ГОСТ 18327-73 Ленты цинковые общего назначения. Технические условия (с Изменениями N 1, 2, 3)Постановление Госстандарта СССР от 10.01.1973 N 51ГОСТ от 10.01.1973 N 18327-73
ГОСТ 18327-73
Группа В54
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ ЦИНКОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
Zinc strips for general use.
Specifications
ОКП 18 3130
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
Ю.Ф.Шевакин, д-р техн. наук; М.Б.Таубкин, канд. техн. наук; З.И.Потапенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 10.01.73 N 51
Изменение N 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7 от 26.04.95)
Зарегистрировано Техническим секретариатом МГС N 1621
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Госстандарт Беларуси |
Российская Федерация | Госстандарт России |
Украина | Госстандарт Украины |
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166-89 | 4.3 |
ГОСТ 427-75 | 4.2 |
ГОСТ 2991-85 | 5.2 |
ГОСТ 3282-74 | 5.2 |
ГОСТ 3560-73 | 5.2 |
ГОСТ 3640-94 | 2.1 |
ГОСТ 6507-90 | 4.2 |
ГОСТ 8273-75 | 5.1; 5.2 |
ГОСТ 9557-87 | 5.2 |
ГОСТ 9569-79 | 5.2 |
ГОСТ 14192-96 | 5.4 |
ГОСТ 17065-94 | 5.2 |
ГОСТ 18242-72 | 3.3 |
ГОСТ 18321-73 | 3.3 |
ГОСТ 18477-79 | 5.2 |
ГОСТ 19251.0-79-ГОСТ 19251.6-79 | 4.4 |
ГОСТ 21140-88 | 5.2 |
ГОСТ 24231-80 | 4.4 |
ГОСТ 26663-85 | 5.2 |
ГОСТ 26877-91 | 4.5 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1983 г., марте 1988 г., январе 1996 г. (ИУС 6-83, 6-88, 3-96)
Настоящий стандарт распространяется на цинковые ленты общего назначения, применяемые в электротехнической, автомобильной и других отраслях промышленности.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Толщина лент и предельные отклонения по ней должны соответствовать указанным в табл.1.
Таблица 1
мм
Толщина | Предельное отклонение по толщине | Теоретическая масса 1 м |
0,12 | 0,86 | |
0,15 | 1,08 | |
0,18 | -0,02 | 1,29 |
0,20 | 1,44 | |
0,22 | -0,03 | 1,58 |
0,25 | 1,80 | |
0,30 | 2,15 | |
0,35 | -0,04 | 2,51 |
0,40 | 2,87 | |
0,45 | 3,23 | |
0,50 | 3,59 | |
0,55 | 3,95 | |
0,60 | 4,31 | |
0,65 | -0,06 | 4,67 |
0,70 | 5,03 | |
0,75 | 5,39 | |
0,80 | 5,74 | |
0,90 | 6,46 | |
1,00 | 7,18 | |
1,20 | -0,08 | 8,61 |
1,50 | 10,77 | |
1,80 | 12,92 | |
2,00 | -0,10 | 14,36 |
 ленты, кг
ленты, кг
Примечание. При вычислении массы 1 м приняты номинальные размеры лент и плотность цинка, равная 7,18 кг/дм
приняты номинальные размеры лент и плотность цинка, равная 7,18 кг/дм .
.
1.2. Ширина лент и предельные отклонения по ней должны соответствовать указанным в табл.2.
Таблица 2
мм
Ширина | Предельное отклонение по ширине при толщине | ||
от 0,12 до 0,50 | св. 0,50 до 1,00 | св. 1,00 до 2,00 | |
От 20 до 100 | -0,2 (+0,2) | -0,3 (+0,3) | -0,5 (+0,5) |
Св. 100 " 150 | -0,3 (+0,3) | -0,4 (+0,4) | -0,5 (+0,5) |
" 150 " 280 | -0,4 (+0,4) | -0,5 (+0,5) | -0,6 (+0,6) |
Примечание. Предельные отклонения, указанные в скобках, применять в договорно-правовых отношениях.
1.1, 1.2. (Измененная редакция, Изм. N 1).
1.3. Лента должна изготовляться длиной, м:
не менее 10 - для лент толщиной до 1,0 мм;
не менее 5 - для лент толщиной св. 1,0 мм.
1.4. (Исключен, Изм. N 1).
Условные обозначения лент проставляются по схеме:
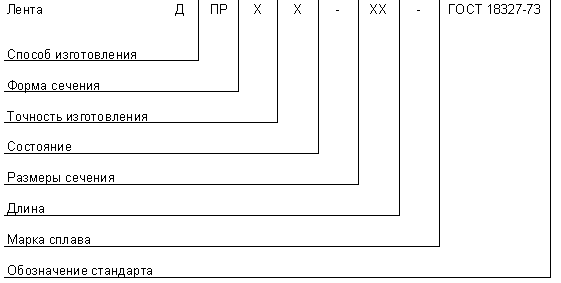
при следующих сокращениях:
способ изготовления: холоднодеформированная - Д;
форма сечения: прямоугольная - ПР;
длина: немерная - НД.
Вместо отсутствующих данных ставится знак "X".
Пример условного обозначения холоднодеформированной ленты прямоугольного сечения, толщиной 0,50 мм, шириной 150 мм, немерной длины, из цинка марки Ц0:
Лента ДПРХХ 0,50 х150 НД Ц0 ГОСТ 18327-73
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Ленты должны изготовлять из цинка марок Ц0, Ц1 и Ц2 с химическим составом по ГОСТ 3640.
2.2. Поверхность лент должна быть ровной и гладкой, без расслоений, пузырей, закатов, трещин, рисок, пятен коррозионного происхождения.
На поверхности ленты допускаются незначительные отпечатки от валков, пятна, устраняемые при контрольной зачистке, а также следы устранения поверхностных дефектов путем зачистки, если их глубина находится в пределах половины предельных отклонений по толщине.
2.3. Ленты должны быть ровно обрезаны и не должны иметь значительных заусенцев и загнутой кромки.
2.1-2.3. (Измененная редакция, Изм. N 1).
2.4. Количество кусков в рулоне должно быть не более двух.
2.5. Серповидность лент не должна превышать 3 мм на 1 м длины.
2.6. На лентах допускаются сварные швы.
2.5, 2.6. (Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из лент одного размера, одной марки цинка и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
марку металла;
размер ленты;
номер партии;
массу нетто партии;
обозначение настоящего стандарта.
Масса партии должна быть не более 10 т.
(Измененная редакция, Изм. N 1).
3.2. (Исключен, Изм. N 1).
3.3. Для контроля размеров, внешнего вида и серповидности лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242 с приемочным уровнем дефектности 4%. Отбор рулонов лент в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Если объем партии не превышает трех рулонов лент, проверке подвергают каждый рулон.
3.3а. Количество отбираемых для контроля толщины рулонов лент определяют в соответствии с табл.3.
Таблица 3
шт.
Количество рулонов в партии | Количество контролируемых рулонов |
4-25 | 3 |
26-90 | 13 |
91-150 | 20 |
151-280 | 32 |
281-500 | 50 |
Длину ленты в рулоне для выбора числа контролируемых точек определяют по формуле, приведенной в п.4.2.
Количество контролируемых точек в каждом отобранном рулоне определяют в соответствии с табл.4.
Таблица 4
Длина ленты в рулоне, м | Количество контролируемых точек, шт. | Браковочное число |
От 5 до 12 включ. | 3 | 1 |
Св. 12 " 45 " | 13 | 2 |
" 45 " 75 " | 20 | 3 |
" 75 " 140 " | 32 | 4 |
" 140 " 250 " | 50 | 6 |
Контролируемый рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл.1, менее браковочного числа, приведенного в табл.4.
При получении неудовлетворительных результатов измерения хотя бы на одном из контролируемых рулонов партию бракуют.
Допускается изготовителю контролировать каждый рулон партии.
Допускается изготовителю контроль толщины проводить в процессе производства.
3.3, 3.3а. (Измененная редакция, Изм. N3).
3.3б. Для контроля ширины, внешнего вида и серповидности от партии отбирают рулоны лент в соответствии с табл.5.
Таблица 5
Количество рулонов лент в партии, шт. | Количество контролируемых рулонов, шт. | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
Партия считается годной, если число рулонов, не соответствующих требованиям табл.2, пп.2.2, 2.3 и 2.5, менее браковочного числа, приведенного в табл.5.
Допускается изготовителю контролировать каждый рулон партии.
Допускается изготовителю контроль ширины, внешнего вида и серповидности проводить в процессе производства.
(Введен дополнительно, Изм. N 3).
3.4. Для определения химического состава лент должны быть отобраны 2% рулонов от партии, но не менее чем три рулона.
Определение химического состава лент допускается проводить на пробе, взятой от расплавленного металла.
При получении неудовлетворительных результатов анализа химического состава проводят повторный анализ на удвоенной выборке, взятой от той же партии. Результаты повторного анализа распространяются на всю партию.
(Измененная редакция, Изм. N 1, 3).
3.5. (Исключен, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид ленты проверяют визуально без применения увеличительных приборов.
(Измененная редакция, Изм. N 1, 3).
4.2. Толщину ленты измеряют микрометром по ГОСТ 6507.
Толщину ленты измеряют на каждом из отобранных рулонов в точках, расположенных равномерно-случайно по длине рулона.
Измерение проводят на расстоянии не менее 100 мм от конца ленты и не менее 10 мм от кромки.
Длину ленты ( ) в метрах вычисляют по формуле
) в метрах вычисляют по формуле
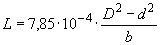 ,
,
где  и
и  - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
- соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
 - толщина ленты, мм.
- толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие табл.1, не должны отличаться от допускаемых более, чем на половину поля допуска.
Допускается на предприятии-изготовителе в процессе производства контролировать толщину ленты другими средствами измерения, обеспечивающими необходимую точность.
(Измененная редакция, Изм. N 2, 3).
4.3. Ширину лент измеряют штангенциркулем по ГОСТ 166.
Допускается определять ширину другими средствами измерения, обеспечивающими необходимую точность.
Измерение ширины ленты проводят не менее чем в трех местах на обоих концах и посередине.
(Измененная редакция, Изм. N 2).
4.4. Химический анализ должен проводиться по ГОСТ 19251.0 - ГОСТ 19251.6.
Для определения химического состава от каждого отобранного рулона ленты отбирают один образец. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
(Измененная редакция, Изм. N 1).
4.5. Измерение серповидности проводят по ГОСТ 26877.
Допускается измерять серповидность другим методом, обеспечивающим необходимую точность измерения в одном месте на любом участке рулона.
(Измененная редакция, Изм. N 2, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Ленты должны быть свернуты в рулоны. Каждый рулон должен быть обернут бумагой по ГОСТ 8273.
(Измененная редакция, Изм. N 1).
5.2. Рулоны лент должны быть упакованы в деревянные ящики типов I, II, III по ГОСТ 2991, выложенные изнутри парафинированной бумагой по ГОСТ 9569. Размеры ящиков - по ГОСТ 21140 или по другой нормативно-технической документации.
Допускается отгрузка рулонов лент, обернутых в бумагу по ГОСТ 8273, синтетические или нетканые материалы по нормативно-технической документации, в контейнерах по ГОСТ 18477 без упаковки в ящики. Рулоны лент должны быть уложены и укреплены так, чтобы исключалось их перемещение внутри контейнера при транспортировании.
Допускается отгрузка рулонов лент, обернутых в бумагу по ГОСТ 8273, в картонных барабанах по ГОСТ 17065.
Масса грузового места не должна превышать 80 кг.
Укрупнение грузовых мест в транспортные пакеты - по ГОСТ 26663. Пакетирование проводится на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой в продольном и поперечном направлении проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560. Скрепление концов: скрутка проволокой не менее 5 витков, лентой - в замок.
(Измененная редакция, Изм. N 1, 2, 3).
5.3. К каждому рулону должен быть прикреплен ярлык с указанием:
а) товарного знака или наименования и товарного знака предприятия-изготовителя;
б) наименования продукции и марки цинка;
в) размера лент;
г) номера партии;
д) обозначения настоящего стандарта;
е) клейма технического контроля предприятия-изготовителя.
(Измененная редакция, Изм. N 1).
5.4. Транспортная маркировка грузовых мест - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги".
(Измененная редакция, Изм. N 1, 3).
5.5. Ленту транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, мелкими или повагонными отправками.
(Измененная редакция, Изм. N 1).
5.6. При хранении ленты должны быть защищены от механических повреждений, действия влаги и активных химических веществ. При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. N 1, 3).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999