ГОСТ 21427.4-78 Лента стальная электротехническая холоднокатаная анизотропная. Технические условия (с Изменениями N 1, 2)Постановление Госстандарта СССР от 21.04.1978 N 1061ГОСТ от 21.04.1978 N 21427.4-78
ГОСТ 21427.4-78
Группа В34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТА СТАЛЬНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ХОЛОДНОКАТАНАЯ АНИЗОТРОПНАЯ
Технические условия
Cold-rolled steel electrical anisotropic strip. Specifications
МКС 77.140.50
ОКП 12 3000
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.04.78 N 1061
3. ВЗАМЕН ГОСТ 9925-61 в части толщины от 0,05 до 0,20 мм
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8.377-80 | Приложение 1 |
ГОСТ 1341-97 | 6.1.2 |
ГОСТ 2991-85 | 6.1.2 |
ГОСТ 7566-94 | 4.1; 4.4; 6.1 |
ГОСТ 8828-89 | 6.1.2 |
ГОСТ 9396-88 | 6.1.2 |
ГОСТ 10354-82 | 6.1.2 |
ГОСТ 12119.0-98 - ГОСТ 12119.8-98 | 5.5; 5.11 |
ГОСТ 14192-96 | 6.2 |
ГОСТ 14253-83 | 6.1.2 |
ГОСТ 20799-88 | 6.1.2 |
ГОСТ 21650-76 | 6.1.5 |
ГОСТ 24597-81 | 6.1.5 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в мае 1985 г., мае 1990 г. (ИУС 8-85, 8-90), Поправками (ИУС 9-2000, 3-2002)
Настоящий стандарт распространяется на холоднокатаную анизотропную ленту толщиной от 0,05 до 0,15 мм из электротехнической стали, предназначенную для магнитных цепей электрических аппаратов и приборов.
1. КЛАССИФИКАЦИЯ И МАРКИ
1.1. Ленту изготовляют из стали марок: 3421, 3422, 3423, 3424 и 3425. Классификация и обозначение марок - по НТД.
1.2. Сталь подразделяют:
по термической обработке на:
термически обработанную - ТО,
без термической обработки (нагартованную) - БТО;
по виду покрытий на:
с термостойким электроизоляционным покрытием - ЭТ,
без покрытия - БП.
2. СОРТАМЕНТ
2.1. Толщина, ширина ленты и минимальная масса рулона в зависимости от марки стали указаны в табл.1.
Таблица 1
Ширина ленты, мм | Масса рулона, кг, не менее, при толщине ленты, мм | ||
0,05 | 0,08 | 0,15 | |
Марка стали | |||
3421, 3422, 3423, 3424, 3425 | |||
5,0 | 0,08 | 0,10 | 0,20 |
6,5 | 0,10 | 0,15 | 0,30 |
8,0 | 0,10 | 0,20 | 0,30 |
10,0 | 0,35 | 0,50 | 1,80 |
12,0 | 0,45 | 1,20 | 2,0 |
12,5 | 0,45 | 1,20 | 2,0 |
15,0 | 0,50 | 1,40 | 3,5 |
16,0 | 0,60 | 1,50 | 4,0 |
20,0 | 0,70 | 1,80 | 5,0 |
25,0 | 0,90 | 2,3 | 6,0 |
28,0 | 1,00 | 2,6 | 6,0 |
30,0 | 1,00 | 2,6 | 6,0 |
32,0 | 1,10 | 3,0 | 6,0 |
35,5 | 1,25 | 3,0 | 6,0 |
40,0 | 1,40 | 3,5 | 7,0 |
50,0 | - | 4,0 | 9,0 |
64,0 | - | 6,0 | 15,0 |
71,0 | - | 6,5 | 16,0 |
80,0 | - | - | 18,0 |
Примечания:
1. Ленту шириной 12,0 мм и ленту из стали марки 3421 в новых разработках применять не рекомендуется.
2. По соглашению изготовителя с потребителем допускается изготовлять ленту других размеров.
(Измененная редакция, Изм. N 1).
2.2. Рулон ленты должен состоять из одного отрезка. Допускается поставлять рулоны меньшей массы, но не менее 20%, от указанной в табл.1, в количестве не более 25% массы поставляемой партии.
2.3. Предельные отклонения по толщине и ширине ленты не должны превышать указанных в табл.2.
Таблица 2
мм
Толщина | Предельное отклонение по толщине | Ширина | Предельное отклонение по ширине |
0,05 | -0,010 | ||
0,08 | ±0,010 | От 5,0 до 80,0 | -0,3 |
0,15 | ±0,015 |
(Измененная редакция, Изм. N 1).
2.4. Ленту поставляют с обрезными кромками. По соглашению изготовителя с потребителем допускается поставлять ленту с необрезными кромками.
2.5. Серповидность ленты на 1 м длины не должна превышать:
5 мм - при ширине ленты до 15 мм включительно;
4 мм - при ширине ленты свыше 15 до 30 мм включительно;
3 мм - при ширине ленты свыше 30 мм.
Примеры условных обозначений
Лента толщиной 0,08 мм, шириной 10 мм, термически обработанная (ТО), с термостойким электроизоляционным покрытием (ЭТ), из стали марки 3422:
Лента 0,08х10-ТО-ЭТ-3422 ГОСТ 21427.4-78
То же, толщиной 0,15 мм, шириной 64 мм, термически обработанная (ТО), без покрытия (БП), из стали марки 3424:
Лента 0,15х64-ТО-БП-3424 ГОСТ 21427.4-78
То же, толщиной 0,05 мм, шириной 40 мм, без термической обработки (БТО), из стали марки 3421:
Лента 0,05х40-БТО-3421 ГОСТ 21427.4-78
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Лента стальная электротехническая холоднокатаная анизотропная должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
3.2. Лента должна быть в термически обработанном состоянии, по требованию потребителя - без термической обработки.
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Термически обработанную ленту изготовляют с термостойким электроизоляционным покрытием или без покрытия.
3.4. Поверхность ленты должна быть гладкой, без ржавчины, смятой поверхности и отслаивающейся пленки.
На поверхности ленты допускаются вмятины, отпечатки, мелкие риски, царапины и легкая рябизна глубиной или высотой, не превышающей половины предельных отклонений по толщине, налет порошкообразных веществ и окисная пленка, не препятствующие нанесению электроизоляции.
На поверхности ленты с электроизоляционным покрытием налет порошкообразных веществ не допускается.
3.5. На кромках ленты не должно быть расслоения и других дефектов, выводящих ленту за предельные отклонения по ширине. На кромках ленты допускаются заусенцы величиной не более предельных отклонений по толщине.
3.6. Число перегибов ленты, изготовляемой в термически обработанном состоянии должно соответствовать указанному в табл.3.
Таблица 3
Марка стали | Среднеарифметическое и минимальное (в скобках) число перегибов ленты толщиной, мм, не менее | |
0,05-0,08 | 0,15 | |
3422, 3423, 3424, 3425 | 5 (2) | 5 (2) |
3421 | 5 (2) | 5 (2) |
(Измененная редакция, Изм. N 1).
3.7. Магнитные свойства ленты должны соответствовать нормам, указанным в табл.4.
Таблица 4
Марка стали | Толщина, | Удельные потери, Вт/кг, не более | Коэрцитивная сила Нс, А/м·10 | Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м | ||||||
|
|
|
|
|
|
|
| |||
0,15 | 23,0 | - | 0,34 | 0,50 | 0,80 | 1,10 | 1,30 | 1,45 | 1,70 | |
3421 | 0,08 | 22,0 | - | 0,36 | 0,40 | 0,75 | 1,10 | 1,25 | 1,45 | 1,70 |
0,05 | - | 24 | - | 0,40 | 0,75 | 1,10 | 1,25 | 1,45 | 1,70 | |
0,15 | 20,0 | - | 0,32 | 0,60 | 0,95 | 1,25 | 1,40 | 1,55 | 1,75 | |
3422 | 0,08 | 19,0 | - | 0,32 | 0,55 | 0,90 | 1,25 | 1,35 | 1,55 | 1,75 |
0,05 | - | 24 | - | 0,55 | 0,90 | 1,25 | 1,35 | 1,55 | 1,75 | |
0,15 | 19,0 | - | 0,26 | 0,80 | 1,10 | 1,40 | 1,55 | 1,65 | 1,82 | |
3423 | 0,08 | 17,0 | - | 0,28 | 0,80 | 1,05 | 1,40 | 1,50 | 1,65 | 1,82 |
0,05 | - | 22 | - | 0,80 | 1,05 | 1,40 | 1,50 | 1,65 | 1,82 | |
0,15 | 18,0 | - | - | 0,80 | 1,10 | 1,40 | 1,55 | 1,65 | 1,82 | |
3424 | 0,08 | 16,0 | - | - | 0,80 | 1,10 | 1,40 | 1,55 | 1,65 | 1,82 |
0,05 | - | 22 | - | 0,80 | 1,10 | 1,40 | 1,55 | 1,65 | 1,82 | |
0,15 | 17,0 | - | - | 1,10 | 1,35 | 1,50 | 1,65 | 1,75 | 1,82 | |
3425 | 0,08 | 15,0 | - | - | 1,05 | 1,30 | 1,50 | 1,65 | 1,75 | 1,82 |
0,05 | 20 | - | 1,05 | 1,30 | 1,50 | 1,65 | 1,75 | 1,82 | ||








Примечание. Для стали всех марок основными нормированными характеристиками являются удельные потери и магнитная индукция при напряженности магнитного поля 2500 А/м. По требованию потребителя проверяют магнитную индукцию при одном любом значении напряженности магнитного поля.
(Измененная редакция, Изм. N 1, 2, Поправка, ИУС 3-2002).
3.8. Коэффициент старения стали (процент увеличения удельных потерь в образце после старения) не должен превышать 6%.
3.9. Термостойкое электроизоляционное покрытие ленты должно удовлетворять следующим требованиям:
толщина на одной стороне ленты должна быть не более 0,005 мм (5 мкм);
коэффициент сопротивления - не менее 8 Ом·см ;
;
не отслаиваться на наружной стороне при загибе образца на 90° вокруг оправки диаметром 10 мм. Допускаются трещины в местах загиба;
сохранять электроизоляционные свойства после выдержки при температуре (800±10) °С в течение 3 ч в нейтральной атмосфере или после выдержки при температуре (820±10) °С в течение 2,5 мин на воздухе.
(Измененная редакция, Изм. N 1).
3.10. По требованию потребителя ленту поставляют с определением:
коэрцитивной силы и удельных потерь при индукции 1,0 Тл и частоте 400 Гц для стали марок 3424 и 3425;
магнитных свойств, не указанных в табл.4.
Результаты указывают в документе о качестве.
3.11. По требованию потребителя ленту толщиной 0,1 мм из стали марки 3421 изготовляют с магнитными свойствами, соответствующими толщине 0,08 мм.
3.12. Плотность, удельное электрическое сопротивление и другие магнитные свойства стали приведены в приложении 1.
Теоретическая масса 1 м ленты приведена в приложении 2.
4. ПРАВИЛА ПРИЕМКИ
4.1. Лента должна приниматься партиями, состоящими из ленты одной плавки, одной марки, одного размера по толщине и одного режима отжига, и сопровождаться документом о качестве в соответствии с ГОСТ 7566 с дополнением: "режим термической обработки ленты".
(Измененная редакция, Изм. N 1).
4.2. Для проверки размеров, серповидности, качества поверхности и кромок, магнитных свойств, свойств электроизоляционного покрытия и для испытания на перегиб от каждой партии отбирают один рулон.
4.3. Испытание коэффициента старения и определение сохранности электроизоляционных свойств покрытия после дополнительного нагрева изготовитель проводит периодически.
4.4. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на выборке, отобранной по ГОСТ 7566.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Для контроля размеров, серповидности, качества поверхности, кромок, определения магнитных свойств, свойств электроизоляционного покрытия и для испытания на перегиб от каждого контрольного рулона отбирают два отрезка от начала и конца рулона.
5.2. Размеры ленты и величину заусенцев проверяют измерительными инструментами, обеспечивающими необходимую точность измерения. Толщину ленты определяют измерительным инструментом с ценой деления не более 1 мкм, ширину - с ценой деления не более 0,5 мм.
Толщину ленты измеряют в начале и в конце рулона на расстоянии не менее 3 мм от кромки.
Толщина электроизоляционного покрытия не входит в размеры ленты по толщине.
(Измененная редакция, Изм. N 2).
5.3. Для определения серповидности проверяемый участок ленты свободно укладывают на ровную плоскость. Измерение проводят в месте наибольшей кривизны путем приложения линейки длиной 1 м к вогнутой стороне ленты (или совмещения кромок образца ленты длиной 1 м с прямой линией) и определения наибольшего расстояния ленты от линейки или прямой линии.
5.4. Испытание на перегиб проводят на четырех образцах шириной 30 мм, вырезанных без видимых заусенцев, а для ленты шириной менее 30 мм - на образцах, равных ширине ленты.
Образцы вырезают вдоль направления прокатки и не подвергают их дополнительному отжигу. Испытание проводят в тисках с радиусом закругления губок 1 мм.
При испытании должно быть обеспечено постоянное прилегание образца и поверхности губок тисков. За один перегиб считается загиб образца от начального положения в одну сторону на 90° и обратное его выпрямление до начального положения. Разрушением образца считается поломка образца или появление трещины любой длины. Получающееся значение числа перегибов округляют до ближайшего целого или полуцелого перегиба.
За результат испытаний принимают среднеарифметическое перегибов трех образцов. Испытание проводят при температуре 15-35 °С.
(Измененная редакция, Изм. N 1).
5.5. Изготовление кольцевых образцов и измерение магнитных свойств стали производят по ГОСТ 12119.0 - ГОСТ 12119.8 на двух образцах.
Размеры кольцевых образцов должны соответствовать указанным в табл.5.
При навивке образцов не допускаются технологические воздействия на ленту, приводящие к растягивающим напряжениям более 108 МПа (11 кгс/мм).
Допускается определение магнитных свойств другими методами или на других образцах при обеспечении требуемой точности измерения.
При возникновении разногласий магнитные свойства определяют на кольцевых образцах по ГОСТ 12119.0 - ГОСТ 12119.8.
Таблица 5
Номинальная толщина ленты, мм | Ширина ленты для изготовления образцов, мм | Длина ленты для изготовления образцов, м | Внутренний диаметр кольцевого образца, мм |
0,05 | 25,6 | ||
0,08 | 10 | 16,0 | 50 |
0,15 | 8,5 |
Примечание. Допускается проведение испытаний на образцах шириной от 10 до 20 мм, изготовленных из ленты соответствующей ширины без дополнительной резки.
(Измененная редакция, Изм. N 1, 2).
5.6. Образцы термически обработанной ленты перед определением магнитных свойств должны быть подвергнуты отжигу для снятия наклепа по рекомендуемым режимам:
для полос эпштейновских образцов - нагрев при температуре 800-820 °С с выдержкой от 2,5 до 10 мин в атмосфере, предохраняющей от окисления, или с выдержкой до 3 мин на воздухе;
для ленты из стали марок 3421, 3422, 3423, 3424 и 3425 - нагрев в атмосфере, предохраняющей от загрязнения (водород, нейтральный газ, вакуум с остаточным давлением не выше 13 Па (10 мм рт.ст.), до 750-850 °С, выдержка от 1 до 4 ч, охлаждение со скоростью не более 500 °С/ч до 200 °С, далее произвольно; при подготовке к отжигу кольцевых витых образцов из ленты без электроизоляционного покрытия на поверхность ленты должно наноситься термостойкое покрытие, изолирующее витки образца друг от друга;
мм рт.ст.), до 750-850 °С, выдержка от 1 до 4 ч, охлаждение со скоростью не более 500 °С/ч до 200 °С, далее произвольно; при подготовке к отжигу кольцевых витых образцов из ленты без электроизоляционного покрытия на поверхность ленты должно наноситься термостойкое покрытие, изолирующее витки образца друг от друга;
для ленты из стали марок 3421, 3422, 3423, 3424 и 3425 с электроизоляционным покрытием - нагрев в нейтральном газе в вакууме до 750-850 °С, выдержка от 1 до 4 ч, охлаждение со скоростью не более 500 °С/ч до 200 °С, далее произвольно.
5.7. Образцы нагартованной ленты перед определением магнитных свойств подвергают отжигу по режиму: нагрев в вакууме с остаточным давлением не более 1,3 Па (10 мм рт.ст.) или в чисто сухом водороде с точкой росы не выше -50 °С до 1100-1150 °С, выдержка не более 6 ч, охлаждение со скоростью не более 200 °С/ч до 200 °С, далее произвольно.
мм рт.ст.) или в чисто сухом водороде с точкой росы не выше -50 °С до 1100-1150 °С, выдержка не более 6 ч, охлаждение со скоростью не более 200 °С/ч до 200 °С, далее произвольно.
При подготовке кольцевых витых образцов к отжигу на поверхность ленты должно наноситься термостойкое покрытие, изолирующее витки образца друг от друга.
5.6, 5.7. (Измененная редакция, Изм. N 1).
5.8. Коэффициент старения определяют на образцах, взятых для определения магнитных свойств, после нагрева их в течение 120 ч при 120 °С.
Коэффициент старения ( ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
 ,
,
где  и
и  - значения удельных потерь, измеряемых до и после старения, Вт/кг.
- значения удельных потерь, измеряемых до и после старения, Вт/кг.
5.9. Для определения прочности сцепления электроизоляционного покрытия с металлом отбирают образец шириной 30 мм или равной ширине ленты. Образец плотно прижимают к стержню диаметром 10 мм и плавно изгибают на 90° вокруг стержня.
5.10. Толщину электроизоляционного покрытия определяют при помощи толщиномера электромагнитной или другой системы, позволяющего измерить с погрешностью не более ±1 мкм.
5.11. Электрическое сопротивление электроизоляционного покрытия определяют по ГОСТ 12119.0 - ГОСТ 12119.8.
5.12. Состояние поверхности ленты проверяют визуально.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566 со следующими дополнениями.
6.1.1. Лента должна быть в рулонах или связках рулонов. Масса рулона до 100 кг включительно, связки рулонов - до 120 кг включительно. Наружный диаметр - не более 500 мм.
Допускается сматывать в один рулон несколько лент партии, при этом количество отдельных лент длиной не менее 10 м не должно превышать 5% массы партии.
Допускается рулоны ленты шириной до 50 мм включительно связывать в связки без прокладок при условии, что общая высота всех рулонов не превышает 100 мм.
6.1, 6.1.1. (Измененная редакция, Изм. N 1).
6.1.2. Для предохранения от коррозии на ленту наносят индустриальное масло по ГОСТ 20799, допускается применение ингибиторной присадки. Допускается применение других нейтральных масел, предохраняющих металл от коррозии.
Рулоны ленты с электроизоляционным покрытием не должны покрываться индустриальным маслом.
Каждый рулон связки обвязывают не менее чем тремя радиальными обвязками и упаковывают во влагонепроницаемую бумагу по ГОСТ 8828 или бумагу типа "пергамент" по ГОСТ 1341 путем одноразовой тороидальной намотки или обертывания. Рулоны на ленты внутренним диаметром менее 100 мм допускается упаковывать без радиальных обвязок. Допускается замена радиальных обвязок на креплении наружного и внутреннего витков клейкой полимерной лентой.
Связку рулона упаковывают в упаковочную ткань или полиэтиленовую пленку по ГОСТ 10354, или тарное холстопрошивное полотно по ГОСТ 14253, нетканые материалы, сшивной лоскут из отходов текстильной промышленности или другие виды упаковочных материалов по действующей нормативно-технической документации, за исключением хлопчатобумажных и льняных тканей.
Рулоны и связки рулонов допускается упаковывать полимерным снимающимся покрытием.
Рулоны и связки рулонов укладывают в деревянные ящики типа I или II по ГОСТ 2991 или ящики разборной или складной конструкции по ГОСТ 9396 или другой нормативно-технической документации.
Масса (брутто) груза - не более 130 кг.
(Измененная редакция, Изм. N 1, 2).
6.1.3. На ярлыке, прикрепленном к рулону или к торцу ящика (при упаковывании рулонов в ящики), должны быть нанесены:
товарный знак предприятия-изготовителя;
номер партии;
номер плавки;
марка стали;
масса партии;
размеры ленты;
штамп технического контроля.
6.1 4. (Исключен, Изм. N 1).
6.1.5. Транспортирование осуществляется транспортом всех видов в крытых транспортных средствах в соответствии с правилами, действующими на каждом виде транспорта.
Транспортирование ленты железнодорожным транспортом осуществляется в крытых вагонах мелкими или повагонными отправками или в контейнерах в соответствии с правилами перевозки грузов и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
При отгрузке двух и более грузовых мест в адрес одного потребителя следует проводить укрупнение грузовых мест в соответствии с требованиями ГОСТ 24597 и ГОСТ 21650.
(Измененная редакция, Изм. N 1, 2).
6.2. Транспортная маркировка - по ГОСТ 14192 с указанием манипуляционных знаков "Беречь от влаги", "Верх". Маркировка наносится окраской по трафарету и должна быть черного цвета на светлой поверхности и наоборот. Допускается наносить маркировку типографским способом на ярлык, который приклеивается к ящику.
6.3. Продукция должна храниться в сухом закрытом отапливаемом помещении при температуре от 1 до 30 °С и относительной влажности более 1,95% при отсутствии щелочных, кислотных и других агрессивных примесей.
6.2, 6.3. (Введены дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Массовая доля кремния, плотность, удельное электрическое сопротивление
и магнитные свойства сплавов в различных режимах намагничивания
Марка стали | Массовая доля кремния, | Плотность стали, кг/м | Удельное электрическое сопротивление, Ом·м·10 |
3421, 3422, 3423, 3424, 3425 | 2,8-3,8 | 7650 | 0,50 |
 '
'
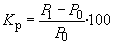
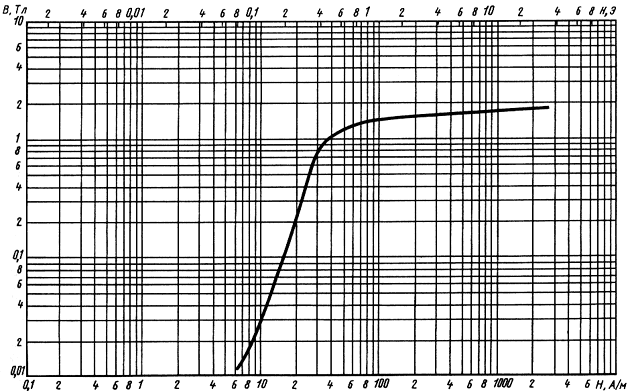
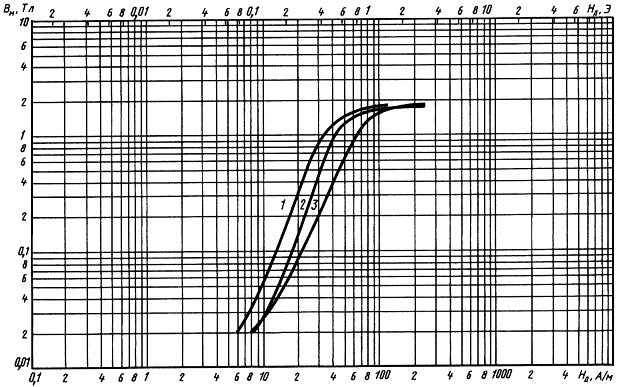
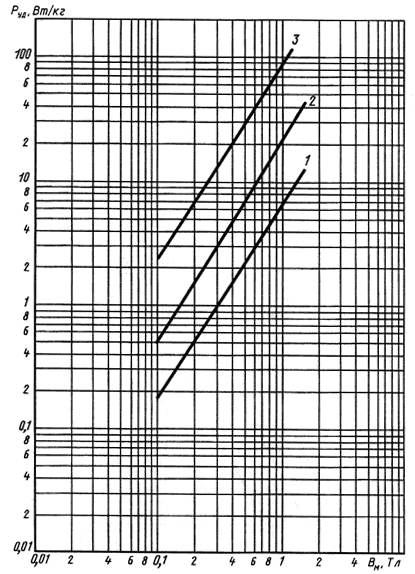
На черт.1-6 приведены данные о магнитных свойствах тончайшей ленты электротехнической стали в постоянных и переменных полях.
Данные при намагничивании постоянным полем были получены баллистическим методом по ГОСТ 8.377.
Данные при намагничивании переменными полями были получены индукционным методом.
Принятые обозначения:
 и
и  - магнитная индукция и напряженность магнитного поля при намагничивании постоянным полем;
- магнитная индукция и напряженность магнитного поля при намагничивании постоянным полем;
 и
и  - максимальное значение индукции и действующее значение магнитного поля при намагничивании переменным полем;
- максимальное значение индукции и действующее значение магнитного поля при намагничивании переменным полем;
 - удельные потери на перемагничивание.
- удельные потери на перемагничивание.
Кривые намагничивания стали марки 3424 (Э360А)
а - толщиной 0,08 мм
б - толщиной 0,15 мм
Черт.1
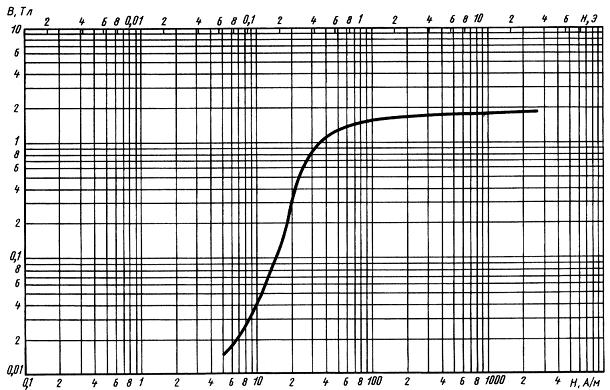
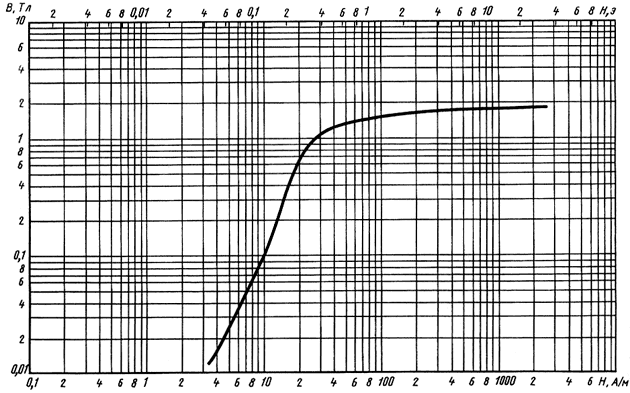
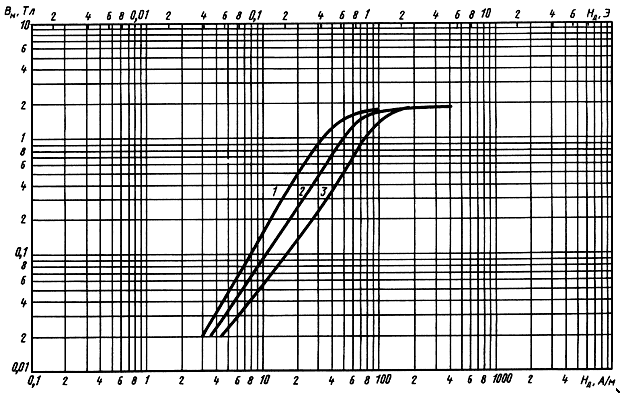
Кривые намагничивания стали марки 3425 (Э360АА)
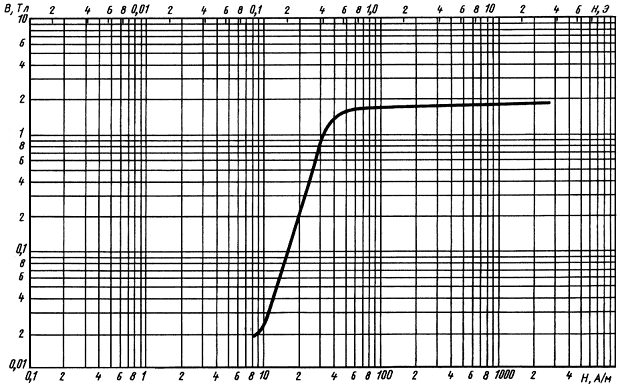
а - толщиной 0,05 мм
б - толщиной 0,08 мм
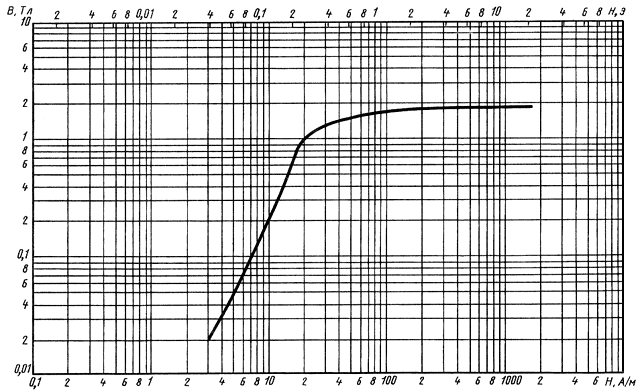
в - толщиной 0,15 мм
Черт.2
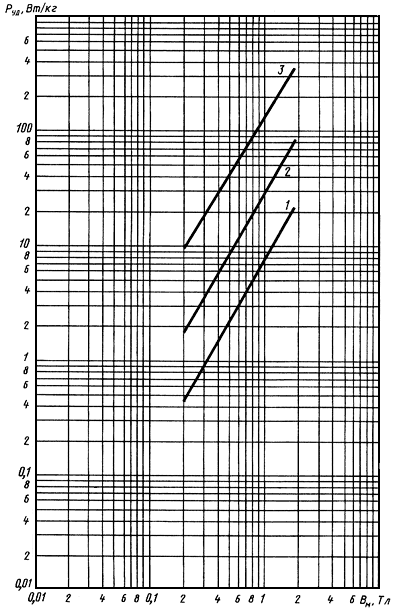
Кривые намагничивания стали марки 3424 (Э360А) для частот: 1 - 400 Гц; 2 - 1000 Гц; 3 - 3000 Гц

а - для ленты толщиной 0,08 мм
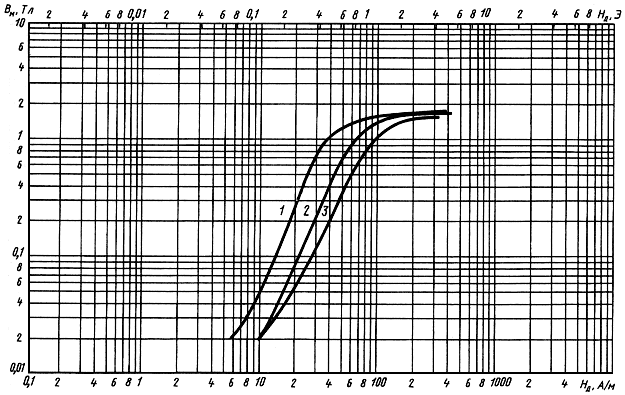
б - для ленты толщиной 0,15 мм
Черт.3
Кривые намагничивания стали марки 3425 (Э360АА) для частот: 1 - 400 Гц; 2 - 1000 Гц; 3 - 3000 Гц
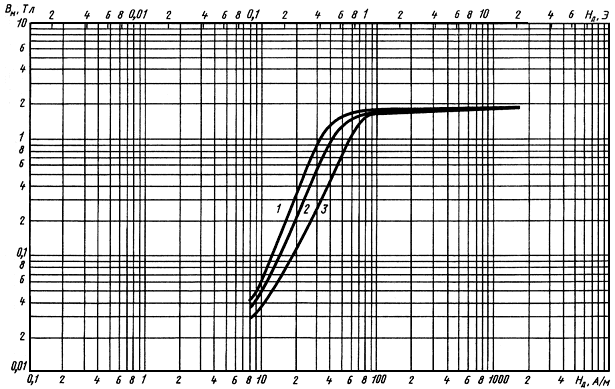
а - для ленты толщиной 0,05 мм
б - для ленты толщиной 0,08 мм
в - для ленты толщиной 0,15 мм
Черт.4
Зависимость удельных потерь от индукции для стали марки 3424 (Э360А) при частоте: 1 - 400 Гц; .2 - 1000 Гц; 3 - 3000 Гц
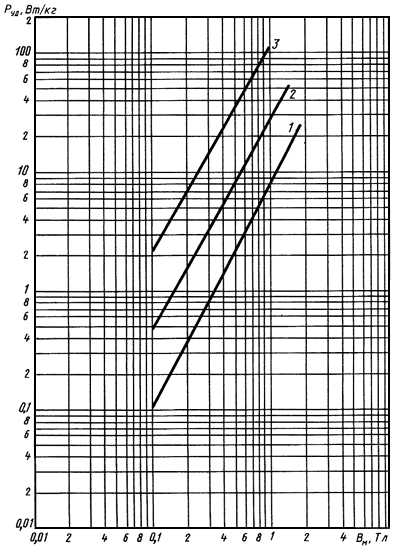
а - для ленты толщиной 0,08 мм
б - для ленты толщиной 0,15 мм
Черт.5
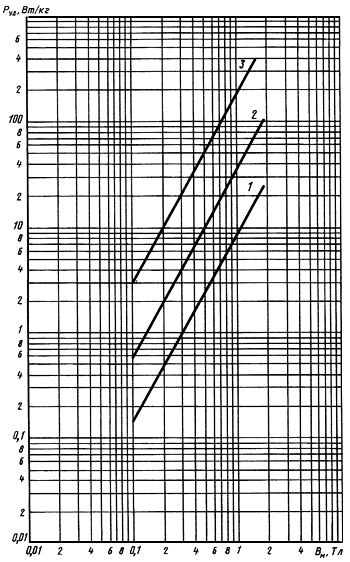
Зависимость удельных потерь от индукции для стали марки 3425 (Э360АА) при частоте: 1 - 400 Гц; 2 - 1000 Гц; 3 - 3000 Гц
а - для ленты толщиной 0,05 мм
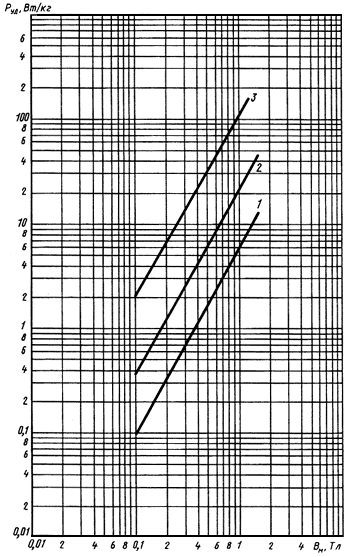
б - для ленты толщиной 0,08 мм
в - для ленты толщиной 0,15 мм
Черт.6
ПРИЛОЖЕНИЕ 2
Справочное
Теоретическая масса 1 м ленты
Ширина ленты, мм | Масса 1 м ленты, г, при толщине, мм | ||
0,05 | 0,08 | 0,10 | |
5,0 | 1,91 | 3,06 | 3,83 |
5,6 | 2,14 | 3,43 | 4,28 |
6,3 | 2,41 | 3,86 | 4,82 |
6,5 | 2,49 | 3,98 | 4,97 |
7,1 | 2,72 | 4,35 | 5,43 |
8,0 | 3,06 | 4,90 | 6,12 |
9,0 | 3,44 | 5,51 | 6,89 |
10,0 | 3,83 | 6,12 | 7,65 |
11,2 | 4,28 | 6,85 | 8,57 |
12,0 | 4,59 | 7,34 | 9,18 |
12,5 | 4,78 | 7,65 | 9,56 |
14,0 | 5,36 | 8,57 | 10,71 |
15,0 | 5,74 | 9,18 | 11,48 |
16,0 | 6,12 | 9,79 | 12,24 |
18,0 | 6,89 | 11,02 | 13,77 |
20,0 | 7,65 | 12,24 | 15,30 |
22,4 | 8,67 | 13,71 | 17,14 |
25,0 | 9,56 | 15,80 | 19,13 |
28,0 | 10,71 | 17,14 | 21,31 |
30,0 | 11,49 | 18,36 | 22,96 |
32,0 | 12,24 | 19,58 | 24,48 |
35,5 | 13,58 | 21,73 | 27,16 |
40,0 | 15,30 | 24,48 | 30,60 |
45,0 | 17,21 | 27,54 | 34,43 |
50,0 | 19,13 | 30,60 | 36,25 |
56,0 | 21,42 | 34,27 | 42,84 |
64,0 | 24,10 | 38,62 | 48,20 |
71,0 | 27,16 | 43,52 | 54,32 |
80,0 | - | - | - |
Примечание. Теоретическая масса 1 м ленты вычислена при плотности стали 7,65 г/см .
.
Текст документа сверен по:
официальное издание
Сталь электротехническая. Технические условия.
Методы анализа: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003