Ковка
Ковкой называют пластическую деформацию металла, при которой изменение его профиля происходит в том направлении, где металл встречает наименьшее сопротивление. Выполняют ковку последовательными ударами инструмента по обрабатываемой заготовке, лежащей на опорной площадке.
Ковку называют свободной, так как изменение формы металлов при этом виде обработки не ограничивается стенками особых форм (штампов), как это происходит при штамповке, и металл изменяет форму («течет») свободно.
Изделия, получаемые ковкой, называются поковками.
Поковки имеют различную форму и размеры. Вес поковок весьма разнообразен: от нескольких килограммов до многих десятков и сотен тонн.
Ковку можно выполнять вручную. На современных предприятиях ковка производится с помощью машин. Ручную ковку применяют главным образом при ремонтных работах и для штучного изготовления мелких поковок. Машинная ковка позволяет изготовлять поковки очень большого веса и в большом количестве, а также более высокой точности, чем при ручной ковке.
Ручная ковка. Операциями ковки являются: вытяжка, осадка, высадка, гибка, прошивка, рубка, закручивание, подкатка обжимкой, выглаживание. Некоторые операции ковки показаны на рис. 1.
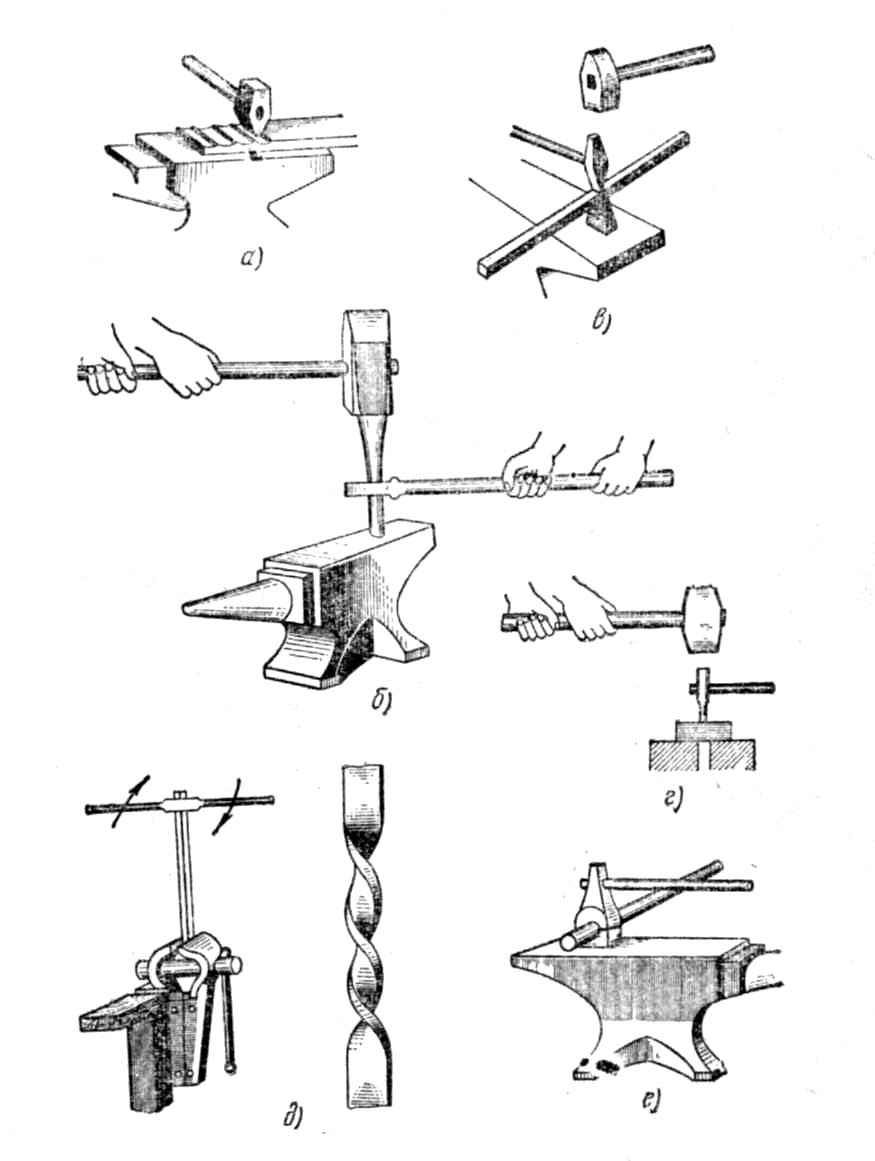
Рис. 1. Схемы операций
ковки:
а-вытяжка, б — осадка, в — отрубание, г — прошивка отверстий, д- закручивание, е— подкатка обжимкой
Вытяжка (рис. 1, а) является операцией, при которой заготовка, уменьшаясь в толщине, увеличивается в длине. Для вытяжки металла на заготовке сначала делают узким бойком молота канавки в поперечном направлении заготовки, а затем выступы осаживают широким бойком. При этих приемах металл получает продольное течение.
Осадка (рис. 1, б) состоит в увеличении поперечного сечения заготовки за счет уменьшения ее длины, т. е. является операцией, обратной вытяжке.
Высадка отличается от осадки тем, что поперечное сечение заготовки увеличивается не по всей длине полосы, а в какой-либо определенной ее части.
Гибку применяют очень широко для изготовления как деталей машин, так и предметов широкого потребления (подковы, рукоятки и т. п.).
Прошивка (рис. 1, г) или пробивание отверстий выполняется пробойником, или бородком. Бородки изготовляют с небольшим заострением, если необходимо пробить отверстие в тонком металле. При прошивке заготовок большого сечения вначале наносят' удар пробойником с одной стороны заготовки, затем ее переворачивают и ударяют с противоположной стороны.
После прошивки отверстие доводят пробойником соответствующего диаметра до требуемых размеров.
Рубку применяют главным образом для того, чтобы подготовить для обработки куски металла нужного размера или удалить лишнюю часть заготовки после ковки.
Закручивание (рис. 1, д) производят вращением одного конца заготовки вокруг ее оси относительно другого конца, закрепленного в тисках.
Подкатка обжимкой (рис. 1, е) позволяет придать заготовке такую форму, которую имеет обжимка.
Выглаживание придает изделию ровную и гладкую поверхность.
Инструментами для ручной ковки (рис. 2) служат наковальни, молоты различного веса, гладилки, обжимки, кузнечные зубила, пробойники, клещи.
Наковальни для ручной ковки изготовляют из стали, обладающей большим сопротивлением ударам. Наковальня имеет выступающий рог для гибки металла, например, при ковке колец.
Отверстия в верхней плоскости наковальни используют для укрепления приспособлений и пробивания отверстий в заготовках.
Кузнечные молотки весом до 1,5 кГ [15н], применяемые для ковки мелких изделий, называются ручниками, а тяжелые молоты весом от 2 до 10 кГ [20—100 н], употребляемые для ковки крупных изделий, — кувалдами.
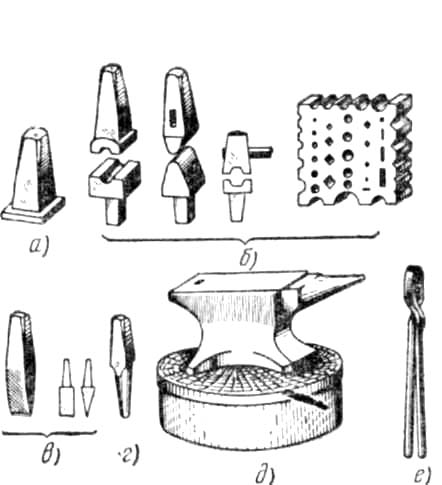
Рис. 2.
Инструменты для ручной
ковки.
а-гладилка, б-обжимки, в-зубила,г — пробойник,д — наковальня, е — клещи
Гладилки с широким бойком служат для выравнивания плоских поверхностей.
Обжимки придают заготовкам круглую, квадратную или иную форму поперечного сечения.
Зубилами разрубают металл.
Пробойниками прошивают в поковках отверстия.
Клещами удерживают и повертывают нагретые заготовки.
Машинная ковка. Машинная ковка позволяет изготовлять поковки очень большого веса, в любом количестве и с более высокой точностью, чем при ручной ковке. Машинная ковка производится посредством молотов различного устройства и ковочных машин.
Наиболее распространенными являются паровоздушные, пневматические и фрикционные молоты, а также молоты более простого устройства — рычажные и пружинные.
Паровоздушные молоты (рис. 3), приводимые в действие паром, имеют вес падающих частей до 10 Т [~100 кн].
На рис. 3 показано устройство паровоздушного молота, а на рис. 4 дан общий вид пневматического молота.
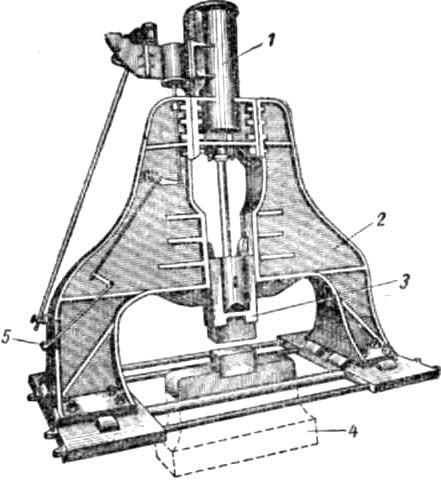
Рис. 3. Паровоздушный молот:
1-рабочий цилиндр, 2-станина, 3-боек, 4- шабот, 5- рычаг управления
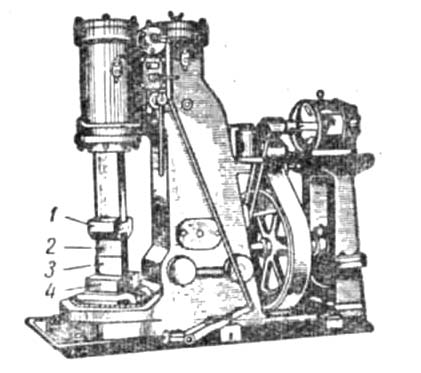
Рис. 4. Пневматический молот:
1-баба, 2-верхний боек, 3-нижний боек, 4-шабот