ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 21931-76
Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИПОИ ОЛОВЯННО-СВИНЦОВЫЕ В ИЗДЕЛИЯХ
Технические условия
Tin-lead solders in the form of products. Specifications
ОКП 17 2300
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.А.Аршинников; З.Я.Каменецкая; А.И.Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1449
Изменение N 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 1499-70, кроме чушек
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12.0.004-90 | 2а.9 |
ГОСТ 12.1.005-88 | 2а.3; 2а.4 |
ГОСТ 12.1.007-76 | 2а.1; 2а.4 |
ГОСТ 12.3.009-76 | 2а.6 |
ГОСТ 12.3.010-82 | 2а.7 |
ГОСТ 12.4.023-84 | 2а.11 |
ГОСТ 12.4.028-76 | 2а.11 |
ГОСТ 1429.0-77 | 2а.8; 4.6 |
ГОСТ 1429.1-77-ГОСТ 1429.15-77 | 4.6 |
ГОСТ 2228-81 | 5.8; 5.10 |
ГОСТ 2991-85 | 5.10 |
ГОСТ 3282-74 | 5.10 |
ГОСТ 3560-73 | 5.10 |
ГОСТ 4514-78 | 5.8 |
ГОСТ 6128-81 | 5.5 |
ГОСТ 6613-86 | 1.8 |
ГОСТ 9723-73 | 4.7 |
ГОСТ 10396-84 | 5.8; 5.10 |
ГОСТ 14192-96 | 5.11 |
ГОСТ 14861-91 | 2а.7; 5.10 |
ГОСТ 17308-88 | 5.8 |
ГОСТ 18477-79 | 5.10 |
ГОСТ 19113-84 | 2.4 |
ГОСТ 21140-88 | 5.10 |
ГОСТ 21930-76 | 2.1; 2.5; 2.6; 5.13 |
ГОСТ 21931-76 | 1.8 |
ГОСТ 26663-85 | 5.10 |
СНиП 2.09.04-87 | 2а.12 |
5. Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (февраль 1998 г.) с Изменениями N 1, 2, 3, утвержденными в декабре 1982 г., июне 1987 г., марте 1995 г. (ИУС 3-83, 9-87, 6-95)
Настоящий стандарт распространяется на оловянно-свинцовые припои в виде круглой проволоки, ленты, трехгранных, круглых и квадратных прутков, круглых трубок, заполненных флюсом, порошка, применяемых для лужения и пайки деталей.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 1, 2, 3).
1.2. Диаметры круглых прутков, размеры сторон трехгранных и квадратных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
(Измененная редакция, Изм. N 3).
Таблица 1
мм
Номинальный диаметр проволоки | Предельное отклонение |
0,4 | ±0,05 |
0,5 | ±0,05 |
0,6 | ±0,06 |
0,8 | ±0,08 |
0,95 | ±0,08 |
1,0 | ±0,10 |
1,2 | ±0,10 |
1,5 | ±0,10 |
1,8 | ±0,10 |
2,0 | ±0,10 |
2,5 | ±0,12 |
3,0 | ±0,15 |
3,5 | ±0,17 |
4,0 | ±0,17 |
5,0 | ±0,17 |
6,0 | ±0,18 |
7,0 | ±0,20 |
Таблица 2
мм
Прутки круглые | Прутки трехгранные | Прутки квадратные | |||
Номинальный диаметр | Предельное отклонение | Размер сторон | Предельное отклонение | Размер сторон | Предельное отклонение |
8 | ±0,24 | 10 | ±0,30 | 5 | ±0,25 |
10 | ±0,30 | 12 | ±0,36 | 7 | ±0,35 |
12 | ±0,36 | 14 | ±0,42 | 9 | ±0,45 |
11 | ±0,55 | ||||
15 | ±0,45 | 16 | ±0,48 | 13 | ±0,55 |
40 | ±1,2 | 15 | ±0,55 | ||
1.3. Длина прутков должна быть (400±20) мм.
Разница по длине прутков в пачке должна быть не более 10 мм.
(Измененная редакция, Изм. N 2).
1.4. Размеры лент должны соответствовать указанным в табл.3, предельные отклонения размеров лент - в табл.4.
Таблица 3
мм
Номинальная толщина ленты | Номинальная ширина ленты |
0,8 | 8-10 |
1,0 | |
1,5 | 5-10; 15 |
2,0 | |
2,5 | |
3,0 | |
4,0 | |
5,0 |
Таблица 4
мм
Номинальная толщина ленты | Предельное отклонение | Номинальная ширина ленты | Предельное отклонение |
0,8 | ±0,08 | 5,0 | ±0,5 |
1,0 | ±0,10 | 6,0 | ±0,6 |
1,5 | ±0,10 | 7,0 | ±0,7 |
2,0 | ±0,10 | 8,0 | ±0,8 |
2,5 | ±0,10 | 9,0 | ±0,9 |
3,0 | ±0,12 | 10,0 | ±1,0 |
4,0 | ±0,16 | 15,0 | ±1,0 |
5,0 | ±0,20 |
1.5. Диаметры трубок и предельные отклонения наружного диаметра должны соответствовать указанным в табл.5.
Таблица 5
мм
Номинальный наружный | Предельное отклонение |
1,0 | ±0,05 |
1,5 | ±0,07 |
2,0 | ±0,07 |
2,5 | ±0,07 |
3,0 | ±0,09 |
3,5 | ±0,1 |
4,0 | ±0,12 |
5,0 | ±0,15 |
(Измененная редакция, Изм. N 1, 3).
1.6. По согласованию потребителя с изготовителем допускается изготовление изделий других форм и размеров.
1.7. Длина отрезка проволоки и трубки должна быть не менее 20 м, ленты - не менее 10 м.
(Измененная редакция, Изм. N 1).
1.8. Гранулометрический состав порошка припоя должен соответствовать указанному в табл.6.
Таблица 6
Номер сетки по ГОСТ 6613 | Остаток порошка на сите, %, | Прохождение порошка через сито, %, не менее |
008 | 0,5 | - |
0071 | - | 80 |
Условное обозначение припоев проставляют по схеме:
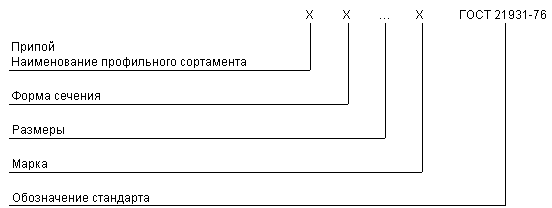
При следующих сокращениях:
наименования профильного сортамента:
проволока - Прв;
пруток - Пт;
лента - Л;
трубка - Т;
порошок - Пор;
формы сечения:
круглая - КР;
квадратная - KB;
трехгранная - ТРГ.
Вместо отсутствующего показателя ставят знак "X".
Примеры условного обозначения
Припой в виде проволоки круглого сечения диаметром 2 мм марки ПОССу 61-0,5:
Припой Прв КР2 ПОССу 61-0,5 ГОСТ 21931-76
То же, в виде прутка квадратного сечения со стороной квадрата 9 мм марки ПОССу 40-0,5:
Припой ПтКВ 9,0 ПОССу 40-0,5 ГОСТ 21931-76
То же, в виде прутка трехгранного сечения с размером сторон 14 мм марки ПОС 61:
Припой ПтТРГ 14 ПОС 61 ГОСТ 21931-76
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм марки ПОС 40:
Припой Л 0,8x8 ПОС 40 ГОСТ 21931-76
То же, в виде трубки с наружным диаметром 5 мм с наполнителем канифолью марки ПОССу 25-2:
Припой Т 5 ПОССу 25-2 ГОСТ 21931-76
То же, в виде порошка марки ПОССу 30-2:
Припой Пор ПОССу 30-2 ГОСТ 21931-76
(Измененная редакция, Изм. N 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в изделиях изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав оловянно-свинцовых припоев должен соответствовать требованиям ГОСТ 21930.
(Измененная редакция, Изм. N 1, 2).
2.2. Поверхность прутков, проволоки, лент и трубок не должна иметь посторонних включений, трещин и расслоений.
На поверхности прутков, проволоки и ленты допускаются отдельные нераскрытые воздушные пузыри, не имеющие шлаковых включений.
(Измененная редакция, Изм. N 2, 3).
2.3. В изломе проволоки, прутка, ленты и трубки не должно быть инородных включений.
(Измененная редакция, Изм. N 2).
2.4. В качестве флюса (наполнителя) трубок припоя применяют сосновую канифоль по ГОСТ 19113. Флюс должен быть непрерывным по всей длине трубки.
По согласованию потребителя с изготовителем допускается использовать в качестве наполнителя более активные флюсы. Масса флюса в трубке должна составлять (2,5±0,5)% от массы трубки.
(Измененная редакция, Изм. N 2, 3).
2.5. Физико-механические свойства припоев приведены в приложении 1 ГОСТ 21930.
2.6. Области преимущественного применения припоев приведены в приложении 2 ГОСТ 21930.
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Процессы производства и пайки (лужения) оловянно-свинцовыми и оловянно-свинцово-кадмиевыми припоями могут сопровождаться выделением токсичных веществ свинца и окиси кадмия, которые в соответствии с ГОСТ 12.1.007 относятся к веществам 1-го класса опасности.
2а.2. Поступление вредных веществ в организм человека в условиях изготовления и использования припоев возможно при вдыхании загрязненного воздуха, а также с водой и пищей при несоблюдении работающими личной гигиены.
Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Кадмий поражает органы дыхания, желудочно-кишечный тракт, внутренние органы, скелетную мускулатуру и костную ткань, вызывает раздражение кожных покровов.
2а.3. Предельно допустимая концентрация свинца в воздухе рабочей зоны производственных помещений - 0,01 мг/м , окиси кадмия - 0,1 мг/м согласно ГОСТ 12.1.005.
, окиси кадмия - 0,1 мг/м согласно ГОСТ 12.1.005.
2а.4. Контроль за содержанием вредных веществ в воздухе рабочей зоны должен проводиться в соответствии с ГОСТ 12.1.005 и ГОСТ 12.1.007. Анализ проб воздуха на содержание свинца и окиси кадмия проводят по методикам, утвержденным Министерством здравоохранения СССР.
2а.5. Устройство, оборудование и отделка производственных помещений и рабочих мест при изготовлении и использовании свинецсодержащих сплавов должны соответствовать правилам безопасности при производстве олова и сплавов на его основе, утвержденным Госгортехнадзором СССР, и санитарным правилам организации пайки мелких изделий сплавами, содержащими свинец, утвержденным Министерством здравоохранения СССР.
2а.6. При погрузочно-разгрузочных работах должны соблюдаться требования безопасности в соответствии с ГОСТ 12.3.009 и правилами безопасности для предприятий и организаций металлургической промышленности, утвержденными Госгортехнадзором СССР.
2а.7. Требования безопасности при эксплуатации производственной тары, изготовленной в соответствии с ГОСТ 14861, - по ГОСТ 12.3.010.
2а.8. Требования безопасности при определении химического состава - по ГОСТ 1429.0.
2а.9. Работающие с припоями должны проходить:
инструктаж по технике безопасности в соответствии с ГОСТ 12.0.004;
обучение методам работы со свинец- и кадмийсодержащими припоями и правилам обращения с защитными средствами;
предварительный при поступлении на работу и периодические медицинские осмотры.
2а.10. Профилактика свинцовых отравлений при работе с припоями - по нормативной документации, утвержденной Министерством здравоохранения СССР.
2a.11. Все работы с расплавленными оловянно-свинцовыми припоями должны выполняться в сухой спецодежде и предохранительных приспособлениях.
При работах с расплавленными оловянно-свинцовыми припоями, обслуживании ванн лужения и пайки, работах с порошком из припоев и транспортно-складских работах рабочие должны применять средства индивидуальной защиты органов дыхания - респираторы ШБ-1 "Лепесток" по ГОСТ 12.4.028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо наголовными щитками по ГОСТ 12.4.023.
2а.12. Работающие с оловянно-свинцовыми припоями должны быть обеспечены бытовыми помещениями в соответствии с СНиП 2.09.04 по группе производственных процессов IIIа. В санитарно-бытовых помещениях должны быть созданы условия для соблюдения работающими правил личной гигиены.
(Измененная редакция, Изм. N 3).
Разд.2. (Введен дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями.
Каждая партия должна состоять из припоев одной марки, одного вида и одного размера. Масса партии не ограничивается.
Партия должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
номер партии;
результаты химического анализа;
массу нетто и брутто партии в килограммах;
дату изготовления;
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Осмотру и обмеру подвергают каждый моток, катушку и 0,5% прутков от массы партии.
3.3. Для контроля химического состава припоя от партии отбирают 0,3% (по массе) мотков проволоки, трубки диаметром до 2,5 мм, ленты толщиной до 2,5 мм; 0,05% (по массе) мотков проволоки, трубки диаметром более 2,5 мм и ленты толщиной более 2,5 мм и ленты толщиной более 2,5 мм,* но не менее двух мотков; 0,03% (по массе) прутков, но не менее пяти прутков.
_________________
* Текст соответствует оригиналу. - Примечание .
Для проверки химического и гранулометрического составов порошка от партии отбирают 20% банок, но не менее пяти банок.
(Измененная редакция, Изм. N 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности прутков, проволоки, лент, трубок производят без применения увеличительных приборов.
4.2. Для отбора объединенной пробы от концов мотков и катушек проволоки, трубки, ленты берут отрезки длиной 30-40 см. Пробу получают обточкой полного поперечного сечения или фрезерованием связки концов. Прутки фрезеруют в трех местах - посередине и с обоих торцов.
На предприятии-изготовителе при производстве трубок и проволоки допускается отбирать пробу для определения химического состава от заготовок и результат анализа распространять на партии различных диаметров, изготовленных из этих заготовок. При этом определение содержания флюса в трубках производится в каждой партии. При производстве изделий методом горячего прессования допускается отбирать пробы от расплавленного металла равномерно в начале, середине и в конце выпуска партии в виде стержней с последующей их обточкой или фрезерованием.
Полученные опилки перемешивают, подвергают магнитной сепарации, сокращают квартованием до получения лабораторной пробы массой 200 г. Пробу делят на две части, одну из которых направляют на химический анализ, вторую оставляют на случай возникновения разногласий в оценке качества припоев.
Лабораторная проба от трубчатого припоя перед анализом должна быть отмыта от канифоли спиртом или другими растворителями.
(Измененная редакция, Изм. N 1, 2, 3).
4.3. Пробу порошка берут щупом от каждой отобранной банки. Щуп опускают на всю глубину банки не менее чем в трех разных точках. Отобранную пробу перемешивают и сокращают квартованием.
На предприятии-изготовителе допускается отбор пробы порошка автоматическим пробоотборником.
4.4. Измерение диаметра прутков, проволоки и трубок производят не менее чем в двух взаимно перпендикулярных направлениях одного сечения любым измерительным инструментом, обеспечивающим заданную точность измерений.
4.5. Для получения излома припой надрезают на глубину не более одной трети диаметра или толщины и отламывают по надрезу. Осмотр излома проводят без применения увеличительных приборов.
4.6. Анализ химического состава припоев проводят по ГОСТ 1429.0-ГОСТ 1429.15.
Допускается определение химического состава припоя другими методами, обеспечивающими необходимую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0-ГОСТ 1429.11.
(Измененная редакция, Изм. N 2).
4.7. Гранулометрический состав порошка определяют по ГОСТ 9723.
4.8. Для определения содержания флюса ( ) в трубке от концов отобранных мотков (катушек) берут образцы длиной 30-40 см и разрезают их на отрезки длиной 3-5 см. Масса пробы должна составлять 140-160 г.
) в трубке от концов отобранных мотков (катушек) берут образцы длиной 30-40 см и разрезают их на отрезки длиной 3-5 см. Масса пробы должна составлять 140-160 г.
Пробу делят на две части: одну часть направляют на анализ, другую сохраняют на случай разногласия в оценке качества партии. Образцы массой 20 г помещают в чистый фарфоровый тигель и нагревают до полного расплавления, затем тщательно перемешивают и охлаждают. Затвердевший припой очищают от флюса, промывают в спирте для удаления его остатков, высушивают и взвешивают, получая массу  . Содержание флюса () в процентах вычисляют по формуле
. Содержание флюса () в процентах вычисляют по формуле
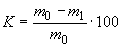 .
.
За окончательный результат принимают среднее арифметическое результатов испытаний трех образцов.
(Измененная редакция, Изм. N 2).
4.9. Непрерывность флюса в трубке обеспечивается технологией изготовления.
(Введен дополнительно, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Проволоку, ленты и трубки с флюсом поставляют в мотках. Проволоку диаметром до 1 мм и трубки с флюсом диаметром до 1,5 мм включительно поставляют намотанными на катушки. Масса нетто мотков и катушек проволоки и трубок с флюсом должна быть 1,5-15 кг. Допускается намотка проволоки и трубки других диаметров на катушках.
(Измененная редакция, Изм. N 2).
5.2. Каждый моток должен быть плотно перевязан бечевкой или клейкой лентой не менее чем в трех местах, равномерно расположенных по периметру мотка.
5.3. (Исключен, Изм. N 2).
5.4. Прутки поставляются в пачках массой не более 15 кг.
5.5. Порошок упаковывают в металлические банки по ГОСТ 6128. Масса нетто банок должна быть не более 30 кг.
Допускается по согласованию изготовителя с потребителем упаковывать порошок в металлические банки, изготовленные по рабочим чертежам, утвержденным в установленном порядке, размерами, указанными в табл.7.
Таблица 7
Размеры, мм
Вместимость, см | Диаметр | Предельное отклонение | Высота | Предельное отклонение | ||
внутренний | наружный | внутренная | наружная | |||
8092 | 215 | 218 | ±5 | 223 | 232 | ±5 |
(Измененная редакция, Изм. N 1, 2).
5.6. На каждый моток, катушку проволоки, ленты и трубки и на каждую пачку прутков припоя крепят ярлык, на котором должны быть указаны:
товарный знак предприятия-изготовителя;
условное обозначение припоя;
номер партии;
номер контролера отдела технического контроля;
дата изготовления.
(Измененная редакция, Изм. N 1, 2).
5.7. В каждую банку вкладывают документ, в котором должны быть указаны:
товарный знак предприятия-изготовителя;
условное обозначение припоя;
номер партии;
номер банки;
масса нетто в килограммах;
дата изготовления;
обозначение настоящего стандарта.
На каждую банку наклеивают этикетку с теми же данными.
(Измененная редакция, Изм. N 2).
5.8. Мотки проволоки, трубки, ленты и пачки прутков обертывают бумагой по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации и перевязывают обвязочными материалами по ГОСТ 17308, ГОСТ 4514 в трех местах, включая место крепления ярлыка.
(Измененная редакция, Изм. N 2, 3).
5.9. К каждому мотку или к ящику поверх упаковки крепят ярлык, на котором должны быть указаны:
товарный знак предприятия-изготовителя;
условное обозначение припоя;
номер партии;
обозначение настоящего стандарта.
5.10. Катушки, мотки проволоки, ленты, трубки, пачки прутков, банки с порошком транспортируют в универсальных контейнерах по ГОСТ 18477 или специализированных металлических контейнерах (ящиках) типа I, исполнения 1 размерами 1200х800х750 мм по ГОСТ 14861 массой брутто не более 1,3 т, массой нетто не более 1,2 т. Допускается по согласованию изготовителя с потребителем транспортировать мотки проволоки, трубки, ленты и пачки прутков в специализированных контейнерах по ГОСТ 14861 и универсальных контейнерах по ГОСТ 18477 без упаковывания в бумагу; дно и стенки контейнера застилают и каждый ряд изделий перекладывают слоем бумаги по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации.
Мелкими отправками изделия транспортируют в дощатых ящиках типа II-I по ГОСТ 2991 размерами по ГОСТ 21140, массой брутто не более 50 кг. Ящики формируют на деревянных поддонах в транспортные пакеты по ГОСТ 26663 с обвязкой металлической лентой по ГОСТ 3560 или проволокой по ГОСТ 3282. Масса брутто пакета - не более 1,0 т.
5.9, 5.10. (Измененная редакция, Изм. N 1, 2, 3).
5.11. Транспортная маркировка - по ГОСТ 14192.
(Измененная редакция, Изм. N 1).
5.12. Припои транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и Техническими условиями погрузки и крепления, утвержденными Министерством путей сообщения Российской Федерации.
(Измененная редакция, Изм. N 1, 3).
5.13. Хранение оловянно-свинцовых припоев в изделиях - по ГОСТ 21930.
(Введен дополнительно, Изм. N 1).
Разд.6. (Исключен, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998