Головная усадочная раковина
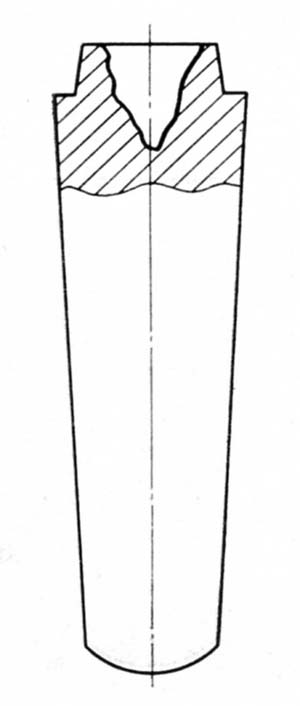
Описание. Возникающая из-за усадки стали в прибыльной части слитка или сляба полость, которая при обычном удалении прибыльной части не устраняется.
Причины возникновения. Слишком сильный теплоотвод в головной части слитка. Слишком малое .количество жидкого металла в головной части слитка к концу затвердевания.
Слитки и слябы залиты неполностью.
Предупреждение. Целесообразный подбор изложниц и надставок.
Применение необходимых средств для замедления охлаждения головной части слитка, например обогрев головной части слитка, добавка термитных смесей.
Заливка надставок доверху и соблюдение установленного технологией времени заливки надставок.
Соблюдение предписанной технологией температуры выпуска металла.
Контроль температуры и скорости заливки (горячую плавку надо разливать медленнее). Заливка изложниц плотной струей (избегать протекания стопора). Доливка изложниц.
Устранение. Увеличение размера головной обрези,
Примечание. Усадочная раковина в слитках спокойной стали неизбежна; при правильной разливке ограничивается головной частью и удаляется с обрезью. Рекомендуется применение изложниц с обратной конусностью и футерованных огнеупорным материалом надставок.
При разливке качественных и специальных сталей практически всегда применяются футерованные надставки изложниц.
Перед последующей горячей деформацией заготовки усадочная раковина должна удаляться вместе с отделяемой головной частью.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.