставки, испытывают на образцах, изготовленных из заготовок металлопродукции, подвергнутых дополнительному провоцирующему нагреву по режимам, приведенным в табл.2.
В случае применения металлопродукции после термической обработки, отличающейся от состояния поставки, испытания проводят на образцах, изготовленных из заготовок, подвергнутых такой же термообработке и дополнительному провоцирующему нагреву по режимам, приведенным в табл.2 (сварные соединения провоцирующему нагреву не подвергают).
Таблица 2
Режим нагрева | |||
Марка стали и сплава | Температура, °С | Продолжи- | Среда охлаждения |
|
|
|
|
08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т | 540-560 | 60±3 | Воздух |
03Х21Н21М4ГБ, 03Н28МДТ | 690-710 | 60±3 | Воздух |
06ХН28МДТ | 690-710 | 20±3 | Воздух |
Все остальные стабилизированные и нестабилизированные стали с содержанием массовой доли углерода не более 0,030%* | 640-660 | 60±3 | Воздух |
________________ | |||
Образцы, изготовленные из отливок нестабилизированных сталей или сплавов, подвергают такой же термической обработке, как и изделия из этих отливок, а образцы из отливок стабилизированных сталей или сплавов еще дополнительно провоцирующему нагреву.
Допускается по согласованию потребителя с изготовителем проводить провоцирующий нагрев по другим режимам.
Провоцирующему нагреву подвергают заготовки для образцов.
Допускается подвергать провоцирующему нагреву образцы.
При разногласиях в оценке результатов испытаний провоцирующему нагреву подвергают заготовки для образцов.
Предварительно обезжиренные заготовки загружают в печь, нагретую до температуры провоцирующего нагрева.
1.11. Стали, применяемые в нагартованном или полунагартованном состоянии, испытывают на образцах без провоцирующего нагрева.
1.12. Допускается на предприятиях-изготовителях сварных изделий вместо испытания образцов с провоцирующим нагревом испытывать стали и сплавы на сварных образцах, контролируя зону термического влияния.
1.13. Стали и сплавы, подвергнутые повторной термообработке, отличной от провоцирующего нагрева, после этой термообработки испытывают по п.1.10 как новую партию металла.
1.14. При контроле сварных соединений, которые в процессе изготовления оборудования подвергаются термической обработке, изменяющей свойства металла, испытания проводят на сварных образцах, подвергнутых такой же термической обработке.
1.15. При испытании методами AM, АМУ, АМУФ, ВУ, В окалина, образовавшаяся на поверхности образцов после закалки или провоцирующего нагрева, до шлифовки или полировки должна быть удалена химическим или электрохимическим травлением, (при испытании по методу ДУ только химическим травлением) или механическим способом. При этом допускается обработка всей поверхности на глубину не более 1 мм.
Химическое травление образцов из сталей аустенитного, аустенитно-ферритного, аустенитно-мартенситного классов и сплавов на железоникелевой основе проводят в растворе состава:
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 - (620±3) см;
по ГОСТ 4461 - (620±3) см;
масса фтористого аммония по ГОСТ 4518 - (76,0±0,1) г;
объем воды - (300±3) см;
температура (20±5) °С;
сталей ферритного класса - в растворе состава:
объем соляной кислоты плотностью 1,19 г/см по ГОСТ 3118 - (50±1) см;
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 (5,0±0,1) см;
объем воды - (50±1) см;
температура раствора - 50-60 °С
или электролитически в растворе состава:
объем ортофосфорной кислоты плотностью 1,68 г/см по ГОСТ 6552 - (34±1) см;
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 (11±1) см;
объем воды - (955±3) см;
плотность тока - (0,5-0,6)·10 А/м
А/м ;
;
температура - 40-50 °С.
Образцы травят до полного удаления окалины. После травления образцы тщательно промывают водой.
Допускается проводить химическое травление в других растворах и по другим режимам, обеспечивающим полное удаление окалины, а на стали, стойкой против межкристаллитной коррозии, также отсутствие преимущественного травления границ зерен и точечной коррозии.
При разногласиях в результатах испытаний травление проводят только, как указано в настоящем пункте.
1.16. Параметр шероховатости поверхности образцов Ra перед испытанием должен быть не более 0,8 мкм по ГОСТ 2789. До указанной шероховатости доводят контролируемые поверхности образцов, испытываемых по методам AM, АМУ, АМУФ, ВУ, В и всю поверхность образцов, испытываемых по методу ДУ. Требуемую шероховатость достигают полированием или шлифованием. Перегрев поверхности не допустим.
Допускается образцы из холоднодеформированных и теплодеформированных труб, холоднокатаной и холоднотянутой металлопродукции, а также металлопродукции со специальной отделкой поверхности не подвергать полировке или шлифовке, если нет иных указаний в стандартах на металлопродукцию.
1.17. Перед испытанием образцы маркируют. Номер выбивают или наносят электрокарандашом (на хрупких материалах) на одном или двух концах образца на расстоянии от 5 до 10 мм от торца.
1.18. Перед испытанием образцы обезжиривают органическими растворителями: четыреххлористым углеродом, ацетоном, бензином и др. качеством ч. д. а. Допускается не проводить обезжиривания образцов, загружаемых в сосуд непосредственно после травления и промывки.
2. МЕТОД AM
2.1. Сущность метода
Образцы стали выдерживают в кипящем водном растворе сернокислой меди и серной кислоты в присутствии металлической меди.
Метод применяется для контроля сталей марок: 20Х13Н4Г9, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, 03Х16Н15М3, 03Х16Н15М3Б, 03Х17Н14М3, 08Х17Н13М2Т, 09Х16Н15М3Б, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 06Х18Н11, 03Х18Н11, 03Х18Н12, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 08Х17Т, 15Х25Т, 09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю, 09Х17Н7Ю1, 08Х17Н5М3, 12Х17Г9АН4, 07Х21Г7АН5.
Рекомендуется применять этот метод для контроля сталей марок: 10Х14Г14Н3, 10Х14Г14Н4Т, 10Х14АГ15.
2.2. Реактивы и растворы
Медь сернокислая ( ) по ГОСТ 4165 или медный купорос по ГОСТ 19347.
) по ГОСТ 4165 или медный купорос по ГОСТ 19347.
Кислота серная по ГОСТ 4204 плотностью 1,83 г/см, ч. д. а. или х. ч.
Кислота соляная по ГОСТ 3118 плотностью 1,19 г/см, ч. д. а. или х. ч.
Кислота азотная по ГОСТ 4461 плотностью 1,40 г/см, ч. д. а. или х. ч. раствор с массовой долей 20-30%.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания по ГОСТ 6709).
Медь в виде стружки или пластин по ГОСТ 859.
2.2.1. Раствор для испытания: в воду объемом (1000±3) см добавляют серно-кислую медь массой (130,0±0,1) г, а затем небольшими порциями добавляют серную кислоту объемом (120±3) см.
2.2.2. Раствор для повторных испытаний: в воду объемом (1000±3) см добавляют серно-кислую медь массой 110-160 г, а затем небольшими порциями добавляют серную кислоту объемом (100±3) см.
2.2.3. Раствор для выявления границ сварных швов: в воде объемом (20±1) см растворяют серно-кислую медь массой (4,0±0,1) г и добавляют соляную кислоту объемом (20±1) см.
2.3. Проведение испытания и оценка результатов
2.3.1. Испытание проводят в стеклянной колбе с обратным холодильником или в бачке из коррозионно-стойкой стабилизированной хромоникелевой стали с крышкой, снабженной обратным холодильником. На дно реакционного сосуда насыпают слой медной стружки, поверх которой загружают образцы.
Допускается:
вместо медной стружки использовать медные ребристые пластины (со сквозными отверстиями диаметром 5-7 мм) на подвеске при условии их надежного (сверху и снизу) контакта с образцами, хорошего омывания образцов раствором и удаления продуктов коррозии. При разногласиях в оценке качества металла испытания проводят в присутствии медной стружки;
загружать образцы в несколько рядов при условии всестороннего контакта с медной стружкой или двустороннего контакта с медными пластинами;
совместная загрузка следующих сталей:
1) 08Х17Т, 15Х25Т;
2) 09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю1, 08Х17Н5М3, 09Х17Н7Ю;
3) 08Х22Н6Т, 08Х18Г8Н2Т, 08Х21Н6М2Т;
4) 10Х14Г14Н3, 10Х14Г14Н4Т, 10Х14АГ15, 12Х17Г9АН4, 07Х21Г7АН5;
5) 12Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т;
6) 12Х18Н10Е, 06Х8Н11, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б;
7) 09Х16Н15М3Б, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т.
Реакционный сосуд заполняют раствором для испытания не менее чем на 20 мм выше поверхности образцов или слоя стружки (медных пластин) и непрерывно кипятят. Нельзя допускать нагрева холодильника.
2.3.2. Продолжительность выдержки в кипящем растворе должна составлять (24,00±0,25) г. При вынужденном перерыве испытания образцы из раствора не извлекают. Продолжительность испытания подсчитывается как суммарное количество часов испытания при кипении.
Для сталей марок 20Х13Н4Г9, 10Х14Г14Н3, 10Х14Г14Н4Т, 10Х14АГ15, 09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю, 09Х17Н7Ю1, 07Х21Г7АН5, 12Х17Г9АН4, 08Х18Г8Н2Т продолжительность выдержки в растворе должна составлять (15,00±0,25) ч.
2.3.3. При разногласиях в оценке результатов испытания проводят в стеклянной колбе непрерывно. При этом объем раствора должен быть не менее 10 см на 1 см поверхности образца.
2.3.4. После выдержки в растворе образцы промывают водой и просушивают. При отложении на образцах слоя меди, не смываемого струей воды, ее удаляют, промывая образцы в 20-30%-ном растворе азотной кислоты.
2.3.5. Допускается многократное использование раствора для испытания при условии сохранения его цвета, за исключением испытаний при разногласиях.
2.3.6. Медную стружку или медные пластины можно использовать неоднократно. В случае потемнения при хранении их промывают в растворе азотной кислоты, а затем водой.
2.3.7. Для обнаружения межкристаллитной коррозии по окончании выдержки в растворе образцы изгибают на угол (90±3)° по ГОСТ 14019 (трубы - по НТД).
Радиус закругления оправки в зависимости от класса стали и вида металлопродукции, из которой изготовлены образцы, приведен в табл.3.
Таблица 3
|
| ||
| аустенитных сталей и сплавов | аустенитно-ферритных сталей | ферритных и аустенитно-мартенситных сталей |
Лист, сортовой прокат, трубная заготовка, поковки | 1 мм - при толщине образцов не более 1 мм; не более одной толщины - при толщине образцов не более 1 мм | 3 мм - при толщине образцов не более 1 мм; не более трехкратной толщины образцов - при толщине образцов не более 3 мм; 10 мм - при толщине образцов более 3 мм | 3 мм - при толщине образцов не более 1 мм; не менее трехкратной толщины образцов - при толщине образцов от 1 до 5 мм |
Отливки, сварные соединения, металл шва, наплавленный металл | 2 мм - при толщине образцов не более 1 мм; не более двух толщин - при толщине образцов не более 3 мм; 10 мм - при толщине образцов более 3 мм | 3 мм - при толщине образцов не более 1 мм; не более трехкратной толщины образца - при толщине образцов - не более 3 мм; 10 мм - при толщине образцов более 3 мм | 3 мм - при толщине образцов не более 1 мм; не менее трехкратной толщины образца - при толщине образцов от 1 до 5 мм |
2.3.8. Если неизвестно, какая поверхность будет рабочей, то проверяют обе поверхности образца. Для этого образцу придают Z-образную форму изгибом. При испытании образцов из плакирующего слоя двухслойной металлопродукции и биметаллических труб изгиб проводят таким образом, чтобы сторона образца, с которой был удален основной слой, была бы обращена внутрь.
2.3.9. Из бесшовных труб образцы-сегменты и плоские образцы, вырезанные из выпрямленных или сплющенных патрубков или колец, изгибают Z-образно.
Если образцу трудно придать Z-образную форму, то испытание проводят на двойном количестве образцов, из которых одну половину изгибают по выпуклой поверхности, а другую - по вогнутой.
Наружную поверхность патрубков, вырезанных из бесшовных труб с наружным диаметром не более 5 мм, контролируют изгибом. Внутреннюю поверхность контролируют металлографическим методом или, при удалении части стенки патрубка по п.1.2, - изгибом.
Кольца и патрубки, изготовленные из бесшовных труб диаметром более 8 мм, контролируют сплющиванием по ГОСТ 9940 и ГОСТ 9941 путем сближения сжимающих плоскостей до расстояния ( ) в миллиметрах, вычисленного по формуле
) в миллиметрах, вычисленного по формуле
 (1)
(1)
где - наружный диаметр трубы, мм;
 - толщина стенки, мм.
- толщина стенки, мм.
При сплющивании образцов аустенитно-ферритных или ферритных сталей расстояние () вычисляют по формуле
 (2)
(2)
Внутреннюю поверхность колец и патрубков контролируют металлографическим методом. Допускается для аустенитных сталей контроль внутренней поверхности колец осуществлять отбортовкой до диаметра, определяемого по формуле
 (3)
(3)
где  - внутренний диаметр кольца, мм.
- внутренний диаметр кольца, мм.
2.3.10. Сварные образцы после испытаний в растворе изгибают по п.2.3.7:
тип 1 (см. табл.1) - по сварному шву при контроле металла шва; по зоне термического влияния при контроле сталей и сплавов; одну часть образцов по сварному шву, вторую - по зоне термического влияния при контроле сварного соединения и в целом;
тип 2 (см. табл.1) - перпендикулярно сварному шву при контроле металла шва, зоны термического влияния и сварного соединения в целом; в случае необходимости контроля обеих сторон образец изгибают Z-образно.
2.3.11. Допускается для выявления границ сварных швов после кипячения легкое травление образцов от 0,5 до 1 мин в растворе, приведенном в п.2.2.3.
2.3.12. Изгиб проводят таким образом, чтобы сварной шов, обращенный к рабочей среде, находился на внешней стороне образца. Если неизвестна сторона шва, обращенная к рабочей среде, то на внешней стороне образца должен находиться шов, подвергавшийся максимальному числу нагревов.
2.3.13. При механической обработке поверхности образца (п.1.4) изгиб проводят со стороны, не подвергавшейся обработке.
2.3.14. Образцы в виде колец и патрубков с продольным или кольцевым швом сплющивают по п.2.3.9, при этом в соответствии с ГОСТ 6996 кольцевой шов следует располагать по оси приложения сжимающей нагрузки, а продольный - в диаметральной плоскости, перпендикулярной действию сжимающей нагрузки.
2.3.15. Осмотр изогнутых образцов проводят с помощью лупы с увеличением 8-12 .
.
2.3.16. Отсутствие трещин на образце, изогнутом после испытания в растворе, за исключением продольных трещин и трещин непосредственно на кромках, свидетельствует о стойкости против межкристаллитной коррозии.
Если образцы не выдержали испытание в растворе п.2.2.1, допускается проводить повторные испытания в растворе п.2 2.2.
2.3.17. В тех случаях, если при изгибе контрольные образцы ломаются или после изгиба на них обнаружены трещины, за исключением продольных трещин и трещин непосредственно на кромках, а также если на образцах толщиной менее 0,1 мм изгибом не выявляется межкристаллитная коррозия или, если невозможен изгиб образца (из-за его размеров), то стойкость против межкристаллитной коррозии образцов, прошедших испытания в растворе, оценивают металлографическим методом.
Допускается применять физические методы контроля (см. приложение 6).
2.3.18. Для выявления межкристаллитной коррозии металлографическим методом из неизогнутого участка образца, прошедшего коррозионные испытания, вырезают пластину для изготовления шлифа так, чтобы плоскость реза была перпендикулярна контролируемой поверхности образца;
при вырезке пластин для шлифа из сварного образца линия реза должна проходить перпендикулярно сварному шву и плоскость реза должна содержать металл шва и зону термического влияния.
Рекомендуемая длина шлифа по контролируемой поверхности должна быть 15-20 мм.
Плоскость реза должна быть плоскостью шлифа.
Способ изготовления шлифа должен обеспечивать отсутствие завала кромок и заусенцев.
2.3.19. Наличие и глубину межкристаллитной коррозии устанавливают на протравленных шлифах при увеличении не менее 200. Травление проводят лишь до слабого выявления границ зерен.
Режимы травления шлифов и реактивы для выявления межкристаллитной коррозии приведены в приложении 7.
Шлиф просматривают со стороны контролируемой поверхности.
Определяют максимальную глубину разрушения, выявленную в шести полях зрения. В эти поля зрения должны быть включены участки с наибольшей глубиной межкристаллитной коррозии.
2.3.20. Признаком стойкости против межкристаллитной коррозии при металлографическом контроле считается разрушение границ зерен на максимальную глубину не более 30 мкм, если нет других указаний в стандартах на металлопродукцию; в образцах из металлопродукции толщиной менее 1,5 мм - на глубину не более 10 мкм.
3. МЕТОД АМУ
3.1. Сущность метода
Образцы стали выдерживают в кипящем водном растворе сернокислой меди и серной кислоты повышенной концентрации по сравнению с методом AM в присутствии металлической меди.
Метод является ускоренным и применяется для контроля тех же марок сталей, что и метод AM, за исключением сталей, приведенных в п.2.3.2, для которых продолжительность испытаний по методу AM составляет 15 ч.
3.2. Реактивы и растворы
Реактивы - по п.2.2.
Раствор для испытаний: в воде объемом (1000±3) см растворяют серно-кислую медь массой (50,0±0,1) г, а затем небольшими порциями добавляют серную кислоту объемом (250±3) см.
3.3. Проведение испытания и оценка результатов
3.3.1. Испытание проводят в соответствии с требованиями пп.2.3.1, 2.3.3-2.3.6.
3.3.2. Продолжительность выдержки в растворе составляет (8,00±0,25) ч.
3.3.3. Выявление межкристаллитной коррозии проводят по пп.2.3.7-2.3.15; 2.3.17-2.3.19; оценку результатов испытаний проводят по пп.2.3.16, 2.3.20.
4. МЕТОД АМУФ
4.1. Сущность метода
Образцы стали выдерживают при температуре 20-30 °С в водном растворе серно-кислой меди, серной кислоты и фтористого натрия в присутствии металлической меди.
Метод является ускоренным по сравнению с методами AM и АМУ и применяется для контроля тех же марок сталей, что и метод АМУ (п.3.1).
В случае разногласий в оценке качества металла испытания проводят методом AM.
4.2. Реактивы и растворы
Реактивы - по п.2.2 с дополнениями:
фтористый натрий по ГОСТ 4463;
фтористый калий по ГОСТ 20848.
Раствор для испытаний: в воде объемом (1000±3) см растворяют серно-кислую медь массой (50,0±0,1) г, фтористый натрий массой (128,0±0,1) г, затем небольшими порциями (для предотвращения разогрева раствора) добавляют серную кислоту объемом (250±1) см. Допускается вместо фтористого натрия массой (128,0±0,1) г добавлять фтористый калий массой (177,0±0,1) г.
Приготовление раствора следует проводить в полиэтиленовом сосуде.
4.3. Проведение испытания и оценка результатов
4.3.1. Испытания проводят в полиэтиленовом сосуде по п.2.3.1.
Реакционный сосуд заполняют раствором для испытаний не менее чем на 20 мм выше поверхности образцов или слоя стружки (медных пластин) и закрывают крышкой.
4.3.2. Продолжительность испытаний для сталей без молибдена (2,0±0,1) ч, содержащих молибден (3,0±0,1) ч.
4.3.3. Обработку образцов после испытаний проводят по п.2.3.4.
4.3.4. Допустимо многократное использование раствора и металлической меди по пп.2.3.5, 2.3.6.
4.3.5. Выявление межкристаллитной коррозии проводят по пп.2.3.7 - 2.3.15.
При разногласиях допускается проводить осмотр изогнутых образцов с помощью лупы с увеличением 16-20.
Оценка результатов испытаний - по п.2.3.16.
Допускается проводить повторные испытания по методам AM или АМУ.
5. МЕТОД ВУ
5.1. Сущность метода
Образцы стали или сплава выдерживают в кипящем водном растворе серно-кислого окисного железа и серной кислоты.
Метод предназначен для контроля стали марки 0ЗХ21Н21М4ГБ и сплавов на железоникелевой основе марок 06ХН28МДТ и 03ХН28МДТ.
5.2. Реактивы и растворы
Кислота серная по ГОСТ 4204 плотностью 1,83 г/см, ч. д. а. или х.ч., раствор массовой долей (50,0±0,2)%, плотностью 1,395 г/см.
Железо (III) - серно-кислое ( ) по ГОСТ 9485.
) по ГОСТ 9485.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания - по ГОСТ 6709).
5.3. Проведение испытания и оценка результатов
5.3.1. Испытания проводятся в стеклянной колбе или бачке из сплава на железоникелевой основе, снабженных обратным холодильником. При разногласии в оценке стойкости против межкристаллитной коррозии испытания проводят в стеклянной колбе.
На дно реакционного сосуда укладывают бусы, стеклянные трубки или фарфоровые лодочки, поверх которых загружают образцы.
В фарфоровой ступке полностью растирают до порошка сернокислое железо массой 40 г на 1000 см объема раствора серной кислоты. Полученный порошок насыпают в сосуд с образцами и затем наливают холодный раствор серной кислоты.
Количество раствора на 1 см площади поверхности образца должно быть не менее 5 см.
Совместная загрузка в сосуд образцов сталей и сплавов различных марок не допускается.
5.3.2. Продолжительность выдержки в кипящем растворе (48,00±0,25) ч.
Кипячение проводят непрерывно, не допуская нагрева холодильника. При вынужденном перерыве в испытании необходимо поступать, как указано в п.2.3.2.
5.3.3. Выявление межкристаллитной коррозии проводят по пп.2.3.7-2.3.15, 2.3.17-2.3.19; оценку результатов испытаний проводят по пп.2.3.16, 2.3.20.
При обнаружении межкристаллитной коррозии в сплавах марок 06ХН28МДТ и 03ХН28МДТ методом ВУ допускается повторно проводить испытания методом В.
6. МЕТОД ДУ
6.1. Сущность метода
Образцы стали выдерживают в кипящем водном растворе азотной кислоты. Метод предназначается для контроля сталей марок 03Х16Н15М3, 03Х17Н14М3, 03Х18Н11 и 03Х18Н12.
6.2. Реактивы и растворы
Кислота азотная особой чистоты по ГОСТ 11125, раствор массовой долей (65,0±0,2)%, плотностью 1,391 г/см; после приготовления раствор следует выдерживать не менее 24 ч.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания по ГОСТ 6709).
6.3. Проведение испытания и оценка результатов
6.3.1. Перед испытанием образцы маркируют и измеряют: длину, ширину или диаметр и толщину не менее чем в трех местах и определяют среднее значение для каждого из параметров. Погрешность измерений не должна превышать 0,1 мм.
Затем образцы обезжиривают, промывают водопроводной водой, ополаскивают дистиллированной водой, просушивают и взвешивают на аналитических весах. Погрешность измерения массы не должна быть более 0,1 мг.
6.3.2. Испытания проводят в стеклянной колбе с обратным холодильником. На дно колбы кладут бусы, стеклянные трубки или фарфоровые лодочки, поверх которых загружают образцы.
Допускается совместное испытание в одной колбе образцов из стали только одной плавки.
6.3.3. Образцы заливают раствором азотной кислоты из расчета 9-10 см на 1 см поверхности образца. При разногласиях в оценке стойкости против межкристаллитной коррозии объем кислоты увеличивают до 20 см на 1 см поверхности образца.
6.3.4. Колбу с образцами, заполненную раствором азотной кислоты, устанавливают на помещенное в вытяжном шкафу нагревательное устройство, обеспечивающее равномерный нагрев.
6.3.5. Испытание проводят при слабом равномерном кипении. Не допускается выпаривание раствора и выделение окислов азота бурого цвета. С помощью индикаторной бумаги следует убедиться, что выходящие из холодильника пары не содержат кислоты. При обнаружении выпаривания раствора его сливают и заменяют свежим.
6.3.6. Время испытаний составляет пять циклов по (48,00±0,25) ч каждый.
Допускается по согласованию с потребителем для сталей марок 03Х18Н11 и 03Х18Н12 после третьего цикла дальнейших испытаний не проводить, если скорость коррозии во втором и третьем циклах не превышает 0,30 мм/год.
6.3.7. После 48 ч кипячения образцы извлекают из колбы, промывают водопроводной водой, ополаскивают дистиллированной водой, просушивают, взвешивают и после смены раствора загружают вновь.
При вынужденном перерыве кипячения образцы извлекают из колбы, промывают и просушивают. Раствор может быть использован для повторной загрузки.
6.3.8. Для оценки межкристаллитной коррозии определяют скорость коррозии ( ), г/м·ч, по формуле (4) или мм/год, по формуле (5)
), г/м·ч, по формуле (4) или мм/год, по формуле (5)
 (4)
(4) (5)
(5)
где  - потеря массы образца, г;
- потеря массы образца, г;
 - поверхность испытуемого образца, см;
- поверхность испытуемого образца, см;
 - продолжительность испытания, ч;
- продолжительность испытания, ч;
 - плотность испытуемой стали, г/см.
- плотность испытуемой стали, г/см.
Погрешность определения скорости коррозии для рекомендуемых размеров образцов (см. приложение 2) не более 0,02 мм/год при доверительной вероятности 95%.
6.3.9. Образцы считают не выдержавшими испытание, если скорость коррозии стали, сварного соединения, наплавленного металла или металла шва после второго или последующих циклов более 0,5 мм/год, а также если скорость коррозии сварного соединения не более 0,5 мм/год, но или околошовная зона, или зона термического влияния, или металл шва подверглись повышенной травимости по сравнению с основным металлом; осмотр образца следует проводить с увеличением не менее чем в 7 раз.
В сомнительных случаях при оценке качества сварного соединения допускается проведение металлографического анализа.
Образцы считают не выдержавшими испытание, если средняя глубина растравливания околошной зоны или зоны термического влияния или металла шва не менее чем на 30 мкм больше основного металла.
7. ПРОТОКОЛ ИСПЫТАНИЙ
В протоколе испытаний следует указать:
1) марку стали, вид металлопродукции, из которой изготовлен образец, маркировку;
2) режим термической обработки образца;
3) метод испытания;
4) результаты испытаний: образцы стойкости против МКК, образцы не стойки против МКК или скорость коррозии по методу ДУ в каждом из циклов.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Требования безопасности при работе с реактивами, указанными в настоящем стандарте, имеются в соответствующих стандартах на реактивы:
кислота азотная по ГОСТ 4461 и ГОСТ 11125,
кислота серная по ГОСТ 4204,
медь серно-кислая по ГОСТ 4165,
медный купорос по ГОСТ 19347,
кислота соляная по ГОСТ 3118,
железо серно-кислое по ГОСТ 9485,
фтористый натрий по ГОСТ 4463,
фтористый калий по ГОСТ 20848,
кислота щавелевая по ГОСТ 22180,
кислота ортофосфорная по ГОСТ 6552,
аммоний фтористый по ГОСТ 4518,
порошок цинковый по ГОСТ 12601, класс А.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТОД В
1. Сущность метода
Образцы стали или сплава выдерживают в кипящем водном растворе сернокислой меди и серной кислоты с добавлением цинкового порошка.
Метод применяют для контроля сплавов 06ХН28МДТ и 03ХН28МДТ.
2. Реактивы и растворы
Медь серно-кислая ( ) по ГОСТ 4165 или медный купорос по ГОСТ 19347.
) по ГОСТ 4165 или медный купорос по ГОСТ 19347.
Кислота серная по ГОСТ 4204 плотностью 1,83 г/см, ч. д. а. или х. ч.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания по ГОСТ 6709).
Порошок цинковый по ГОСТ 12601, класс А.
Раствор для испытания: в воде объемом (1000±3) см растворяют сернокислую медь массой (110,0±0,2) г, затем небольшими порциями добавляют серную кислоту объемом (55,0±0,3) см.
3. Проведение испытания и оценка результатов
3.1. Испытание проводят в стеклянной колбе или бачке из сплава на железоникелевой основе, снабженных обратными холодильниками. На дно реакционного сосуда укладывают бусы, стеклянные трубки или фарфоровые лодочки, поверх которых загружают образцы. Затем сосуд заполняют раствором для испытания не менее чем на 20 мм выше поверхности образцов и добавляют цинковый порошок массой (5,0±0,1) г на каждые (1000±3) см объема раствора.
Когда бурная реакция выделения водорода закончится, реакционный сосуд соединяют с холодильником.
3.2. Продолжительность выдержки в растворе (144,00±0,25) ч. Раствор кипятят непрерывно, не допуская нагрева холодильника. При вынужденном перерыве образцы из реакционного сосуда не извлекают. Продолжительность испытания подсчитывается как суммарное количество часов кипячения.
3.3. Обработку образцов после испытаний проводят по п.2.3.4.
3.4. Выявление межкристаллитной коррозии проводят по пп.2.3.7-2.3.15, 2.3.17-2.3.19, оценку результатов испытаний проводят по пп.2.3.16, 2.3.20 настоящего стандарта.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МЕТОД ТЩК
1. Сущность метода
Образцы стали подвергают анодному травлению в 10%-ном водном растворе щавелевой кислоты.
Метод применяют для предварительной оценки образцов стали типа 03Х18Н11, подлежащей контролю по методу ДУ.
2. Реактивы и растворы
Кислота щавелевая ( ) по ГОСТ 22180, ч. д. а. или х. ч.
) по ГОСТ 22180, ч. д. а. или х. ч.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания по ГОСТ 6709).
Раствор для испытания: в воде объемом (900±3) см растворяют щавелевую кислоту массой (100,0±0,1) г.
3. Аппаратура
Регулируемый источник постоянного тока напряжением не менее 15 В, обеспечивающий максимальный ток не менее 10 А (типа ВСА-5К).
Амперметр четвертого класса с диапазоном измерений от 0 до 30 А.
Катод - в виде пластины или сосуды из коррозионно-стойкой стали.
Электролитическая ячейка - из стекла или коррозионно-стойкой стали.
Зажимы для подсоединения источника тока к катоду и шлифу-аноду.
4. Изготовление образцов-шлифов
4.1. Заготовку под образцы-шлифы вырезают по п.1.1 настоящего стандарта с учетом требований п.4.2 приложения 2, подвергают ее термообработке по п.1.10 и последующему травлению по п.1.15.
4.2. От заготовки в направлении, перпендикулярном направлению проката, холодным резом отрезают образец-шлиф таким образом, чтобы не деформировать контролируемые поверхности и обеспечить возможность оценки их состояния.
Плоскость реза должна быть плоскостью шлифа, рекомендуемая площадь шлифа - не менее 1 см.
4.3. При ширине плоскости шлифа менее 5 мм образец-шлифа запрессовывают в пластмассу или изготавливают шлиф любым другим способом, обеспечивающим качественную подготовку поверхности.
4.4. Шлифование образца проводится последовательно на шлифовальных шкурках от крупной к мелкой.
Окончательной операцией изготовления шлифа является полирование.
Не допускается разогрев образца-шлифа.
5. Проведение испытания
5.1. Травление образца-шлифа с учетом всей поверхности, погруженной в раствор, проводится при плотности тока (1,0±0,2)·10 А/м в течение (1,50±0,01) мин.
5.2. Температура раствора во время травления должна быть не более 50 °С, что достигается применением водоохлаждаемой ячейки или двух ячеек, одна из которых охлаждается.
Следует избегать погружения зажимов в травильный раствор.
5.3. По окончании травления ток выключают, образец-шлиф извлекают из ячейки, тщательно промывают в большом количестве воды и высушивают.
5.4. В процессе травления на катоде из коррозионно-стойкой стали может образовываться желто-зеленая пленка, повышающая сопротивление ячейки. Пленку следует удалить, обработав катод азотной кислотой массовой долей (30±2)%, и затем тщательно промыв его водой.
5.5. Допускается для травления многократное использование раствора щавелевой кислоты при условии сохранения его прозрачности.
6. Классификация структур травления
6.1. Металлографическое исследование структуры протравленной поверхности шлифа проводят с увеличением  ; осмотру подвергают всю поверхность шлифа.
; осмотру подвергают всю поверхность шлифа.
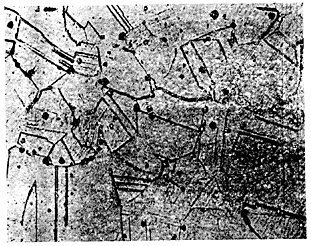
6.2. Структуры травления подразделяют на типы:
Канавочная структура (черт.1) - границы зерен растравлены до образования канавок; при этом одно или несколько зерен полностью окружены канавками.
Канавочная структура (500 )
)
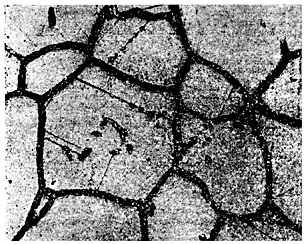
Черт.1
Ступенчатая структура (черт.2) - границы между зернами выявляются только либо в виде ступенек, либо в виде тонких линий. Канавки на границах зерен отсутствуют;
Ступенчатая структура
Черт.2
Промежуточная структура (черт.3) - границы нескольких зерен растравлены до образования канавок, но ни одно из зерен полностью не окружено канавками.
Промежуточная структура (500)

Черт.3
Зернограничный питтинг I (черт.4) - в структуре при наведении фокуса на протравленную плоскость шлифа наблюдается много мелких светлых питтингов и единичные глубокие темные зернограничные питтинги, расположенные преимущественно по границам зерен.
Зернограничный питтинг I (500)
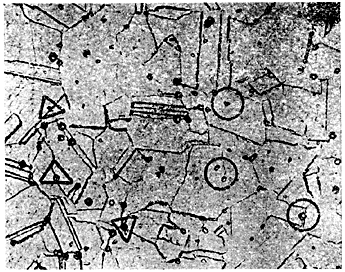
 - светлый питтинг;
- светлый питтинг;
 - темный питтинг
- темный питтинг
Черт.4
Зернограничный питтинг II (черт.5) - в структуре при наведении фокуса на протравленную плоскость шлифа наблюдается значительное количество глубоких, темных зернограничных питтингов и единичные мелкие светлые питтинги.
Зернограничный питтинг II (500)
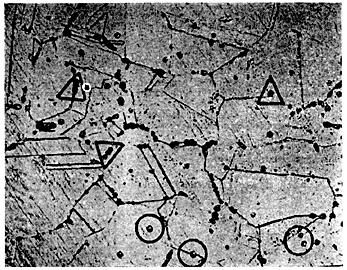
- светлый питтинг;
- темный питтинг
Черт.5
6.3. На протравленном шлифе обычно наблюдается одна из структур травления границ зерен и зернограничный питтинг I или II.
Между промежуточной структурой и зернограничным питтингом II нет резкой разницы. При большом скоплении на границе зерен темных питтингов структура может рассматриваться как промежуточная с небольшим растравом границ зерен.
7. Ступенчатная структура и зернограничный питтинг I свидетельствуют о стойкости образцов стали против межкристаллитной коррозии.
Канавочная структура - о склонности образцов стали к межкристаллитной коррозии.
Для подтверждения оценки образцов стали, имеющих указанные две структуры, проведение испытаний методом ДУ не требуется.
При промежуточной структуре и зернограничном питтинге II необходимо проведение испытания образцов стали по методу ДУ.
Допускается проведение испытаний методом ДУ образцов стали, имеющих канавочную структуру.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
МЕТОД Б
1. Сущность метода
Сталь подвергают анодному травлению в водном растворе ингибированной серной кислоты.
Метод применяют для контроля изделий и деталей, изготовленных сваркой, горячей штамповкой и гибкой из стали марок 12Х19Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 12Х18Н10Т, 08X18H10T, 03Х18Н11, 06Х18Н11, 08Х18Н12Т, 12Х18Н12Т и двухслойных сталей этих марок.
Металл сварного шва не подлежит контролю этим методом.
2. Аппаратура
Установка, схема которой приведена на черт.6, включает свинцовый сосуд (катод), представленный на черт.7.
Схема установки
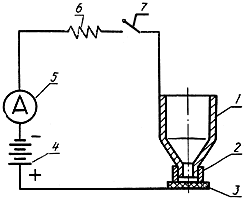
1 - свинцовый сосуд; 2 - резиновая манжета; 3 - образец; 4 - источник постоянного тока;
5 - амперметр с ценой деления не более 0,1 А; 6 - реостат или магазин сопротивления;
7 - переключатель или ключ
Черт.6
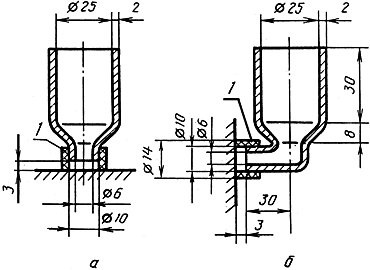
а - сосуд для испытаний горизонтальных поверхностей;
б - сосуд для испытаний вертикальных поверхностей; 1 - резиновая манжета
Черт.7
3. Реактивы и растворы
Кислота серная по ГОСТ 4204 плотностью 1,83 г/см, раствор с массовой долей (60,0±0,2)%.
Уротропин  по ГОСТ 1381 или другой ингибитор для серной кислоты, раствор с массовой долей (0,50±0,05)%.
по ГОСТ 1381 или другой ингибитор для серной кислоты, раствор с массовой долей (0,50±0,05)%.
Вода дистиллированная (рН, содержание хлоридов, нитратов и остатка после выпаривания по ГОСТ 6709).
Раствор для испытаний содержит раствор уротропина объемом (20±1) см и раствор кислоты объемом (1000±3) см.
4. Проведение испытания и оценка результатов
4.1. Поверхность участков, подлежащих контролю, шлифуют до шероховатости  мкм. После шлифования контрольные участки обезжиривают органическими растворителями.
мкм. После шлифования контрольные участки обезжиривают органическими растворителями.
4.2. Испытание проводят анодным травлением контролируемых участков поверхности детали, которую включают в цепь постоянного тока при плотности тока (0,65±0,01)·10 А/м. Катодом является свинцовый сосуд (см. черт.7), который укрепляют на контролируемой поверхности испытуемого изделия или материала с помощью резиновой манжеты. В сосуд наливают раствора объемом от 3 до 5 см.
Допускается изготовлять сосуды из другого металла, коррозионно-стойкого в среде п.3.
Температура испытания (20±10) °С. При невозможности применения сосуда конструкции, приведенной на черт.7, допускается изменять конструкцию применительно к контролируемым изделиям.
4.3. При испытании сварных изделий контролируют зону термического влияния около сварного шва. При этом анодное пятно наносят с таким расчетом, чтобы край пятна захватывал не более 1 мм ширины наплавленного металла.
В местах, подлежащих контролю, усиление шва удаляют.
Испытания проводят по обеим сторонам шва в шахматном порядке. При длине сварного шва до 2 м зону термического влияния контролируют не менее чем в четырех точках.
4.4. Изделия, имеющие перекрещивающиеся швы, испытывают во всех местах перекрещивания швов по черт.8.
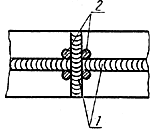
1 - сварной шов; 2 - места анодного травления
Черт.8
4.5. Продолжительность испытания после включения тока (5,0±0,20) мин. При повышенной травимости опыт повторяют и продолжительность испытаний может быть сокращена до 1-2 мин.
По окончании испытаний ток выключают, сосуд и контрольную поверхность промывают водой, вытирают фильтровальной бумагой и протирают этиловым спиртом.
4.6. Стойкость стали против межкристаллитной коррозии оценивают, просматривая пятно, полученное на поверхности образца или изделия после анодного травления, при увеличении не менее чем в 20 раз (черт.9 и 10).
Увеличение 50
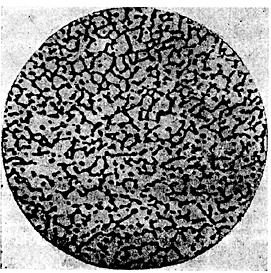
Черт.9
Увеличение 50
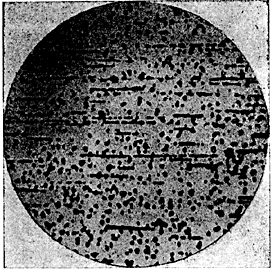
Черт.10
4.7. Признаком склонности к межкристаллитной коррозии является наличие непрерывной сетки в местах анодного травления (см. черт.9).
При отсутствии непрерывной сетки полосчатость в местах анодного травления не является браковочным признаком (см. черт.10).
4.8. При усиленном растравлении поверхности мест анодного травления, связанных с пониженной общей коррозионной стойкостью стали или с очень низкой стойкостью ее против межкристаллитной коррозии, проводят повторные испытания на контрольных образцах по одному из методов AM, АМУ, АМУФ.
ПРИЛОЖЕНИЕ 4
Обязательное
ФОРМУЛЫ РАСЧЕТА СООТНОШЕНИЯ РАЗМЕРОВ
ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ ПО МЕТОДУ ДУ
Плоского  (6)
(6)
Цилиндрического  (7)
(7)
Патрубка  (8)
(8)
Сегмента  (9)
(9)
где
 - длина, мм;
- длина, мм;
 - ширина, мм;
- ширина, мм;
- толщина, мм;
- наружный диаметр, мм;
 - длина дуги, мм;
- длина дуги, мм;
- высота, мм.
Длина дуги определяется по формуле  ,
,
где  - коэффициент для различных значений ширины сегмента , выбирается согласно приложениям 6 и 7 ГОСТ 10006.
- коэффициент для различных значений ширины сегмента , выбирается согласно приложениям 6 и 7 ГОСТ 10006.
Допускается длину определять миллиметровой бумагой. В этом случае погрешность в определении скорости коррозии не превысит 0,05 мм/год при доверительной вероятности 95%.
ПРИЛОЖЕНИЕ 5
Рекомендуемое
Таблица 4
| ||||||||||
Материал |
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1. Листовой прокат толщиной не более 10 мм | Не менее 50 | 20,0±0,5 | Такая же, как у заготовки | - | - | 30-40 | 10-15 | Не более 7 | - | - |
2. Проволока, сортовой и фасонный прокат диаметром или толщиной не более 10 мм | Не менее 50 | Такая же, как у заготовки | То же | Такой же, как у заготовки | - | - | - | - | Не более 10 | 20-40 |
3. Листовой прокат толщиной более 10 мм | Не менее 50 | 20,0±0,5 | 3-5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
4. Поковка, отливка, трубная заготовка, сортовой и фасонный прокат толщиной или диаметром более 10 мм | Не менее 50 | 10-20 | 3-5 | - | - | 30-40 | 10-15 | Не более 7 | Не более 10 | 20-40 |
5. Двухслойный листовой прокат | Не менее 50 | 20,0±0,5 | Не более 5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
6. Трубы бесшовные диаметром более 5 мм: |
|
|
|
|
|
|
|
|
|
|
плоский образец или сегмент | Не менее 50 | Не более 20 | Не более 5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
кольцо или патрубок | - | - | Не более 5 | Не более 40 | Не менее 0,5 | - | - | Не более 6 | - | 30-40 |
7. Трубы бесшовные диаметром не более 5 мм | Не менее 80 | - | - | - | - | - | - | - | - | - |
8. Трубы бесшовные биме- таллические: |
|
|
|
|
|
|
|
|
|
|
плоский образец или сегмент | Не менее 50 | Не более 20 | Не более 5 | - | - | 30-40 | 10-15 | Не более 7 | - |
|
кольцо или патрубок | - | - | Не более 5 | Не более 40 | Не менее 0,5 | - | - | Не более 6 | - | 30-40 |
9. Трубы электросварные: |
|
|
|
|
|
|
|
|
|
|
сегмент по табл.1 тип 1 | Не менее 80 | 20,0±0,5 | Не более 5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
сегмент по табл.1 тип 2 | Не менее 80 | 30,0±0,5 | Не более 5 | - | - | 35,0±0,5 | 30,0±0,5 | Не более 7 | - | - |
кольцо или патрубок | - | - | Не более 5 | Не более 40 | Не менее 0,5 | - | - | Не более 6 | - | 30-40 |
10. Трубы с кольцевым швом: |
|
|
|
|
|
|
|
|
|
|
сегмент по табл.1 тип 1 | Не менее 80 | 20,0±0,5 | Не более 5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
сегмент по табл.1 тип 2 | Не менее 80 | 20,0±0,5 | Не более 5 | - | - | 35,0±0,5 | 30,0±0,5 | Не более 7 | - | - |
кольцо или патрубок | - | - | Не более 5 | Не более 40 | Не менее 0,5 | - | - | Не более 6 | - | 30-40 |
11. Сварные соединения листового и сортового проката, поковки, отливки: |
|
|
|
|
|
|
|
|
|
|
образцы по табл.1 тип 1 | Не менее 80 | 20,0±0,5 | Не более 10 | - | - |
|
|
|
|
|
образцы по табл.1 тип 2 | Не менее 80 | 30,0±0,5 | То же | - | - | 35,0±0,5 | 30,0±0,5 | Не более 7 | - | - |
12. Покрытые электроды, сварочная проволока и лента: |
|
|
|
|
|
|
|
|
|
|
из металла шва и наплавленного металла: |
|
|
|
|
|
|
|
|
|
|
плоский образец | Не менее 50 | 10-20 | 3-5 | - | - | 30-40 | 10-15 | Не более 7 | - | - |
из сварной пластины по табл.1 тип 1 | Не менее 80 | 20,0±0,5 | Не более 10 | - | - | - | - | - | - | - |
из сварной пластины по табл.1 тип 2 | Не менее 80 | 30,0±0,5 | То же | - | - | 35,0±0,5 | 30,0±0,5 | Не более 7 | - | - |



 Допускается доведение толщины или диаметра до 3-5 мм. Для ферритных сталей толщина или диаметр не более 5 мм, для аустенитно-мартенситных - не более 3 мм.
Допускается доведение толщины или диаметра до 3-5 мм. Для ферритных сталей толщина или диаметр не более 5 мм, для аустенитно-мартенситных - не более 3 мм.
Для аустенитно-мартенситных сталей не более 3 мм.
Для сегмента - длина дуги ().
Ширина основного металла должна быть не менее 5 мм с каждой стороны шва.
 Ширина основного металла должна быть не более 13 мм с каждой стороны шва.
Ширина основного металла должна быть не более 13 мм с каждой стороны шва.
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ФИЗИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ
1.Ультразвуковой метод
Ультразвуковой метод контроля межкристаллитной коррозии основан на принципе рассеивания ультразвуковых колебаний на участках металла, пораженных межкристаллитной коррозией. Для контроля межкристаллитной коррозии может быть использован импульсный ультразвуковой прибор с набором частот ультразвука от 0,5 до 5-10 МГц, например УС-13И, выпускаемый Кишиневским заводом. Контроль следует проводить наклонными преобразователями, посылающими в металл поверхностные или сдвиговые ультразвуковые волны.
Преобразователи следует устанавливать на некотором расстоянии друг против друга (не менее 50 мм).
В качестве контактной среды целесообразно применять трансформаторное масло. Режим работы прибора устанавливается по контрольному образцу, не подверженному межкристаллитной коррозии, так, чтобы амплитуда сигнала при этом была порядка 40 мм. Глубина коррозии должна оцениваться по изменению амплитуды ультразвукового сигнала в связи с его рассеиванием на участках металла, пораженных межкристаллитной коррозией. Для количественной оценки глубины коррозии разработан относительный ультразвуковой метод в двух вариантах.
Вариант 1
Показателями степени рассеивания ультразвуковых колебаний, по которым определяется глубина прокорродировавшего слоя, принимаются отношения амплитуд эхо-сигналов при ультразвуковом контроле образцов с различной глубиной коррозии и без коррозии при финансированной частоте ультразвука и при постоянном коэффициенте усиления прибора. Эти отношения названы коэффициентами межкристаллитной коррозии ( ). Они определяются следующими равенствами
). Они определяются следующими равенствами

 *?
*?
___________________
* Текст соответствует оригиналу. Примечание
где  ,
,  ,
,  - амплитуда сигналов при контроле образцов с различной глубиной межкристаллитной коррозии;
- амплитуда сигналов при контроле образцов с различной глубиной межкристаллитной коррозии;
 - амплитуда сигнала при контроле образца без коррозии.
- амплитуда сигнала при контроле образца без коррозии.
Вариант 2
Показателями степени рассеивания ультразвуковых колебаний в металле, по которым определяется глубина прокорродировавшего слоя, принимаются отношения амплитуд эхо-сигналов при прозвучивании металла на разных частотах ультразвука при постоянном коэффициенте усиления. Коэффициенты межкристаллитной коррозии ( ) в этом случае определяются равенствами
) в этом случае определяются равенствами



где  ,
,  ,
,  - амплитуда сигналов при заданном коэффициенте усиления и частотах соответственно
- амплитуда сигналов при заданном коэффициенте усиления и частотах соответственно  ; при
; при  частота ультразвуковых колебаний выбирается таким образом, чтобы
частота ультразвуковых колебаний выбирается таким образом, чтобы  для максимального поражения металла межкристаллитной коррозией.
для максимального поражения металла межкристаллитной коррозией.
Значения коэффициентов для данной марки и режима термообработки, обеспечивающего приблизительно одинаковую величину зерна, при постоянном коэффициенте усилия однозначно определяются глубиной межкристаллитной коррозии металла. Поэтому, установив эти коэффициенты по контрольным образцам с известной глубиной коррозии, можно с достаточной для практики точностью определять ультразвуковым методом глубины коррозии. Величина коэффициента межкристаллитной коррозии уменьшается от 1 до 0 при увеличении глубины коррозии, а чувствительность контроля повышается с увеличением частоты ультразвука. При этом возможно надежное обнаружение начальной стадии межкристаллитной коррозии при ее проникновении на глубину 10 - 25 мкм.
Возможно также оценивать глубину межкристаллитной коррозии измерением коэффициента затухания ультразвуковых колебаний в слоях металла, пораженных коррозией.
2. Метод вихревых токов
Метод определения глубины межкристаллитной коррозии вихревыми токами основан на возбуждении вихревых токов в контролируемом участке изделия и существенной их зависимости от электропроводности материала.
Сущность метода заключается в следующем. Исследуемый участок поверхности образца подвергается воздействию магнитного поля катушки, питаемой переменным током. Возбуждаемые при этом в поверхностном слое вихревые токи создают магнитное поле, противоположное по знаку полю катушки. Взаимодействие высокочастотного магнитного поля катушки с полем вихревых токов приводит к изменению полного импеданса катушки, что вызывает изменение амплитуды и фазы колебаний в катушке.
Для контроля глубины межкристаллитной коррозии рекомендуется использовать токовихревые приборы с частотой электромагнитных колебаний в диапазоне 500 кГц2 Мгц.
Для определения глубины межкристаллитной коррозии необходимо предварительно построить градуировочную кривую. Для построения кривой подготавливается набор образцов из стали данной марки с различной глубиной коррозии в результате разного времени их кипячения в стандартном растворе. Показания прибора для определенных участков этих образцов сопоставляются с данными металлографического исследования.
При построении градуировочных графиков желательно настраивать прибор на оптимальный режим так, чтобы при измерениях использовались возможно большая часть шкалы прибора.
Таким образом, каждая градуировочная кривая будет иметь нижний предел измерений, полученный на образце, не подверженном межкристаллитной коррозии, и верхний предел измерения, полученный на контрольном образце с максимальной глубиной поражения поверхности межкристаллитной коррозией для данной серии измерений. После построения градуировочной кривой определение глубины проникновения межкристаллитной коррозии сводится к установке преобразователя на поверхность контролируемого образца, отсчету по шкале прибора и нахождению глубины коррозии по градуировочной кривой для данной марки стали.
В процессе контроля рекомендуется периодически проверять установку прибора на нуль на образце без коррозии. Пределы измерения глубины межкристаллитной коррозии токовихревыми приборами от 10-20 до 200-500 мкм.
3. Цветной метод
Цветной метод контроля межкристаллитной коррозии основан на капиллярном проникновении хорошо смачивающей жидкости в дефекты на поверхности металла. Сущность метода заключается в том, что на контролируемую поверхность металла наносится слой покрашенной жидкости - индикаторного пенетранта (керосин - массовая доля (80,0±0,2)%, скипидар - массовая доля (20,0±0,2)%, краситель жирорастворимый темно-красный: Ж (судан IV) массой (15,0±0,1) г на (1000±3) см объема жидкости или "Родамин С" массой (30,0±0,1) г на (1000±3) см объема этилового технического спирта).
Под воздействием капиллярных сил пенетрант проникает в поверхностные дефекты.
Через некоторое время после нанесения жидкость удаляется с поверхности изделия. Далее под действием абсорбирующего порошка, которым покрывается деталь, индикаторный пенетрант выходит на поверхность в местах нахождения дефектов. Перед контролем поверхность изделий или образца очищают бензином. Затем пульверизатором или кистью наносится пенетрант три-четыре раза так, чтобы вся контролируемая поверхность была обильно покрыта им. Мелкие детали или образцы погружают в ванну с пенетрантом.
Процесс покрытия пенетрантом продолжается 8-10 мин.
После покрытия пенетрантом поверхность металла промывают водным раствором кальцинированной соды массовой долей (5,0±0,1)% и протирают насухо. На сухую поверхность пульверизатором наносится тонкий слой белого покрытия (проявителя) следующего состава:
вода объемом (600±1) см, спирт объемом (400±1) см, мел массой (З00,0±0,1) г на (1000±3) см объема жидкости,
в случае применения родоминового красителя на (1000±3) см объема ацетона берут (250±1) г массы мела.
Выделившаяся из дефектов жидкость окрашивает покрытие в красный цвет. При значительной глубине межкристаллитной коррозии покраснение покрытия происходит уже через 1-2 мин. Коррозия выявляется в виде мелкой сетки или сплошного покраснения покрытия на прокорродировавших участках металла. По степени покраснения можно приблизительно оценивать глубину коррозии. При необходимости фиксации результатов контроля может быть использовано белое покрытие следующего состава:
массовая доля коллодия на жирно-спиртовой смеси (70,0±0,2)%, массовая доля бензола (20,0±0,1)%, массовая доля ацетона (10,0±0,1)%, масса густотертых цинковых белил (50,0±0,1) г на (1000±3) см объема смеси.
Это покрытие после высыхания дает тонкую пленку.
Работа с таким покрытием должна проводиться в хорошо вентилируемом помещении при строгом соблюдении мер противопожарной безопасности.
Цветной метод позволяет обнаруживать начальные стадии межкристаллитной коррозии при ее проникновении на глубину 10-15 мкм и более.
ПРИЛОЖЕНИЕ 7
Рекомендуемое
РЕЖИМЫ ТРАВЛЕНИЯ ШЛИФОВ И РЕАКТИВЫ
ДЛЯ ВЫЯВЛЕНИЯ МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ
Таблица 5
|
|
|
|
Температура 20-30 °С. | |
Реактив наносится на поверхность шлифа ватным тампоном. | |
Электролитическое травление в растворе с массовой долей (10,0±0,2)% щавелевой кислоты по ГOCT 22180. | |
Температура 20-30 °С. | |
Плотность тока (1±0,2)·10 | |
3Х16Н15М3, 08Х16Н15М3Б, 09Х16Н15М3Б, 03Х17Н14М3, 08Х17Н13М2Т, 08Х17Н15М3Б, 10Х17Н13М2Т, 10Х17Н13М3Т | Химическое травление в растворе объемного состава: (50±0,1) см |
Температура кипения. | |
Электролитическое травление в растворе состава: массовые концентрации лимонной кислоты по ГОСТ 3652 - (8,50±0,05) г/дм | |
Температура 20-30 °С. | |
Плотность тока (1±0,2)·10 | |
20Х13Н4Г9, 08Х18Г8Н2Т, 10Х14Г14Т, 12Х17Г9АН4, 07Х21Г7АН5, 03Х21Н21М4ГБ, 06ХН28МДТ, 03ХН28МДТ | Химическое травление в растворе объемного состава (50±1) см |
Температура кипения. | |
Электролитическое травление в растворе с массовой долей (10,0±0,2)% щавелевой кислоты по ГОСТ 22180. | |
Температура 20-30 °С. | |
| Плотность тока (1±0,2)·10 |
09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю, 09Х17Н7Ю1 | Электролитическое травление в растворе состава: массовые доли лимонной кислоты (8,50±0,05) г/дм |
Температура 20-30 °С. | |
Плотность тока (1±0,2)·10 | |
Электролитическое травление, в растворе с массовой долей хромового ангидрида (10±0,2)%. | |
Температура 20-30 °С. | |
Плотность тока (1±0,2)·10 | |
08Х22Н6Т, 08Х21Н6М2Т | Химическое травление в растворе объемного состава: (50±1) см |
Температура кипения. | |
Электролитическое травление в растворе состава: массовые концентрации лимонной кислоты (8,50±0,05) г/дм | |
Температура 20-30 °С. | |
Плотность тока (1±0,2)·10 | |
08Х17Т, 15Х25Т | Химическое травление в растворе объемного состава: (50,0±0,1) см |
Температура кипения |
Текст документа сверен по:
официальное издание
Защита от коррозии. Ч.5 Методы
ускоренных испытаний: Сб. ГОСТов. -
М.: Издательство стандартов, 1993