ГОСТ 598-90 Листы цинковые общего назначения. Технические условия (с Изменением N 1)Постановление Госстандарта СССР от 05.03.1990 N 340ГОСТ от 05.03.1990 N 598-90
ГОСТ 598-90
(CT СЭВ 2624-80)
Группа В54
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ ЦИНКОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
General-purpose zinc sheets. Specifications
ОКП 18 3110
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук; В.В.Гузеева
2. УТВЕРЖДЕН В ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.03.90 N 340
3. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ СТ СЭВ 2624-80
4. ВЗАМЕН ГОСТ 598-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 427-75 | 3.2 |
ГОСТ 2991-85 | 1.5.1 |
ГОСТ 3640-94 | 1.3.1 |
ГОСТ 6507-90 | 3.2 |
ГОСТ 7502-89 | 3.2 |
ГОСТ 8828-89 | 1.5.1 |
ГОСТ 10198-91 | 1.5.1 |
ГОСТ 13813-68 | 3.5 |
ГОСТ 14192-96 | 1.4.2, 1.4.3 |
ГОСТ 15846-79 | 1.5.3 |
ГОСТ 17261-77 | 3.3 |
ГОСТ 18242-72 | 2.3 |
ГОСТ 18321-73 | 2.3, 3.2 |
ГОСТ 19251.0-79 - ГОСТ 19251.6-79 | 3.3 |
ГОСТ 21140-88 | 1.5.1 |
ГОСТ 21650-76 | 1.5.2 |
ГОСТ 24231-80 | 3.3 |
ГОСТ 24597-81 | 1.5.2 |
ГОСТ 26653-90 | 4.2 |
ГОСТ 26663-85 | 1.5.2 |
ГОСТ 26838-86 | 1.5.1 |
ГОСТ 26877-91 | 3.4 |
6. Ограничение срока действия снято по Протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменением N 1, утвержденным в феврале 1991 г. (ИУС 5-91)
Настоящий стандарт распространяется на холоднокатаные цинковые листы общего назначения, применяемые в различных отраслях промышленности.
Стандарт не распространяется на цинковые листы для изготовления источников тока и для полиграфической промышленности.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Листы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Размеры листов и предельные отклонения по толщине должны соответствовать приведенным в табл.1.
Таблица 1
мм | ||||||
Толщина листов | Предельное отклонение по толщине листов при ширине | Длина листов при ширине | ||||
450-750 | 800-1000 | 450; 500 | 600 | 650, 660, | 800, 1000 | |
0,15 | -0,03 | -0,06 | 500 | 500 700 | 1000 | |
0,20 |
|
| ||||
0,22 |
|
|
| |||
0,25 |
|
| ||||
0,30 | -0,08 |
| ||||
0,35 |
| |||||
0,40 | -0,07 | 700 800 900 1000 | 1000 | |||
0,45 | ||||||
0,50 | -0,10 | |||||
0,55 |
|
| ||||
0,60 |
| |||||
0,65 | -0,12 |
| ||||
0,70 |
|
| ||||
0,75 |
| |||||
0, 80 | -0,08 | -0,14 |
|
| ||
0,85 |
| |||||
0,90 |
| |||||
1,00 | 0,09 | |||||
1,25 | -0,16 | |||||
1,50 | -0,12 | -0,20 | ||||
1,80 | ||||||
2,00 | -0,15 | -0,28 | 1000 1250 1400 1500 2000 | |||
2,50 |
|
| ||||
3,00 | -0,20 |
| ||||
3,50 | -0,24 | -0,34 | | |||
4,00 |
| |||||
5,00 | -0,40 | -0,40 | ||||
6,00 | -0,50 | -0,50 | ||||
Примечание. Теоретическая масса 1 м листов приведена в приложении.
листов приведена в приложении.
1.2.2. В партии допускается 5% листов от массы партии с отклонением по толщине, не превышающим двойной допуск; допускаются листы толщиной более 0,25 мм с отклонениями по ширине и длине на 10% в количестве до 10% от массы партии.
1.2.3. Предельные отклонения нормальной точности по ширине и длине листов должны соответствовать указанным в табл.2.
Таблица 2
мм | ||
Толщина | Предельное отклонение нормальной точности | |
по ширине | по длине | |
До 0,4 включ. | ±3 | ±3 |
Св. 0,4 | ±5 | ±10 |
Условные обозначения проставляются по схеме:
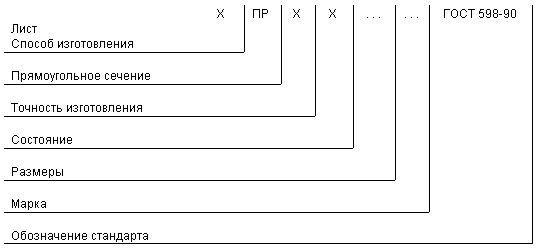
при следующих сокращениях: | |
способ изготовления: | |
холоднокатаный | - Д |
Точность изготовления: | |
нормальная точность по толщине: | |
нормальная точность по ширине и длине | - Н; |
нормальная точность по ширине и повышенная точность по длине | - О; |
повышенная точность по ширине и нормальная точность по длине | - К; |
повышенная точность по ширине и длине | - Р; |
повышенная точность по толщине: | |
нормальная точность по ширине и длине | - И; |
нормальная точность по ширине и повышенная точность по длине | - С; |
повышенная точность по ширине и нормальная точность по длине | - Л; |
повышенная точность по ширине и длине | - П. |
При отсутствии данных ставится знак X.
Пример условного обозначения листа холоднокатаного прямоугольного сечения, нормальной точности по ширине, длине и толщине, толщиной 0,25 мм, шириной 450 мм, длиной 700 мм из цинка марки Ц0:
Лист ДПРНХ 0,25х450х700 Ц0 ГОСТ 598-90
1.3. Характеристики
1.3.1. Листы изготовляют из цинка марок Ц0, Ц1 и Ц2 по ГОСТ 3640.
1.3.2. Поверхность листов должна быть свободной от загрязнений, затрудняющих визуальный осмотр.
1.3.3. Листы должны быть ровно обрезаны, не должны иметь значительных заусенцев на кромках.
1.3.4. Характеристики базового исполнения
1.3.4.1. Листы изготовляют нормальной точности по толщине, ширине и длине.
Длина, толщина, ширина листов и предельные отклонения по толщине, ширине и длине нормальной точности должны соответствовать приведенным в п.1.2.
1.3.4.2. На поверхности листов не допускаются дефекты: риски, вмятины, отпечатки от валков, пузыри и другие, влияющие на использование листов по назначению и выводящие листы при контрольной зачистке за предельные отклонения по толщине.
Допускаются следы технологической смазки.
(Измененная редакция, Изм. N 1).
1.3.4.3. Косина реза листов не должна превышать предельных отклонений по ширине и длине листов.
1.3.5. Характеристики исполнения, устанавливаемые по требованию потребителя
1.3.5.1. Листы шириной 800-1000 мм и толщиной 2,0; 2,5; 3,5 и 4,0 мм повышенной точности по толщине изготовляют с предельными отклонениями минус 0,20; 0,25; 0,30 и 0,30 мм соответственно.
Листы толщиной 5,0 и 6,0 мм, не применяемые для изготовления анодов, повышенной точности по толщине изготовляют с предельными отклонениями по толщине минус 0,30 мм.
1.3.5.2. Предельные отклонения повышенной точности по ширине и длине листов должны соответствовать указанным в табл.3.
Таблица 3
мм | ||
Толщина | Предельное отклонение повышенной точности | |
по ширине | по длине | |
До 0,4 включ. | -3 | -5 |
Св. 0,4 |
| -6 |
1.3.5.3. Поверхность листов должна быть свободной от загрязнений. На поверхности допускаются дефекты (риски, вмятины, отпечатки от валков, пузыри и другие), не влияющие на использование листов по назначению и не выводящие листы при контрольной зачистке за половину предельных отклонений по толщине, а также следы технологической смазки.
Требования к качеству поверхности устанавливают по утвержденным образцам.
1.3.5.4. Допускается отклонение от плоскостности листов не более 20 мм на 1 м длины.
1.3.5.5. Листы толщиной до 3 мм должны выдерживать не менее пяти перегибов при испытании на перегиб.
1.3.5.6. Листы с отклонениями по толщине, не превышающими двойной допуск, в количестве 5% от массы партии не допускаются.
Листы толщиной 0,25 мм с отклонениями по ширине и длине на 10% в количестве 10% от массы партии не допускаются.
1.3.6. Характеристики исполнения, устанавливаемые по согласованию потребителя и изготовителя
1.3.6.1. Листы допускается изготовлять других размеров по толщине с предельными отклонениями для следующего большего размера, указанного в табл.1.
1.3.6.2. Листы допускается изготовлять других размеров по ширине и длине, при этом предельные отклонения по ширине и длине и требования к качеству поверхности - по согласованию сторон.
1.4. Маркировка
1.4.1. На конце каждого листа должны быть указаны:
товарный знак или наименование предприятия-изготовителя и товарный знак;
марка цинка;
номер партии.
1.4.2. На каждом ящике должна быть нанесена маркировка по ГОСТ 14192 с указанием:
товарного знака или наименования предприятия-изготовителя и товарного знака;
условного обозначения листа;
номера партии;
массы брутто и нетто.
1.4.3. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги» и номера партии.
1.5. Упаковка
1.5.1. Упаковка должна обеспечивать защиту листов от механических повреждений, воздействия влаги и активных химических веществ.
В качестве транспортной тары применяют, ящики типа I-1, ящики типа I-2 по ГОСТ 10198, ящики типов II-1, II-2, III-2 по ГОСТ 2991 или другие ящики по нормативно-технической документации с нормами механической прочности по ГОСТ 26838 и размерами в соответствии с ГОСТ 21140 и выложенные внутри влагонепроницаемой бумагой по ГОСТ 8828.
Масса брутто ящика не должна превышать 600 кг.
(Измененная редакция, Изм. N 1).
1.5.2. Грузовые места должны укрупняться в транспортные пакеты массой до 1250 кг по ГОСТ 24597.
Допускаются другие способы и средства формирования пакетов по нормативно-технической документации с учетом требований ГОСТ 26663, ГОСТ 24597 и ГОСТ 21650.
1.5.3. Упаковка продукции в районы Крайнего Севера и приравненные к ним районы - по ГОСТ 15846 по группе "Металлы и металлические изделия".
1.5.4. В каждый ящик должен быть вложен упаковочный лист с указанием:
товарного знака или наименования предприятия-изготовителя и товарного знака;
условного обозначения листов;
номера партии.
1.5.5. Допускается транспортирование листов в контейнерах без упаковывания и без перегрузки в пути.
2. ПРИЕМКА
2.1. Листы принимают партиями. Партия должна состоять из листов одной марки цинка, одного размера и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя и товарный знак;
номер партии;
результаты испытаний (по требованию потребителя);
условное обозначение листа;
массу брутто и нетто партии.
Масса партии должна быть не более 9 т.
2.2. Проверке ширины, длины и состояния поверхности подвергают 1% листов от массы партии, но не менее 10 листов.
2.3. Для контроля толщины листов от партии отбирают листы «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
План контроля - по ГОСТ 18242, уровень контроля - II - общий.
Количество отбираемых листов определяют в соответствии с табл.4.
Таблица 4
шт. | |
Количество листов в партии | Количество контролируемых листов |
9-15 | 3 |
16-25 | 5 |
26-50 | 8 |
51-90 | 13 |
91-150 | 20 |
151-280 | 32 |
281-500 | 50 |
501-1200 | 80 |
1201-3200 | 125 |
Количество контролируемых точек на каждом отобранном листе определяют в зависимости от общего числа участков длиной 100 мм по периметру листа по табл.5.
Таблица 5
Количество участков в листе, шт. | Количество контролируемых точек на листе, шт. | Браковочное число |
2-8 | 3 | 1 |
9-15 | 5 | 1 |
16-25 | 8 | 2 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
По длине периметра, не кратной 100 мм, конечный участок длиной менее 100 мм принимается за один участок.
Отобранные листы считаются годными, если число результатов измерений, не соответствующих предельным отклонениям, приведенным в табл.1, менее браковочного числа, приведенного в табл.5.
Допускается изготовителю контроль качества поверхности и размеров листа проводить в процессе изготовления при условии обеспечения соответствия качества листов требованиям настоящего стандарта.
Допускается изготовителю при получении неудовлетворительного результата контролировать каждый лист партии.
2.4. Для проверки химического состава отбирают два листа от партии. Допускается изготовителю для проверки химического состава отбирать пробу от жидкого металла.
2.5. Для проверки неплоскостности отбирают листы в количестве 2% от партии.
2.6. Для испытания на перегиб отбирают два листа при массе партии до 5000 кг и пять листов свыше 5000 кг.
2.7. При получении неудовлетворительных результатов испытания листов хотя бы по одному из показателей химсостава, перегиба, неплоскостности проводят повторное испытание на удвоенной выборке. Результаты повторного испытания распространяют на всю партию.
3. МЕТОДЫ ИСПЫТАНИЯ
3.1. Осмотр поверхности листов проводят без применения увеличительных приборов.
3.2. Измерение толщины листов проводят на расстоянии не менее 100 мм от конца и 25 мм от края листа микрометром по ГОСТ 6507.
Допускается изготовителю в процессе производства контролировать толщину листов другими средствами измерения, обеспечивающими необходимую точность.
Контроль толщины листов проводят с заданной вероятностью 96% ( %).
%).
Толщину листов измеряют на каждом отобранном листе с использованием метода "вслепую" (наибольшей объективностью) по ГОСТ 18321.
Число листов в партии ( ), шт., вычисляют по формуле
), шт., вычисляют по формуле
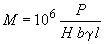 ,
,
где  - масса партии, кг;
- масса партии, кг;
 - толщина листа, мм;
- толщина листа, мм;
 - ширина листа, мм;
- ширина листа, мм;
 - плотность материала, г/см
- плотность материала, г/см ;
;
 - длина листа, мм.
- длина листа, мм.
Количество контролируемых участков в листе ( ), шт., вычисляют по формуле
), шт., вычисляют по формуле
 .
.
Результаты измерения толщины листов и полос, не соответствующие предельным отклонениям, приведенным в табл.1, не должны отличаться от допускаемых более чем на половину поля допуска.
Измерение ширины и длины листов проводят линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502.
3.3. Определение химического состава проводят по ГОСТ 19251.0 - ГОСТ 19251.6 или по ГОСТ 17261 на пробе, взятой от каждого отобранного листа по ГОСТ 24231.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 19251.0 - ГОСТ 19251.6.
3.4. Неплоскостность листов и косину реза определяют по ГОСТ 26877.
3.5. Для испытаний на перегиб отбирают один образец от каждого контролируемого листа. Испытание на перегиб проводят по ГОСТ 13813.
3.6. Допускается по согласованию изготовителя с потребителем применять статистические методы контроля ширины, длины и качества поверхности.
3.7. Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте. При возникновении разногласий в определении показателя контроль проводят методом, указанным в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Листы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
4.2. Листы при морских перевозках транспортируют в соответствии с ГОСТ 26653.
4.3. Листы должны храниться в крытых помещениях. При транспортировании и хранении листы должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ. При соблюдении этих условий хранения свойства листов при хранении не изменяются.
ПРИЛОЖЕНИЕ
Справочное
Теоретическая масса 1 м холоднокатаных листов
Таблица 6
Толщина листа, мм | Теоретическая масса 1 м |
0,15 | 1,08 |
0,20 | 1,44 |
0,22 | 1,58 |
0,25 | 1,80 |
0,30 | 2,15 |
0,35 | 2,51 |
0,40 | 2,87 |
0,45 | 3,23 |
0,50 | 3,59 |
0,55 | 3,95 |
0,60 | 4,31 |
0,65 | 4,67 |
0,70 | 5,03 |
0,75 | 5,39 |
0,80 | 5,74 |
0,85 | 6,10 |
0,90 | 6,46 |
1,00 | 7,18 |
1,25 | 8,97 |
1,50 | 10,80 |
1,80 | 12,90 |
2,00 | 14,40 |
2,50 | 18,00 |
3,00 | 21,50 |
3,50 | 25,10 |
4,00 | 28,70 |
5,00 | 35,90 |
6,00 | 43,10 |
При вычислении теоретической массы листов плотность цинка принята равной 7,18 кг/дм.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1997