ГОСТ 5210-95 Прокат сортовой из инструментальной стали для напильников, рашпилей, зубил и крейцмейселей. Общие технические условияПостановление Госстандарта России от 19.06.1996 N 410ГОСТ от 19.06.1996 N 5210-95
ГОСТ 5210-95
Группа В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СОРТОВОЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ
НАПИЛЬНИКОВ, РАШПИЛЕЙ, ЗУБИЛ И КРЕЙЦМЕЙСЕЛЕЙ
Общие технические условия
Rolled sections of tool steel for files, graters, chisels and cape chisels.
General specifications
ОКС 77.080.20
ОКП 09 6100
____________________
* В указателе "Национальные стандарты" 2007 г.
ОКС 77.140.35. - Примечание изготовителя базы данных.
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН Украинским Государственным научно-исследовательским институтом специальных сталей, сплавов и ферросплавов (УкрНИИспецсталь)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 26 апреля 1995 г. (протокол N 7 МГС)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. N 410 межгосударственный стандарт ГОСТ 5210-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 5210-82
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на горячекатаный, калиброванный холоднотянутый или холоднокатаный прокат специальных профилей из инструментальной стали, предназначенный для изготовления напильников, рашпилей, зубил и крейцмейселей.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия
ГОСТ 1435-90* Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
________________
* На территории Российской Федерации действует ГОСТ 1435-99. Здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 5950-73* Прутки и полосы из инструментальной легированной стали. Технические условия
________________
* На территории Российской Федерации действует ГОСТ 5950-2000. Здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 7566-81* Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования и хранения
________________
* На территории Российской Федерации действует ГОСТ 7566-94. Здесь и далее по тексту. - Примечание изготовителя базы данных.
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
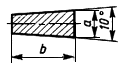
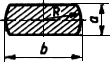
3.1 Виды и размеры профилей должны соответствовать указанным в таблице 1.
Таблица 1
Номер профиля | Поперечное сечение профиля | Размеры поперечного сечения профиля, мм | Площадь поперечного сечения профиля, мм | Масса 1 м длины профиля, кг | |||||
|
|
|
|
|
| ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 |
| 12,0 | 2,5 | 30,00 | 0,235 | ||||
12,0 | 3,0 | 36,00 | 0,283 | ||||||
12,5 | 3,5 | 43,75 | 0,343 | ||||||
16,0 | 4,0 | 64,00 | 0,502 | ||||||
20,0 | 5,0 | 100,00 | 0,785 | ||||||
20,0 | 6,5 | 130,00 | 1,020 | ||||||
25,0 | 6,0 | 150,00 | 1,177 | ||||||
25,0 | 6,5 | 162,50 | 1,276 | ||||||
25,0 | 7,5 | 187,50 | 1,471 | ||||||
30,0 | 6,5 | 195,00 | 1,530 | ||||||
30,0 | 8,0 | 240,00 | 1,884 | ||||||
30,0 | 8,5 | 255,00 | 2,002 | ||||||
34,0 | 7,5 | 255,00 | 2,002 | ||||||
35,0 | 7,5 | 262,50 | 2,061 | ||||||
39,0 | 8,0 | 312,00 | 2,449 | ||||||
39,0 | 9,0 | 351,00 | 2,755 | ||||||
44,0 | 9,0 | 396,00 | 3,109 | ||||||
48,0 | 10,0 | 480,00 | 3,768 | ||||||
2 |
| 10,5 | 3,0 | 21,00 | 0,164 | ||||
11,0 | 5,5 | 47,49 | 0,373 | ||||||
12,5 | 4,0 | 33,33 | 0,262 | ||||||
16,0 | 4,5 | 48,00 | 0,377 | ||||||
16,0 | 6,0 | 64,00 | 0,502 | ||||||
20,0 | 6,0 | 80,00 | 0,628 | ||||||
21,0 | 7,5 | 105,00 | 0,824 | ||||||
25,0 | 7,0 | 116,67 | 0,916 | ||||||
25,0 | 8,5 | 141,66 | 1,172 | ||||||
30,0 | 8,5 | 170,00 | 1,334 | ||||||
30,0 | 10,0 | 200,00 | 1,570 | ||||||
35,0 | 10,0 | 233,33 | 1,832 | ||||||
40,0 | 11,0 | 293,33 | 2,303 | ||||||
45,0 | 13,0 | 390,00 | 3,061 | ||||||
3 |
| 4,0 | 12,56 | 0,099 | |||||
5,0 | 19,63 | 0,154 | |||||||
6,0 | 28,27 | 0,222 | |||||||
6,5 | 33,17 | 0,260 | |||||||
7,5 | 44,16 | 0,347 | |||||||
9,5 | 70,84 | 0,556 | |||||||
11,5 | 103,81 | 0,814 | |||||||
12,0 | 113,04 | 0,887 | |||||||
13,5 | 143,06 | 1,123 | |||||||
14,0 | 153,97 | 1,209 | |||||||
15,0 | 176,62 | 1,386 | |||||||
16,0 | 200,96 | 1,577 | |||||||
18,0 | 254,34 | 1,997 | |||||||
4 |
| 4,0 | 16,00 | 0,126 | |||||
5,0 | 25,00 | 0,196 | |||||||
6,0 | 36,00 | 0,283 | |||||||
8,0 | 64,00 | 0,502 | |||||||
10,0 | 100,00 | 0,785 | |||||||
12,0 | 144,00 | 1,130 | |||||||
14,0 | 196,00 | 1,539 | |||||||
15,0 | 225,00 | 1,766 | |||||||
16,0 | 256,00 | 2,010 | |||||||
18,0 | 324,00 | 2,543 | |||||||
5 |
| 7,5 | 24,36 | 0,191 | |||||
8,0 | 27,71 | 0,217 | |||||||
9,0 | 35,07 | 0,275 | |||||||
10,0 | 43,30 | 0,340 | |||||||
11,0 | 52,39 | 0,411 | |||||||
12,0 | 62,35 | 0,489 | |||||||
13,0 | 73,18 | 0,574 | |||||||
15,0 | 97,43 | 0,765 | |||||||
17,5 | 132,45 | 1,039 | |||||||
18,0 | 140,30 | 1,101 | |||||||
20,0 | 173,00 | 1,358 | |||||||
21,0 | 190,96 | 1,499 | |||||||
24,0 | 249,42 | 1,958 | |||||||
27,0 | 315,67 | 2,478 | |||||||
6 |
| 13,0 | 3,0 | 24,21 | 0,190 | ||||
14,0 | 5,0 | 52,85 | 0,415 | ||||||
15,0 | 3,5 | 32,81 | 0,258 | ||||||
18,0 | 4,0 | 43,65 | 0,343 | ||||||
22,0 | 5,0 | 67,65 | 0,531 | ||||||
27,0 | 6,5 | 111,71 | 0,877 | ||||||
33,0 | 7,5 | 152,21 | 1,195 | ||||||
7 |
| 12,50 | 3,25 | 20,31 | 0,159 | ||||
16,00 | 4,00 | 32,00 | 0,251 | ||||||
19,00 | 5,00 | 47,50 | 0,373 | ||||||
25,00 | 6,50 | 81,25 | 0,638 | ||||||
32,00 | 8,00 | 128,00 | 1,005 | ||||||
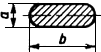
8 |
| 18,0 | 3,0 | 52,06 | 0,409 | ||||
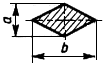
9 |
| 22,0 | 5,5 | 4,0 | 110,00 | 0,864 | |||
27,0 | 7,0 | 5,0 | 171,00 | 1,342 | |||||
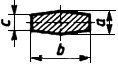
10 |
| 19,0 | 5,0 | 1,5 | 61,75 | 0,485 | |||
24,0 | 7,0 | 1,5 | 102,00 | 0,801 | |||||
11 |
| 10,0 | 8,0 | 5,0 | 71,00 | 0,553 | |||
12,0 | 8,0 | 6,0 | 80,00 | 0,628 | |||||
16,0 | 10,0 | 8,0 | 145,00 | 1,138 | |||||
20,0 | 12,0 | 10,0 | 216,00 | 1,696 | |||||
25,0 | 16,0 | 12,0 | 352,00 | 2,763 | |||||
30,0 | 18,0 | 15,0 | 480,00 | 4,239 | |||||
32,0 | 20,0 | 16,0 | 570,00 | 4,474 | |||||
Примечание - Площадь поперечного сечения профиля и масса 1 м длины вычислены по номинальному размеру. При этом плотность стали принята равной 7,85 г/см | |||||||||










 .
.
3.2 Профили N 1-10 по точности прокатки подразделяют на группы:
высокой | А; |
повышенной | Б; |
обычной | В. |
3.3 Предельные отклонения по размерам поперечного сечения для профилей N 1-10 должны соответствовать указанным в таблице 2.
Таблица 2
Размеры в миллиметрах
Точность прокатки (группа) | Предельное отклонение | |||||
по размерам | по размерам | |||||
до 12 | св. 12 - до 22 включ. | св. 22 | до 3,5 | св. 3,5 - до 6 включ. | св. 6 | |
А | +0,2 | +0,3 | - | +0,2 | +0,2 | - |
Б | +0,3 | +0,4 | +0,6 | +0,25 | +0,3 | +0,35 |
В | +0,4 | +0,6 | +0,9 | +0,3 | +0,4 | +0,50 |
Предельные отклонения размеров поперечного сечения профиля N 11 не должны превышать:
 мм - при
мм - при  до 32 мм;
до 32 мм;
 мм - при
мм - при  до 16 мм;
до 16 мм;
 мм - при свыше 16 до 20 мм.
мм - при свыше 16 до 20 мм.
3.4 Прокат специальных профилей изготовляют в прутках мерной (МД) или кратной (КД) длины от 2 до 6 м.
Допускается изготовление профилей не короче 1,5 м в количестве не более 10% массы партии.
Предельные отклонения длины прутков не должны превышать +50 мм.
3.5 Кривизна прутков не должна превышать:
- для профиля N 1 по плоскости - 0,5%, по ребру - 0,2% длины;
- для профилей N 2, 6, 8 и 9 по плоскости - 0,6%, по ребру - 0,2% длины;
- для профилей N 3 и 4 - 0,5% длины;
- для профилей N 5, 7 и 10 - 0,6% длины;
- для профиля N 11 по плоскости - 0,6%, по ребру - 0,4% длины.
3.6 Радиусы закругления ребер профилей не должны превышать 0,5 мм.
3.7 У ромбических профилей N 7 и 10 разность сторон, образующих тупой угол, не должна превышать 0,5 мм.
3.8 Отклонения от правильной геометрической формы поперечного сечения профиля - овальность, разнотолщинность, ромбичность (разность диагоналей), непараллельность, выпуклость плоскостей должны быть в пределах, не превышающих допускаемые отклонения по размерам. Вогнутость плоскостей не допускается.
Рекомендации по применению
Прокат из нелегированной и легированной инструментальной стали применяют при изготовлении:
- напильников - из стали марок У12, У12А, У13, У13А, 13Х профили N 1, 2, 3, 4, 5, 6, 7, 8 и 10;
- рашпилей - из стали марок У7, У7А, У8, У8А, У10, У10А, У12, У12А;
- зубил - из стали марок У7А, У8А, 8ХФ;
- крейцмейселей - из стали марок У7А, У8А, 8ХФ.
Пример условного обозначения профиля N 1, обычной точности прокатки В, мерной длины 3000 мм, размером (х) 3х12, марки 112:

4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Характеристики базового исполнения
4.1.1 Прокат специальных профилей N 1-10 изготовляют из инструментальной нелегированной стали марок У7, У7А, У8, У8А, У10, У10А, У12, У12А, У13, У13А с химическим составом по ГОСТ 1435 (группы 1 и 3) и инструментальной легированной стали марок 13Х и Х с химическим составом по ГОСТ 5950.
Профиль N 11 изготовляют из стали марок У7, У7А, У8, У8А с химическим составом по ГОСТ 1435 и стали марок 4ХС, 6ХС и 8ХФ с химическим составом по ГОСТ 5950.
4.1.2 Прокат изготовляют обычной точности В и прокатки. Прокат изготовляют без термической обработки.
4.1.3 Концы прутков должны быть обрезаны или обрублены без заусенцев и стружки.
4.1.4 На поверхности проката допускаются местные дефекты, если глубина их залегания не превышает половины допуска на размер.
4.1.5 Глубина обезуглероженного слоя не должна превышать на сторону для проката диаметром или стороной квадрата, треугольника или толщиной:
- до 15 мм - 0,25 мм;
- свыше 15 мм - 0,40 мм.
4.2 Характеристики, устанавливаемые потребителем и согласованные с изготовителем по контракту, заказу
4.2.1 Прокат с точностью прокатки по группам А и Б.
4.2.2 Предельные отклонения по размерам поперечного сечения для проката специальных профилей N 1-10 с точностью прокатки по группе В не должны превышать:
+0,6 мм - по размерам  и до 12 мм;
и до 12 мм;
+0,7 мм - по размерам и свыше 12 до 22 мм.
4.2.3 Прокат мерной или кратной длины.
4.2.4 Радиусы закругления ребер профилей не должны превышать 1 мм.
4.2.5 Прокат с суженными пределами массовой доли отдельных элементов по сравнению с требованиями ГОСТ 1435 и ГОСТ 5950.
4.2.6 Прокат из инструментальной нелегированной стали с массовой долей хрома 0,30-0,50% в сталях 3-й группы по ГОСТ 1435.
4.2.7 Прокат из стали 8ХФ без ванадия. В этом случае сталь должна обозначаться 8Х.
4.2.8 Прокат из стали 8ХФ с массовой долей серы и фосфора не более 0,020% (каждого элемента), а никеля - 0,20%.
4.2.9 Прокат горячекатаный, калиброванный холоднотянутый или холоднокатаный термически обработанный с твердостью по ГОСТ 1435 для инструментальной нелегированной стали и ГОСТ 5950 для инструментальной легированной стали.
4.2.10 Прокат с ограничением нижнего и верхнего пределов твердости.
4.2.11 На концах обрубленных или обрезанных прутков допускается смятие.
Длина смятых концов не должна превышать:
- 1,5 диаметра или толщины - для профилей диаметром или толщиной до 10 мм;
- 40 мм - для профилей диаметром или толщиной свыше 10 до 60 мм.
Допускается поставка прутков без снятия заусенцев или со снятием их с одного конца.
4.2.12 Прокат калиброванный холоднотянутый или холоднокатаный с качеством поверхности групп Б, В по ГОСТ 1051.
4.2.13 Прокат термообработанный из инструментальной нелегированной стали с контролем микроструктуры по ГОСТ 1435.
4.2.14 Прокат термообработанный из инструментальной легированной стали с контролем микроструктуры по ГОСТ 5950.
4.2.15 Прокат специальных профилей с точностью прокатки по группам А и Б, глубиной обезуглероженного слоя по диаметру круга, стороне квадрата, треугольника и толщине полосы:
- до 15 мм - не более 0,20 мм;
- свыше 15 мм - не более 0,35 мм.
4.2.16 Прокат из инструментальной нелегированной стали с контролем излома или макроструктуры по ГОСТ 1435.
4.2.17 Прокат из инструментальной легированной стали с контролем макроструктуры по ГОСТ 5950.
4.2.18 Прокат с контролем величины зерна аустенита в закаленном состоянии по ГОСТ 5950.
4.2.19 Прокат с прокаливаемостью не ниже балла II по ГОСТ 1435.
4.3 Маркировка, упаковка
4.3.1 Маркировка, упаковка - по ГОСТ 7566 с дополнением:
маркировка, упаковка калиброванного проката - по ГОСТ 1051.
4.3.2 Укороченные прутки должны быть увязаны в отдельную связку.
5 ПРАВИЛА ПРИЕМКИ
5.1 Правила приемки проката специальных профилей из нелегированной инструментальной стали - по ГОСТ 1435, легированной инструментальной стали - по ГОСТ 5950.
5.2 Прокат принимают партиями. Партия должна состоять из специальных профилей одной плавки, одного размера, одного режима термической обработки и одного качества поверхности.
6 МЕТОДЫ КОНТРОЛЯ
Методы контроля проката специальных профилей из нелегированной инструментальной стали - по ГОСТ 1435, легированной инструментальной стали - по ГОСТ 5950.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Транспортирование и хранение - по ГОСТ 7566.
7.2 Прокат специальных профилей должен храниться в закрытых складских помещениях.
8 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1 Изготовитель гарантирует соответствие проката требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
8.2 Гарантийный срок хранения в закрытых складских помещениях не ограничен.