ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия (с Изменениями N 1, 2, 3)Постановление Госстандарта СССР от 31.12.1975 N 4113ГОСТ от 31.12.1975 N 21448-75
ГОСТ 21448-75
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОРОШКИ ИЗ СПЛАВОВ ДЛЯ НАПЛАВКИ
Технические условия
Alloyed powders for welding deposit. Specifications
ОКП 19 7211 8000
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.И.Вепринцев, В.П.Брыксин-Лямин, А.С.Анатиенко, В.Н.Бращин, В.А.Ермакова, Л.В.Михайлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 31.12.75 N 4113
3. ВЗАМЕН ГОСТ 11545-65 в части порошков
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12.1.004-91 | 1а.4 |
ГОСТ 12.1.007-76 | 1a.1; 1a.2 |
ГОСТ 12.4.010-75 | 1а.5 |
ГОСТ 12.4.011-89 | 1а.5 |
ГОСТ 12.4.028-76 | 1а.5 |
ГОСТ 380-88 | 4.7.1 |
ГОСТ 1050-88 | 4.7.1 |
ГОСТ 2424-83 | 4.7.1 |
ГОСТ 2991-85 | 5.2а |
ГОСТ 3282-74 | 5.4 |
ГОСТ 3560-73 | 5.4 |
ГОСТ 3647-80 | 4.1.1, 4.3.1 |
ГОСТ 5457-75 | 4.7.1 |
ГОСТ 5583-78 | 4.7.1 |
ГОСТ 6613-86 | 2.2; 4.3; 4.3.1 |
ГОСТ 7930-73 | 5.2 |
ГОСТ 9013-59 | 4.7.2 |
ГОСТ 9078-84 | 5.4 |
ГОСТ 11930.0-79 - ГОСТ 11930.11-79 | 4.2 |
ГОСТ 14192-77 | 5.3 |
ГОСТ 15150-69 | 5.6; 5.7 |
ГОСТ 15846-79 | 5.1 |
ГОСТ 18118-79 | 4.7.1 |
ГОСТ 19903-74 | 5.1 |
ГОСТ 21650-76 | 5.4 |
ГОСТ 23932-90 | 4.5.1 |
ГОСТ 24597-81 | 5.4 |
ГОСТ 26663-85 | 5.4 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 05.04.91 N 449
6. ПЕРЕИЗДАНИЕ (апрель 1993 г.) с Изменениями N 1, 2, 3, утвержденными в июле 1981 г., сентябре 1986 г., апреле 1991 г. (ИУС N 10-81, 11-86, 7-91)
Настоящий стандарт распространяется на порошки из сплавов, предназначенные для наплавки и напыления износостойкого слоя на детали машин и оборудования, работающие в условиях воздействия абразивного изнашивания, коррозии, эрозии, при повышенных температурах или в агрессивных средах.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2, 3).
1. МАРКИ
1.1. В зависимости от химического состава порошки из сплавов для наплавки изготовляют следующих марок:
ПГ-С27 (тип ПН-У40Х28Н2С2ВМ), ПГ-УС25 (тип ПН-У50Х38Н), ПГ-ФБХ6-2 (тип ПН-У45Х35ГСР), ПГ-АН1 (тип ПН-У25Х30СР), ПГ-СР2 (тип ПН-ХН80С2Р2), ПГ-СР3 (тип ПН-ХН80С3Р3), ПГ-СР4 (тип ПН-ХН80С4Р4).
(Измененная редакция, Изм. N 3),
1.2. В зависимости от гранулометрического состава порошки из сплавов для наплавки изготовляют следующих классов: крупный (К), средний (С), мелкий (М) и очень мелкий (ОМ).
1.3. В условном обозначении порошков из сплавов для наплавки сначала указывают марку по химическому составу, затем класс по гранулометрическому составу.
Например, порошок из сплавов для наплавки марки ПГ-С27, крупный имеет обозначение ПГ-С27-К ГОСТ 21448-75.
1.4. Область применения порошков из сплавов для наплавки указана в рекомендуемом приложении.
1а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1a.1. По степени воздействия на организм человека порошки для наплавки на основе железа нетоксичны; на основе никеля относятся ко II классу токсичности и опасности, установленному по ГОСТ 12.1.007-76.
1а.2. Предельно допустимая концентрация компонентов порошков для наплавки в воздухе в виде пыли составляет по никелю 0,05 мг/м .
.
Контроль за состоянием воздушной среды - по ГОСТ 12.1.007-76.
1а.3. Порошкообразные гранулированные наплавочные сплавы не образуют токсичных соединений в воздушной среде и сточных водах, растворимы в кислотах.
1а.4. Порошкообразные наплавочные сплавы трудногорючи в соответствии с ГОСТ 12.1.004-91.
1а.5. Работающие должны применять индивидуальные средства защиты по ГОСТ 12.4.011-89, респиратор "Лепесток" по ГОСТ 12.4.028-76, рукавицы по ГОСТ 12.4.010-75.
Разд.1а. (Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Порошки из сплавов для наплавки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Химический состав порошков из сплавов для наплавки должен соответствовать нормам, указанным в табл.1.
2.2. Гранулометрический состав порошков из сплавов для наплавки должен соответствовать нормам, указанным в табл.2.
2.3. Влажность порошков из сплавов для наплавки не должна превышать 0,1%.
2.4. Форма частиц мелкого и очень мелкого порошка из сплавов для наплавки на основе никеля должна быть сферической или округлой.
2.5. Порошки из сплавов для наплавки на основе железа не должны быть магнитными.
(Измененная редакция, Изм. N 2).
Таблица 1
Марки | Химический состав, % | |||||
Основные компоненты | ||||||
Основа | Углерод | Хром | Кремний | Марганец | Никель | |
ПГ-С27 | Железо | 3,3-4,5 | 25,0-28,0 | 1,0-2,0 | 0,8-1,5 | 1,5-2,0 |
ПГ-УС25 | То же | 4,4-5,4 | 35,0-41,0 | 1,6-2,6 | Не более 2,5 | 1,0-1,8 |
ПГ-ФБХ6- 2 | " | 3,5-5,5 | 32,0-37,0 | 1,0-2,5 | 1,5-4,0 | - |
ПГ-АН1 | " | 2,0-2,8 | 26,0-32,0 | 1,5-2,5 | 0,5-1,5 | - |
ПГ-СР2 | Никель | 0,2-0,5 | 12-15 | 2,0-3,0 | - | - |
ПГ-СР3 | То же | 0,4-0,7 | 13,5-16,5 | 2,5-3,5 | - | - |
ПГ-СР4 | " | 0,6-1,0 | 15-18 | 3,0-4,5 | - | - |
Продолжение табл.1
Марки | Химический состав, % | |||||
Основные компоненты | Примеси, не более | |||||
Вольфрам | Молибден | Бор | Железо | Сера | Фосфор | |
ПГ-С27 | 0,2-0,4 | 0,08-0,15 | - | - | 0,07 | 0,06 |
ПГ-УС25 | - | - | - | - | 0,07 | 0,06 |
ПГ-ФБХ6-2 | - | - | 1,3-2,0 | - | 0,07 | 0,06 |
ПГ-АН1 | - | - | 1,2-1,8 | - | 0,07 | 0,06 |
ПГ-СР2 | - | - | 1,5-2,1 | Не более 5,0 | 0,04 | 0,04 |
ПГ-СР3 | - | - | 2,0-2,8 | Не более 5,0 | 0,04 | 0,04 |
ПГ-СР4 | - | - | 2,8-3,8 | Не более 5,0 | 0,04 | 0,04 |
Примечание. Коды марок порошков для наплавки приведены в обязательном приложении 2.
(Измененная редакция, Изм. N 1, 2, 3).
Таблица 2
|
| Остаток на сите, %, не менее | Прохождение через сито, %, не менее | ||||||||
Класс | Величина частиц, мм | Номера сеток | Номера сеток по ГОСТ 6613-86 | ||||||||
0,8 | 0,4 | 0,16 | 1,6 | 1,25 | 1,0 | 0,8 | 0,5 | 0,4 | 0,16 | ||
К | 1,25-0,8 | 85 | - | - | 100 | 95 | - | - | - | - | - |
С | 0,8-0,4 | - | 87 | - | - | - | 100 | 95 | - | - | - |
М | 0,4-0,6 | - | - | 90 | - | - | - | - | 100 | 95 | - |
ОМ | Менее 0,16 | - | - | - | - | - | - | - | - | - | 100 |
2.6. Твердость наплавленного слоя должна соответствовать нормам, указанным в табл.3.
Таблица 3
Марка | Твердость HRC |
ПГ-С27 | 54,2 |
ПГ-УС25 | 55,9 |
ПГ-ФБХ6-2 | 53,2 |
ПГ-СР2 | 36,5 |
ПГ-СР3 | 46,4 |
ПГ-СР4 | 55,9 |
ПГ-АН1 | 54,0 |
 , не менее
, не менее
(Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Порошки из сплавов для наплавки принимают партиями. Партия состоит из порошков одной марки и оформлена одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
марку порошка;
номер партии;
массу брутто и нетто;
дату выпуска;
обозначение настоящего стандарта;
штамп технического контроля.
Масса партии порошков из сплавов для наплавки на основе железа должна быть не более 3000 кг.
(Измененная редакция, Изм. N 2, 3).
3.2. Для определения качества порошков из сплавов для наплавки отбирают выборку в соответствии с табл.4.
Таблица 4
Количество банок в контролируемой партии | Количество банок, из которых должны быть взяты пробы |
1-5 | Все |
6-15 | 5 |
16-35 | 7 |
36-60 | 8 |
61-99 | 9 |
100-149 | 10 |
3.3. Содержание марганца, молибдена, вольфрама, серы и фосфора обеспечивается технологией изготовления и определяется по требованию потребителя.
(Измененная редакция, Изм. N 3).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке от той же партии порошков из сплавов для наплавки. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор и подготовка проб
4.1.1. Из каждой взятой для испытания банки отбирают точечную пробу щупом по ГОСТ 3647-80.
(Измененная редакция, Изм. N 2).
4.1.2. Отобранные пробы соединяют, тщательно перемешивают и сокращают на десятикамерном делителе (черт.1) до средней пробы массой не менее 600 г.
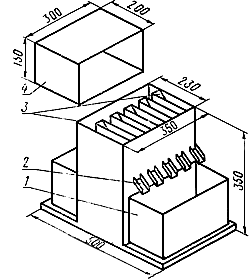
1 - сборник; 2 - ссыпные корытца; 3 - камеры; 4 - засыпное устройство
Черт.1
4.1.3. Среднюю пробу делят на две части, одну из которых массой не менее 200 г подвергают испытаниям, а другую хранят в течение трех месяцев на случай разногласия в оценке качества.
4.2. Содержание основных компонентов и примесей определяют по ГОСТ 11930.0-79 - ГОСТ 11930.11-79.
Допускается определять содержание основных компонентов порошков из сплавов для наплавки спектральным методом.
(Измененная редакция, Изм. N 1).
4.3. Определение гранулометрического состава
Гранулометрический состав определяют просевом пробы массой не менее 100 г через сита по ГОСТ 6613-86.
4.3.1. Аппаратура
Механический встряхиватель.
Весы технические с погрешностью взвешивания не более 0,1 г.
Набор сит по ГОСТ 6613-86.
4.3.2. Проведение анализа
Пробу массой 100 г просеивают через соответствующие сита на механическом встряхивателе с частотой вращения (250±50) об/мин и числом встряхиваний 140±10 в минуту. Время рассева 5 мин.
Остаток на ситах и поддоне определяют взвешиванием на технических весах с погрешностью не более 0,1 г.
Допускается у изготовителя проводить анализ на механическом встряхивателе с частотой колебаний сит в минуту 300±10 и ударов рычага 180±10.
(Измененная редакция, Изм. N 2).
4.3.3. Обработка результатов
Содержание отдельных фракций ( ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
 .
.
где  - масса данной фракции, г;
- масса данной фракции, г;
 - масса испытуемой пробы, г.
- масса испытуемой пробы, г.
4.4. Форму частиц порошков из сплавов для наплавки определяют осмотром пробы через лупу или прибор с 4-кратным увеличением.
4.5. Определение влажности
Метод основан на потере массы порошков из сплавов для наплавки при высушивании.
4.5.1. Аппаратура
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Шкаф сушильный, обеспечивающий температуру (120±10) °С.
Бюксы для взвешивания по ГОСТ 23932-90.
4.5.2. Проведение анализа
Навеску порошков из сплавов для наплавки массой 100 г взвешивают в бюксе с погрешностью не более 0,0002 г. Открытую бюксу помещают в сушильный шкаф с температурой 105-115 °С и выдерживают 30 мин. Затем бюксу охлаждают в эксикаторе, закрывают крышкой и взвешивают. Высушивание повторяют до получения постоянной массы навески.
4 5.3. Обработка результатов
Содержание влаги ( ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
 ,
,
где - масса навески до высушивания, г;
- масса навески после высушивания, г.
4.6. Определение магнитных свойств порошков из сплавов для наплавки производят по методике, утвержденной в установленном порядке.
4.7. Определение твердости
Метод основан на индукционной или газовой наплавке порошков на три образца с последующим измерением твердости наплавленного слоя.
Для порошков на основе железа твердость наплавленного слоя определяют после индукционной наплавки образцов, для сплавов на основе никеля - после газовой наплавки.
4.7.1. Аппаратура и материалы
Ламповый генератор ЛПЗ-2-67 или другой подобного типа.
Индуктор, состоящий из медных труб с наружным диаметром 10-15 мм и толщиной стенки 2-3 мм или медных полос толщиной 2-4 мм.
Горелка типа ГАЛ с наконечником N 4.
Круги шлифовальные из зеленого карбида кремния твердостью M1, M2, М3, СМ1 по ГОСТ 18118-79 и зернистостью 25-16 и 40-25 по ГОСТ 2424-83.
Газы сжатые - кислород по ГОСТ 5583-78 и ацетилен по ГОСТ 5457-75.
Образцы из стали марки Ст45 по ГОСТ 1050-88 или стали марки Ст3 по ГОСТ 380-88*.
______________
* На территории Российской Федерации действует ГОСТ 380-94. - Примечание изготовителя базы данных.
При разногласиях в оценке качества образец должен быть из стали марки Ст45 (черт.2).
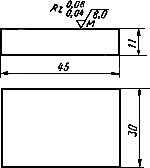
Черт.2
4.7.2 Проведение испытания
Индукционную наплавку производят при следующем режиме:
анодное напряжение, кВ | 7-8,5 |
анодный ток, А | 4-5 |
сеточный ток, А | 0,7-1,0 |
время нагрева | до полного расплавления сплава |
Газовую наплавку производят до толщины наплавленного слоя 1,2-1,5 мм при следующем режиме:
давление кислорода на входе в горелку, кгс/см | 2-4 |
давление ацетилена на входе в горелку, кгс/см | 0,1-0,25 |
расход кислорода, л/ч | 430-750 |
расход ацетилена, л/ч | 400-700 |
расхода сплава, г/мин | до 40 |

Поверхность наплавленного слоя обрабатывают абразивным инструментом из зеленого карбида кремния. Толщина наплавленного слоя после обработки должна быть не менее 1,0 мм.
Твердость наплавленного слоя определяют по ГОСТ 9013-59, шкала С, нагрузка 150 кгс.
На каждом образце производят пять измерений.
(Измененная редакция, Изм. N 2).
4.7.3. Обработка результатов
За окончательный результат испытаний принимают среднее арифметическое результатов 15 измерений.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Порошки из сплавов для наплавки упаковывают в герметически закрытые банки из тонколистовой кровельной стали по ГОСТ 19903-74.
Масса брутто металлической банки не должна превышать 50 кг.
Упаковка порошков из сплавов для наплавки, предназначенных для районов Крайнего Севера и труднодоступных районов, производится в соответствии с требованиями ГОСТ 15846-79*, группа "Металлы и металлические изделия".
______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1, 2).
5.1а. В каждую банку вкладывают документ с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
марки смеси и номера партии;
массы нетто, кг;
результатов испытаний;
даты выпуска;
обозначения настоящего стандарта.
На крышку каждой банки ставится штамп с указанием перечисленных данных, кроме результатов испытаний.
(Введен дополнительно, Изм. N 2).
5.2. Каждую банку с порошком маркируют краской-эмалью по ГОСТ 7930-73 с нанесением по образующей банки полос следующих цветов:
Марка сплава | Цвет полосы |
ПГ-С27 | желтая |
ПГ-УС25 | две желтые |
ПГ-ФБХ6-2 | белая |
ПГ-АН1 | коричневая |
ПГ-СР2 | одна красная |
ПГ-СР3 | две красные |
ПГ-СР4 | три красные |
(Измененная редакция, Изм. N 3).
5 2а. Банки упаковывают в дощатые ящики по ГОСТ 2991-85 (тип V-1). Между банками ставят деревянные прокладки, исключающие возможность их перемещения при транспортировании. Масса ящика не должна быть более 100 кг.
(Введен дополнительно, Изм. N 2).
5.3. Транспортная маркировка груза и манипуляционный знак "Боится сырости" - по ГОСТ 14192-77*.
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
5.4. Упакованные порошки из сплавов для наплавки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида. При транспортировании по железной дороге - повагонными отправками.
Укрупнение грузовых мест в транспортные пакеты - по ГОСТ 26663-85 при механизированной погрузке. Ящики должны быть скреплены в соответствии с требованиями ГОСТ 21650-76 (стальной лентой по ГОСТ 3560-73 или проволокой по ГОСТ 3282-74) и установлены на поддоны по ГОСТ 9078-84. Основные параметры и размеры пакетов - по ГОСТ 24597-81. Транспортные пакеты должны быть обвязаны в продольном и поперечном направлениях.
5.3, 5.4. (Измененная редакция, Изм. N 2).
5.5. (Исключен, Изм. N 2).
5.6. Транспортирование порошков из сплавов для наплавки в части воздействия климатических факторов - по ГОСТ 15150-69, группа условий хранения 5(ОЖ4).
(Измененная редакция, Изм. N 2).
5.7. Хранение порошков из сплавов для наплавки - по ГОСТ 15150-69, группа условий хранения Л.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ ИЗ СПЛАВОВ ДЛЯ НАПЛАВКИ
Марки | Типы | Применение |
ПГ-С27 | ПН-У40Х28Н2С2ВМ | Для наплавки деталей металлургического и энергетического оборудования, сельскохозяйственных машин и т.п, работающих в условиях абразивного изнашивания при температуре до 500 °С с умеренными ударными нагрузками |
ПГ-УС25 | ПН-У50Х38Н | Для наплавки деталей сельскохозяйственных машин и т.п, работающих в условиях интенсивного абразивного изнашивания без ударов |
ПГ-ФБХ6-2 | ПН-У45Х35ГСР | Для наплавки деталей угледобывающего и торфоперерабатывающего оборудования, работающих в условиях абразивного изнашивания |
ПГ-АН1 | ПН-У25Х30СР | Для наплавки деталей металлургического оборудования, сельскохозяйственных и строительных машин и т.п, работающих в условиях абразивного изнашивания с умеренными ударами |
ПГ-СР2 | ПН-ХН80С2Р2 | Для наплавки и напыления деталей уплотнительных поверхностей арматуры тепловых и атомных электростанций, подвергающихся изнашиванию при нагреве до 600 °С и воздействию агрессивных сред |
ПГ-СР4 | ПН-ХН80С4Р4 | Для наплавки и напыления деталей, подвергающихся интенсивному изнашиванию при температурах до 600 °С и воздействию агрессивных сред |
(Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ 2
Обязательное
Коды ОКП
Обозначение марки | Код ОКП | Класс порошка по гранулометрическому составу: |
ПГ-С27 | 19 7211 8071 | Крупный (К) |
ПГ-УС25 | 19 7211 8073 | |
ПГ-ФБХ6-2 | 19 7211 8074 | |
ПГ-АН1 | 19 7211 8075 | |
ПГ-СР2 | 19 7211 8076 | |
ПГ-СРЗ | 19 7211 8077 | |
ПГ-СР4 | 19 7211 8078 | |
ПГ-С27 | 19 7211 8111 | Средний (С) |
ПГ-УС25 | 19 7211 8113 | |
ПГ-ФБХ6-2 | 19 7211 8114 | |
ПГ-АН1 | 19 7211 8115 | |
ПГ-СР2 | 19 7211 8116 | |
ПГ-СРЗ | 19 7211 8117 | |
ПГ-СР4 | 19 7211 8118 | |
ПГ-С27 | 19 7211 8142 | Мелкий (М) |
ПГ-УС25 | 19 7211 8144 | |
ПГ-ФБХ6-2 | 19 7211 8145 | |
ПГ-АН1 | 19 7211 8146 | |
ПГ-СР2 | 19 7211 8147 | |
ПГ-СР3 | 19 7211 8148 | |
ПГ-СР4 | 19 7211 8149 | |
ПГ-С27 | 19 7211 8171 | Очень мелкий (ОМ) |
ПГ-УС25 | 19 7211 8173 | |
ПГ-ФБХ6-2 | 19 7211 8174 | |
ПГ-СР2 | 19 7211 8176 | |
ПГ-СР3 | 19 7211 8177 | |
ПГ-СР4 | 19 7211 8178 | |
ПГ-АН1 | 19 7211 8175 |