ГОСТ 10510-80 (СТ СЭВ 478-77, ИСО 8490-86) Металлы. Метод испытания на выдавливание листов и лент по Эриксену (с Изменениями N 1, 2)Постановление Госстандарта СССР от 12.03.1980 N 1135ГОСТ от 12.03.1980 N 10510-80
ГОСТ 10510-80
(СТ СЭВ 478-77,
ИСО 8490-86)
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛЫ
Метод испытания на выдавливание листов
и лент по Эриксену
Metals. Erikson test method for sheets
and strips extrusion
ОКСТУ 1709
Дата введения 1980-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Б.М.Овсянников, Ф.И.Алешкин, В.И.Чеботарев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.03.80 N 1135
3. Стандарт полностью соответствует СТ СЭВ 478-77 и ИСО 8490-86
4. ВЗАМЕН ГОСТ 10510-74
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166-89 | 3.2 |
ГОСТ 427-75 | 3.2 |
ГОСТ 3333-80 | 3.3 |
ГОСТ 6507-90 | 3.2 |
6. Срок действия продлен до 01.07.95* Постановлением Госстандарта СССР по** 13.10.89 N 3078
_______________
* Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год).
** Текст соответствует оригиналу. - Примечание .
7. ПЕРЕИЗДАНИЕ (март 1993 г.) с Изменениями N 1, 2, утвержденными в декабре 1984 г., октябре 1989 г. (ИУС 3-85, 1-90)
Настоящий стандарт устанавливает метод испытания на выдавливание по Эриксену листов и лент толщиной от 0,1 до 2,0 мм при температуре (20 ) °C.
) °C.
Метод заключается во вдавливании сферического пуансона в образец, зажатый под действием усилия прижима между матрицей и прижатым кольцом, до начала образования на выдавливаемой лунке сквозной трещины и определения глубины лунки.
Стандарт полностью соответствует CT СЭВ 478-77, ИСО 8490-86.
(Измененная редакция, Изм. N 2).
1. ОТБОР ОБРАЗЦОВ
1.1. Для проведения испытания применяют образцы в виде полосы шириной, равной ширине ленты, - при ширине ленты от 13 до 90 мм, шириной 90 мм - при ширине ленты и листа 90 мм и более.
Для испытания применяют также образцы в виде квадрата или круга соответствующих размеров.
Примечание. При толщине листа от 0,1 до 0,2 мм и ширине 30 мм и более применяют образцы шириной 30 мм.
мм.
Образцы должны отбираться способами, исключающими возможность влияния нагрева или наклепа.
1.2. Длина образца должна обеспечивать выдавливание необходимого количества лунок (не менее трех) с расстояниями между центрами смежных лунок не менее 55 мм - при ширине ленты менее 90 мм и не менее 90 мм - при ширине ленты или листа 90 мм и более.
Расстояние от центра лунки до края образца должно составлять: 1/2 ширины образца - при ширине образца менее 90 мм и не менее 45 мм - при ширине образца 90 мм и более.
(Измененная редакция, Изм. N 1).
1.3. Количество образцов для испытания, место отбора и количество лунок на образце устанавливают в нормативно-технической документации на металлопродукцию.
Разд.1. (Измененная редакция, Изм. N 2).
2. АППАРАТУРА
2.1. Прибор для испытания на выдавливание листов и лент должен обеспечивать измерение глубины вдавливания пуансона с погрешностью не более 0,1 мм.
2.2. Прибор должен обеспечивать прижим образца с постоянным усилием и иметь устройства для измерения усилий прижима и выдавливания с погрешностью ±5% от измеряемой величины, начиная от 0,04 наибольшего усилия, развиваемого прибором.
(Измененная редакция, Изм. N 1).
2.3. Прибор должен обеспечивать возможность ручного прекращения процесса выдавливания лунки, автоматическую фиксацию глубины лунки в момент уменьшения усилия выдавливания и при появлении сквозной трещины на образце в рабочем диапазоне усилия выдавливания.
Примечание. Автоматизация момента прекращения испытания при появлении сквозной трещины допускается косвенным путем, например, необходимым запаздыванием момента отклонения прибора после начала резкого снижения усилия выдавливания. В этом случае регулятор скорости перемещения пуансона должен иметь регулируемые фиксаторы минимальной и максимальной рабочих скоростей.
2.4. Пуансон во время испытания не должен вращаться.
2.5. Несоосность оси пуансона относительно оси матрицы на длине рабочего хода (до 20 мм) не должна превышать 0,1 мм.
2.6. Соприкосновение пуансона с испытываемым образцом должно происходить без удара.
2.7. Прибор должен обеспечивать плавное выдавливание лунки.
2.8. Размеры, предельные отклонения размеров и шероховатость поверхности пуансонов, матриц и прижимных колец должны соответствовать указанным в приложении 1.
Пуансон, матрица и прижимное кольцо должны иметь достаточную жесткость.
На рабочих поверхностях не должно быть рисок, вмятин и других дефектов, видимых невооруженным глазом.
Неплоскостность прижимных поверхностей матрицы и прижимного кольца допускается не более 0,01 мм.
2.9. Твердость рабочих поверхностей матриц, прижимных колец и пуансонов должна быть не менее HV 750.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед испытанием осматривают образцы.
Образцы не должны иметь впадин и загнутых кромок, препятствующих правильной установке образца в испытательном приборе, и должны быть чистыми.
Правка образцов в холодном и горячем состояниях, термообработка, а также дополнительная обработка поверхности образцов не допускается.
Рулонный материал испытывают без предварительного выпрямления образца выпуклостью к пуансону, если нет других указаний в нормативно-технической документации на металлопродукцию.
(Измененная редакция, Изм. N 2).
3.2. Ширину образца измеряют линейкой по ГОСТ 427-75 или штангенциркулем по ГОСТ 166-89 с погрешностью не более 1,0 мм, толщину - микрометром по ГОСТ 6507-90 с погрешностью не более 0,01 мм.
Допускается применение других измерительных инструментов, обеспечивающих требуемую погрешность измерения.
Измерение проводят не менее чем в трех местах и определяют среднее арифметическое значение из всех измерений.
(Измененная редакция, Изм. N 2).
3.3. Перед испытанием обе стороны образца смазываются тонким слоем графитовой смазки  по ГОСТ 3333-80.
по ГОСТ 3333-80.
Применение других видов смазок предусмотрено в нормативно-технической документации на металлопродукцию.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Размеры испытательного инструмента выбирают в соответствии с таблицей.
4.2. Усилие прижима образца между матрицей и прижимным кольцом должно быть около 10000 Н (1000 кгс).
4.3. Скорость выдавливания лунки инструментом N 1 должна быть 5-20 мм/мин, а инструментами N 2, 3, 4 - 5-10 мм/мин. Испытание следует заканчивать на минимальных скоростях.
4.4. Признаком окончания испытания является появление на лунке сквозной трещины, видимой на просвет.
Размеры, мм
Ширина образца, сторона квадрата или диаметр круга | Толщина образца | Номер инструмента | Диаметр пуансона | Внутренний диаметр | Внутренний |
90 | 0,2-2,0 | 1 | 20 | 27 | 33 |
Менее 90 до 55 | 0,2-2,0 | 2 | 15 | 21 | 18 |
" 55 " 30 | 0,2-1,0 | 3 | 8 | 11 | 10 |
" 30 " 13 | 0,1-0,75 | 4 | 3 | 5 | 3,5 |
Допускается проводить испытания по признаку резкого снижения усилия выдавливания, за исключением случаев разногласий в оценке качества металлопродукции.
4.5. Глубина лунки обозначается IE.
В обозначении глубин лунок, полученных инструментами N 2, 3, 4, необходимо указать цифру, соответствующую внутреннему диаметру матрицы IE ; IЕ
; IЕ ; lE
; lE .
.
При испытании по признаку резкого снижения усилия выдавливания глубина лунки обозначается для инструментов:
N 1 - IE ; N 2, 3, 4 - lE
; N 2, 3, 4 - lE ; lE
; lE ; E
; E .
.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Глубина лунки, являющаяся характеристикой материала при испытании по методу Эриксена, определяется с погрешностью не более 0,1 мм.
5.2. Качество металла оценивают по среднему арифметическому из полученных значений глубин лунок.
5.3. Результаты испытаний заносят в протокол, форма которого приведена в приложении 2.
ПРИЛОЖЕНИЕ 1
Обязательное
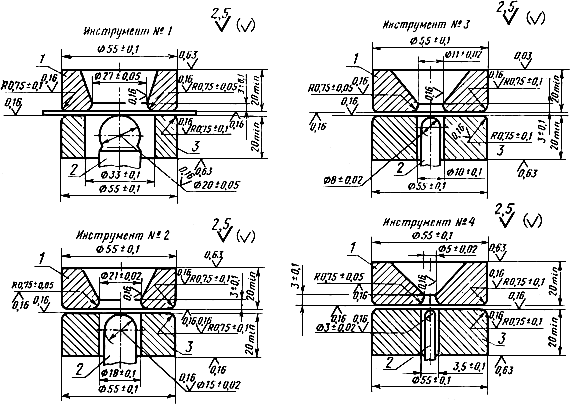
1 - матрица; 2 - пуансон; 3 - прижимное кольцо
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРОТОКОЛ ИСПЫТАНИЯ N
Предприятие-изготовитель | ||
Тип машины | ||
Тип смазки | ||
Номер | Дата | Марка | Номер | Марки- | Ширина | Толщина | Глубина выдавливаемой лунки, мм | Средняя | ||
Край 1 | Середина | Край II | ||||||||
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993