ГОСТ 2936-75 Трубки радиаторные плоскоовальные бесшовные. Технические условия (с Изменениями N 1, 2)Постановление Госстандарта СССР от 30.12.1975 N 4105ГОСТ от 30.12.1975 N 2936-75
ГОСТ 2936-75
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБКИ РАДИАТОРНЫЕ ПЛОСКООВАЛЬНЫЕ БЕСШОВНЫЕ
Технические условия
Plane-oval seamless radiator tubes.
Specifications
ОКП 18 4460
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Государственным научно-исследовательским институтом сплавов и обработки цветных металлов
РАЗРАБОТЧИК
Г.А.Горегляд
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов СССР от 30 декабря 1975 г. N 4105
3. ВЗАМЕН ГОСТ 2402-77*
_________________
* Вероятно ошибка оригинала. Следует читать "Взамен ГОСТ 2936-56". (Информация приведена из Указателя "Национальные стандарты" 2005 год). - Примечание .
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 4.4 |
ГОСТ 1652.1-77 - ГОСТ 1652.13-77 | 4.8 |
ГОСТ 2991-85 | 5.3 |
ГОСТ 3282-74 | 5.4 |
ГОСТ 3560-73 | 5.4 |
ГОСТ 6456-82 | 4.1 |
ГОСТ 6507-90 | 4.1, 4.2 |
ГОСТ 8828-89 | 5.3 |
ГОСТ 9557-87 | 5.4 |
ГОСТ 9569-79 | 5.3 |
ГОСТ 10006-80 | 4.6 |
ГОСТ 10198-91 | 5.3 |
ГОСТ 14192-96 | 5.5 |
ГОСТ 15102-75 | 5.3 |
ГОСТ 15527-70 | 2.1 |
ГОСТ 15846-79 | 5.7 |
ГОСТ 20435-75 | 5.3 |
ГОСТ 21140-88 | 5.3 |
ГОСТ 22225-76 | 5.3 |
ГОСТ 24231-80 | 4.8 |
ГОСТ 24597-81 | 5.4 |
ТУ 2-034-225-87 | 4.4, 4.5 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ (июль 1998 г.) с Изменениями N 1, 2, утвержденными в марте 1984 г., январе 1991 г. (ИУС 7-84, 5-91)
Настоящий стандарт распространяется на тянутые бесшовные плоскоовальные трубки из латуни, применяемые в автомобильной и других отраслях промышленности.
(Измененная редакция, Изм. N 1, 2).
1. СОРТАМЕНТ
1.1. Форма, размеры и предельные отклонения радиаторных трубок должны соответствовать указанным на чертеже и в табл.1 и 2.
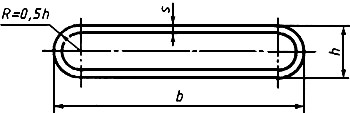
Таблица 1
мм
Большая ось | Малая ось | Толщина стенки | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | 0,25±0,02 | 0,40±0,03 | 0,55±0,06 |
2,5 | х | х | - | |||
17,0 | 3,5 | х | х | - | ||
17,5 | 4,0 | - | - | х | ||
1,9 | х | - | - | |||
18,0 | ±0,15 | 2,2 | ±0,15 | х | - | - |
3,0 | х | - | - | |||
2,0 | х | - | - | |||
19,0 | 2,2 | х | х | х | ||
19,5 | 2,5 | х | х | - | ||
21,5 | 3,0 | х | - | - | ||



Примечание. Знак "х" означает, что трубы данного размера изготовляются.
Таблица 2
мм
Длина трубки | Предельное отклонение |
До 500 | ±0,5 |
Св. 500 до 850 | ±1,0 |
" 850 " 1300 | ±1,2 |
1.2. Трубки изготовляются длиной от 250 до 1300 мм мерными или немерными.
Примеры условных обозначений
Условные обозначения проставляются по схеме:
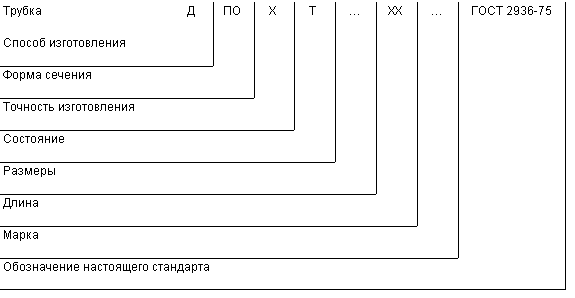
при следующих сокращениях:
способ изготовления: тянутая | - Д |
форма сечения: плоскоовальная | - ПО |
состояние: твердая | - Т |
длина: немерная | - НД |
мерная | - МД. |
Примечание. Знак "X" ставится вместо отсутствующих данных.
Трубка тянутая, плоскоовальная, твердая, размером по большой оси 17 мм, по малой оси 3,5 мм и толщиной стенки 0,4 мм, немерной длины, из латуни марки Л96:
Трубка ДПОХТ 17х3,5х0,4 НД Л96 ГОСТ 2936-75
То же, размером по большой оси 21,5 мм, по малой оси 3,0 мм, толщиной стенки 0,25 мм, длиной 780 мм из латуни марки Л96:
Трубки ДПОХТ 21,5х3,0х0,25х780 МД Л96 ГОСТ 2936-75.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Трубки должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. N 1).
2.1. Трубки должны изготовляться из латуни марки Л96 по ГОСТ 15527.
2.2. Трубки должны изготовляться в твердом состоянии.
2.3. Наружная и внутренняя поверхности трубок должны быть чистыми, без раковин, плен, пузырей и рисок, выводящих трубки за предельные отклонения по толщине стенки.
Грубые кольца, серповидные полосы, вмятины на поверхности трубок глубиной более 0,5 мм не допускаются.
Допускаются местные вмятины глубиной до 0,5 мм не более чем на 5% трубок от массы партии. На поверхности трубок допускаются водяные пятна и цвета побежалости.
2.4. Концы трубок должны быть ровно обрезаны под прямым углом к оси и не должны иметь заусенцев.
Косина реза не должна выводить трубки за предельные отклонения по длине.
2.5. Разностенность трубок не должна выводить их за предельные отклонения по толщине стенки.
2.6. Местная кривизна не должна превышать величин, указанных в табл.3.
Таблица 3
мм
Длина трубки | Местная кривизна | |
вдоль ребра | вдоль плоской стороны | |
До 400 | 0,6 | 1,5 |
Св. 400 до 500 | 1,0 | 3,0 |
" 500 " 850 | 1,8 | 5,0 |
" 850 | 2,3 | 6,0 |
(Измененная редакция, Изм. N 1).
2.7. Скручивание трубок не должно превышать величин, указанных в табл.4.
Таблица 4
мм
Длина трубки | Скручивание |
До 400 | 0,4 |
Св. 400 до 500 | 0,6 |
" 500 " 700 | 0,9 |
" 700 " 900 | 1,4 |
" 900 " 1300 | 1,9 |
2.8. Временное сопротивление разрыву трубок  должно быть 340-590 МПа (35-60 кгс/мм
должно быть 340-590 МПа (35-60 кгс/мм ). Относительное удлинение не нормируется.
). Относительное удлинение не нормируется.
2.9. Трубки должны быть герметичными.
2.8-2.9. (Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубки принимают партиями. Партия должна состоять из трубок одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку сплава;
размер трубок;
номер партии;
массу нетто партии;
результаты испытаний;
обозначение настоящего стандарта.
Масса партии должна быть не более 1500 кг.
(Измененная редакция, Изм. N 1).
3.2. Проверке наружной поверхности должна быть подвергнута каждая трубка партии.
3.3. Обмеру должны быть подвергнуты три трубки от каждых 100 кг.
3.4. Для испытания на растяжение отбирают три трубки от партии.
3.5. Для проверки на герметичность отбирают три трубки от партии.
3.6. Для проведения химического анализа отбирают две трубки от партии. На предприятии-изготовителе отбор проб допускается производить от расплавленного металла.
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр наружной поверхности трубок должен производиться без применения увеличительных приборов.
Глубину допускаемых дефектов проверяют контрольной зачисткой их шлифовальной шкуркой типа I по ГОСТ 6456 зернистостью не крупнее N 5.
Глубину вмятин измеряют микрометром по ГОСТ 6507.
4.2. Толщину стенки измеряют микрометром с ценой деления 0,01 мм по ГОСТ 6507 или другим мерительным инструментом, обеспечивающим необходимую точность измерения.
Для измерения толщины стенки трубку надрезают в продольном направлении с обеих сторон.
4.3. Размеры по осям овала и длину трубок проверяют шаблонами, прорези которых делаются проходными и непроходными (проходные - номинальный размер трубок по данной оси или длине плюс допуск, непроходные - номинальный размер минус допуск).
4.4. Кривизну трубок определяют следующим образом: трубку помещают на плите. К проверяемой трубке прикладывают жесткую стальную линейку по ГОСТ 427 длиной 1 м и с помощью щупов по ТУ 2-034-225 или шаблонами измеряют максимальное расстояние между линейкой и трубкой.
4.5. Скручивание трубок измеряют величиной отставания одного из четырех углов трубки, положенной на плиту широкой стороной. Величину отставания проверяют щупом по ТУ 2-034-225.
4.4, 4.5. (Измененная редакция, Изм. N 2).
4.6. Испытание на растяжение проводят по ГОСТ 10006.
Для испытания на растяжение от каждой трубки, взятой от партии, отрезают по одному образцу.
4.7. Испытание на герметичность проводят в воде давлением воздуха 0,1 МПа (1 кгс/см).
Трубка должна находиться под давлением не менее 1 с.
Появление пузырьков воздуха на поверхности трубок является признаком негерметичности.
4.6-4.7. (Измененная редакция, Изм. N 1).
4.8. Определение химического состава должно производиться по ГОСТ 1652.1 - ГОСТ 1652.13.
Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
Для определения химического состава от каждой трубки, взятой от партии, отрезают по одному образцу.
(Измененная редакция, Изм. N 1, 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубки должны быть связаны в пучки шпагатом из синтетического материала или другим материалом, не ухудшающим качества упаковки, по нормативно-технической документации не менее чем в двух местах.
Масса пучков - не более 25 кг.
5.2. К каждому пучку трубок должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
марки сплава;
размера трубок;
номера партии;
обозначения настоящего стандарта;
штампа технического контроля.
5.3. Пучки трубок должны быть упакованы в ящики типа I, II-1 по ГОСТ 2991, типа III-1 по ГОСТ 10198 или контейнеры по ГОСТ 20435, ГОСТ 22225, ГОСТ 15102 или по нормативно-технической документации, выстланные изнутри бумагой, предохраняющей от механических повреждений и коррозии, по ГОСТ 8828, ГОСТ 9569 или по нормативно-технической документации.
Размеры ящиков - по ГОСТ 21140 или нормативно-технической документации.
Трубы должны быть уложены и укреплены таким образом, чтобы во время транспортирования исключалась возможность их перемещения.
Масса грузового места не должна превышать 5000 кг.
При транспортировании в железнодорожных вагонах масса грузового места не должна превышать 1250 кг.
5.1-5.3. (Измененная редакция, Изм. N 1).
5.4. Грузовые места должны быть сформированы в транспортные пакеты массой до 1250 кг. Габаритные размеры пакетов - по ГОСТ 24597.
Пакетирование осуществляется на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм и обвязкой не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282 или лентой размером не менее 0,2х30 мм по ГОСТ 3560.
(Измененная редакция, Изм. N 1, 2).
5.5. Транспортная маркировка груза - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги". Кроме того, дополнительно наносится номер партии в месте, свободном от транспортной маркировки.
5.6. Транспортирование осуществляется транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление трубок, перевозимых по железной дороге, должны соответствовать условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
5.7. Упаковка труб, предназначенных для районов Крайнего Севера и труднодоступных районов, - по ГОСТ 15846 по группе "Металлы и металлические изделия".
5.8. Трубки в упакованном виде должны храниться в крытых помещениях. Трубки в неупакованном виде должны храниться в крытых сухих помещениях на полках, поддонах или стеллажах в условиях, исключающих механическое повреждение и контакт с активными химическими реагентами.
5.5-5.8. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
Площадь поперечного сечения и теоретическая масса 1 м трубок
Большая ось | Малая ось | Толщина стенки, мм | Площадь поперечного сечения, мм | Теоретическая масса 1 м трубок, г |
мм | ||||
17,0 | 2,5 | 0,25 | 9,02 | 80,24 |
17,0 | 2,5 | 0,40 | 14,24 | 126,71 |
17,0 | 3,5 | 0,25 | 9,30 | 82,78 |
17,0 | 3,5 | 0,40 | 14,69 | 130,77 |
17,5 | 4,0 | 0,55 | 20,81 | 185,19 |
18,0 | 1,9 | 0,25 | 9,35 | 83,17 |
18,0 | 2,2 | 0,25 | 9,43 | 83,93 |
18,0 | 3,0 | 0,25 | 9,66 | 85,96 |
19,0 | 2,0 | 0,25 | 9,87 | 87,88 |
19,0 | 2,2 | 0,25 | 9,93 | 88,38 |
19,0 | 2,2 | 0,40 | 15,70 | 139,74 |
19,0 | 2,2 | 0,55 | 21,33 | 189,83 |
19,5 | 2,5 | 0,25 | 10,27 | 91,37 |
19,5 | 2,5 | 0,40 | 16,24 | 144,51 |
21,5 | 3,0 | 0,25 | 11,41 | 101,54 |
Примечание. Теоретическая масса вычисляется по номинальным размерам трубок. Для латуни марки Л96 плотность принята равной 8,9 г/см .
.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998