Отклонения размеров и формы поперечного сечения
Описание. Отклонения от заданного поперечного сечения.
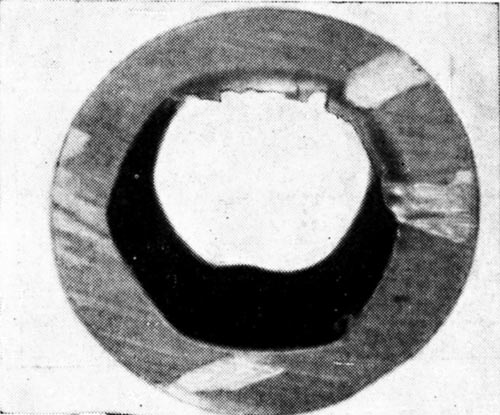
1. Складки на трубе — продольное «западение» стенки трубы, приводящее к складчатости, наблюдаемой на наружной поверхности трубы как продольная трещина.
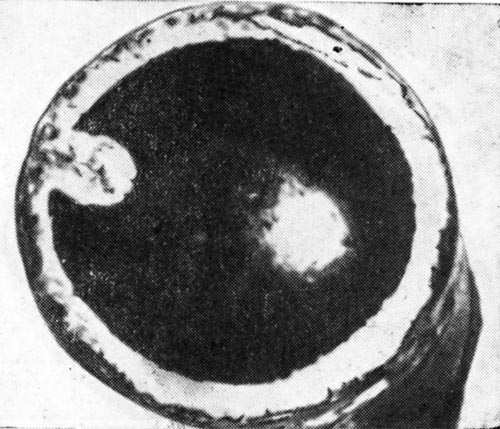
2. Смещение отверстия трубы от ее оси — четко выраженная разнотолщинность.
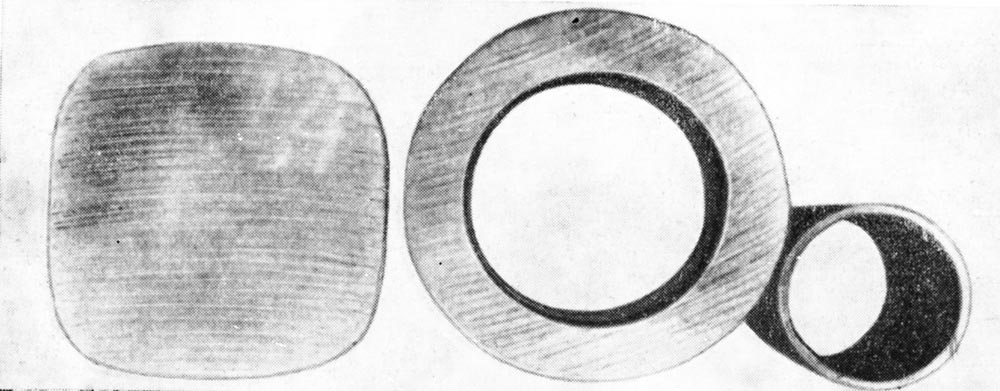
3. Граненность — не круглая, а многогранная, чаще всего шестигранная форма внутренней поверхности трубы (особенно в случае тонкостенных труб).
4. Овальность — сильно отличающееся от круга поперечное сечение трубы (бесшовной или прямошовной).
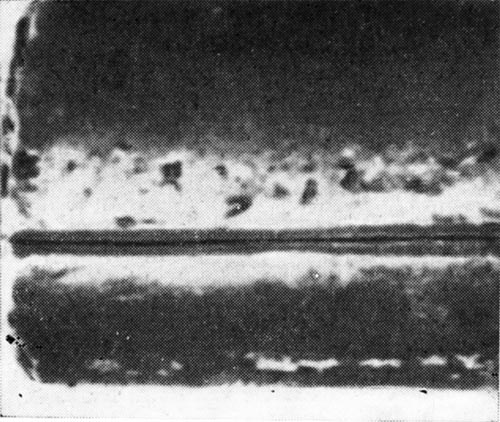
5. Уменьшение или увеличение поперечного сечения в сварном шве — недостаточная или избыточная толщина стенки в месте продольного сварного шва.
Причины возникновения
Складки на трубе
Нарушения технологии при горячей деформации:
а) слишком большое уменьшение диаметра в отдельных клетях редукционного стана;
б) слишком большой входной диаметр трубы, передаваемой в калибровочный или редукционный стан;
в) торможение поверхностных слоев металла из-за неправильного ступенчатого изменения скорости вращения валков в редукционном стане (особенно при редукционно-растяжной прокатке);
г) сильно деформированная (возможно смятая) на предварительных этапах прокатки поверхность трубы.
Нарушения технологии при холодной деформации:
а) слишком большое уменьшение диаметра (при волочении без оправки тонкостенных труб);
б) слишком сильная волнистость труб, предварительно полученных пилигримовой прокаткой (прежде всего в случае волочения без оправки).
Смещение отверстия трубы
Нарушения технологии при горячей деформации:
а) прокатка металла, имеющего неправильную форму или размеры (отклонение диагоналей квадратного сечения, недостаточная прямолинейность, косой срез торца исходной заготовки);
б) неравномерный прогрев по поперечному сечению заготовки в методической печи, печах с шагающими балками или вращающимся подом;
в) неправильно выбранная температура прошивки трубной заготовки (особенно из аустенитных сталей);
г) эксцентричность при прошивке квадратной заготовки на прошивном прессе (пресс Эрхарда — шведский прокатный стан); несоосное центрирование материала круглого сечения центрующим устройством стана поперечно-винтовой прокатки (трубопрокатный агрегат типа «Штифель»);
д) неправильная установка оправки (в стане поперечно-винтовой прокатки или в стане продольной прокатки);
е) неравномерный износ оправки, а также калибров в калибровочном или редукционном станах;
ж) налипание материала на оправку;
з) изогнутый стержень оправки (стан поперечно-винтовой прокатки).
Нарушения технологии при холодной деформации:
а) применение трубных заготовок (горячекатаных или прессованных или исходных перед холодной деформацией труб) со смещением канала трубы от оси;
б) выработанные калибры при прокатке в стане ХПТ;
в) применение овальных оправок при холодной прокатке;
г) слишком большой зазор между калибрами валков станов ХПТ;
д) слишком большое сближение валкоч при холодной прокатке в стане ХПТ.
Граненность
Слишком большое изменение диаметра в редукционном стане (особенно при редук-ционно-растяжной прокатке).
Прокатка труб с неблагоприятным отношением наружного диаметра к толщине стенки (относительно небольшой внешний диаметр при сравнительно большой толщине стенки).
Овальность
При горячей деформации:
а) износ оправки;
б) неточная расточка калибров последних клетей калибровочного прокатного стана;
в) смещение калибров. При холодной деформации:
а) слишком большой износ калибрующего участка ручья при прокатке в стане ХПТ;
б) слишком большой или слишком малый зазор между валками при прокатке в стане ХПТ;
в) оси верхнего и нижнего валков при прокатке непараллельны;
г) неправильное регулирование правильных роликов правильной машины;
д) изношенная волочильная фильера или оправка;
е) неправильная установка калибровочных роликов в трубосварочных станах.
Уменьшение или увеличение поперечного сечения в сварном шве
Слишком низкая или слишком высокая установка резца при строжке (съеме грата).
Несоосная установка резца при строжке (съеме грата).
Выкрашивание резца (одностороннее или по центру).
Неправильная задача трубы (сварной шов проходит несоосно к резцу при строжке).
Предупреждение
Складки на трубе
При горячей деформации:
а) уменьшение обжатия в редукционном стане;
б) точное соблюдение установленного технологией внешнего диаметра трубных заготовок или труб;
в) правильное ступенчатое изменение скорости вращения валков в редукционном стане;
г) отсортировка труб с сильно деформированной (смятой) поверхностью на предыдущих стадиях прокатки.
При холодной деформации:
а) уменьшение обжатия по диаметру;
б) отсортировка сильно волнистых труб.
Смещение отверстия трубы
При горячей деформации:
а) использование исходных заготовок с заданными по технологии размерами;
б) обеспечение равномерного распределения температур по поперечному сечению заготовки;
в) точное соблюдение установленной температуры прошивки трубной заготовки;
г) корректировка установки заготовки на прошивочном прессе;
д) правильная установка оправки;
е) замена оправок и стержней, а также изношенных валков в различных прокатных станах.
При холодной деформации:
а) контроль и отсортировка несоответствующих но размерам трубных заготовок (горячекатаных или прессованных) или исходных (до холодной деформации труб);
б) замена изношенных калибров и оправок стана ХПТ;
в) установка оптимального зазора между валками;
г) выбор оптимального зазора между валками, соответствующего данной марке стали.
Граненность
При горячей деформации:
а) не допускать слишком большого изменения размеров в редукционном стане (особенно при редукционно-растяжной прокатке);
б) не допускать трубы с неблагоприятным соотношением размеров к прокатке на редукционном стане (соответственно к пилигримовой или к поперечно-винтовой прокатке).
Овальность
При горячей деформации:
а) своевременная замена изношенного инструмента;
б) проверка калибровок валков калибровочного стана, установка по шаблону необходимых размеров;
в) точное совмещение калибров верхнего» н нижнего валков.
При холодной деформации:
а) замена калибров стана ХПТ;'
б) изменение зазора между валками;
в) параллельная установка верхнего и нижнего валков;
г) настройка правильных роликов правильной машины;
д) замена изношенных волочильных фильер и оправок;
е) применение калибровочных роликов заданного размера в трубосварочных агрегатах и контроль правильности их установки (прямошовные трубы);
ж) настройка или замена изношенных калибровочных роликов (прямошовные трубы).
Уменьшение или увеличение поперечного сечения в сварном шве
Правильная установка резца при строжке.
Своевременная замена резца. Задача трубы посередине резца.
Устранение
1. Складки на трубе — возможна вырезка при небольшой протяженности дефекта на конце трубы.
2. Смещение отверстия трубы—дополнительная пилигримовая прокатка или пи-лигримовая прокатка на другой диаметр.
При сильной разнотолщинности устранение дефекта невозможно.
3. Граненность — устранение дефекта невозможно.
4. Овальность — дополнительное волочение или пилигримовая прокатка и волочение на другой диаметр.
5. Уменьшение или увеличение поперечного сечения в сварном шве — устранение дефекта невозможно или ограниченно возможно при проведении дополнительного волочения (на другой размер).
Примечание
1. Трубы со складкой (с «запавшей» стенкой) бракуют.
Небольшие складки на горячекатаных трубах могут приводить при последующей холодной деформации (волочении) к продольным трещинам.
2. Сорт труб со смещением отверстий снижают.
На прессованных трубных заготовках смешение стенки наблюдается из-за неправильной установки оправки; этот же дефект наблюдается из-за закручивания оправки во время процесса прокатки.
3. Трубы, имеющие граненность, как правило, бракуют.
Их можно использовать в редких случаях для неответственного назначения.
4. Сорт труб с овальностью, превышающей допустимую, снижают. На трубах с повышенной овальностью после обработки со снятием стружки (например, обточки) могут оставаться необработанные места.
Соблюдение точных размеров (диаметра и толщины стенки) имеет большое значение, так как в противном случае могут возникать затруднения при дальнейшей обработке и использовании трубы (например, при установке труб в заранее подготовленные посадочные места или в случае соединения труб путем вставки одна в другую).
5. Трубы с уменьшением или увеличением поперечного сечения в сварном шве должны быть отсортированы.
Дефект наблюдается в случаях, когда сварное соединение обрабатывается нефасонным резцом. При использовании фасонного резца дефект также может наблюдаться при слишком глубокой его установке (образуется строганая поверхность в теле трубы).
В обоих случаях сварной шов имеет продольные царапины.
При несоосной установке резца (фасонного) или при плохой задаче трубы часто обнаруживаются еще дополнительные продольные риски.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.