Расслоения

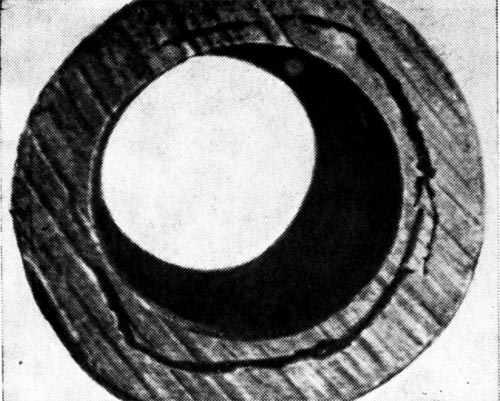
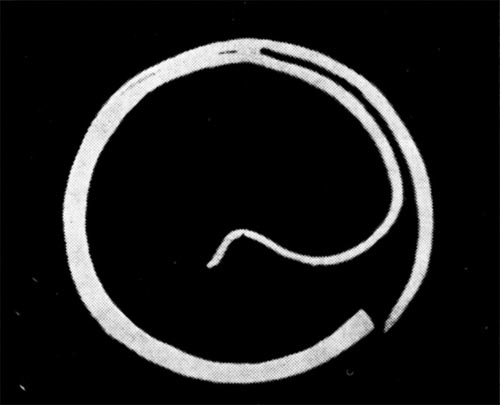
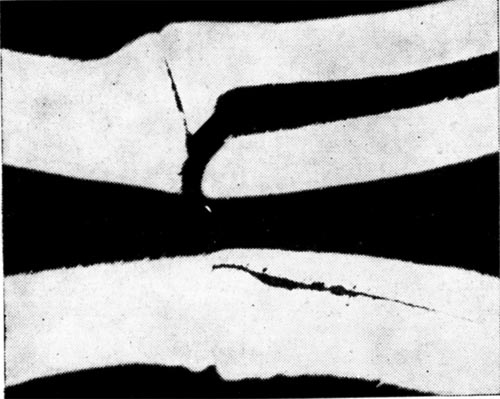
Описание. Несплошности металла, расположенные внутри стенки трубы, имеющие различную протяженность и распространяющиеся по сечению и длине трубы.
Причины возникновения. Дефекты сталеплавильного производства (слишком сильное развитие усадочной раковины в слитке, газовые пузыри, грубые неметаллические включения).
Недостаточное удаление головной части слитка в прокатном производстве.
Слишком высокая температура при поперечно-винтовой прокатке (например, трубных заготовок из подшипниковой стали).
Предупреждение. Соблюдение установленной технологии выплавки и разливки (получение качественных слитков и не-прерывнолитых заготовок).
Достаточное удаление прибыльной части в исходных заготовках в прокатном производстве.
Соблюдение заданной (для соответствующей марки стали) температуры поперечно-винтовой прокатки.
Устранение. Обусловлено возможностью удаления концов или вырезки дефектных участков трубы.
Примечание. При прокатке трубных заготовок из подшипниковой стали на стане поперечно-винтовой прокатки при излишне высокой температуре возникают настолько значительные расслоения, что дефектные трубные заготовки могут быть отсортированы уже на этой стадии (при прошивке). Однако в других случаях (иные марки стали) дефект может быть обнаружен лишь в готовой трубе.
Расслоения в трубе ведут к затруднениям при ее дальнейшей обработке: расслоения раскрываются при последующем деформировании трубы (изгиб, удар, калибровка, скручивание).
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.