Отбор представительных проб, технология изготовления и обработки образцов для контрольных испытаний
Металлопродукция в зависимости от ее подготовленности к контролю классифицируется следующим образом (ГОСТ 7564—73): проба — часть металлопродукции, отобранная для изготовления из нее заготовок для образцов; заготовка — часть пробы, обработанная или не обработанная механически, подвергаемая термической обработке или термически не обработанная и предназначенная для изготовления образцов; образец — часть пробы или заготовки определенного размера, подготовленная для испытания. Надежность контроля связана с представительностью объекта контроля, прежде всего пробы. Пробу следует отбирать от части изделия или промежуточного продукта, наиболее полно и правильно отражающей их качество по одному или нескольким контролируемым показателям свойств. Количество отбираемых проб должно быть минимальным, но достаточным для оценки качества продукции. Размеры и форма проб должны обеспечивать возможность дальнейшего изготовления из них заготовок и образцов, также соответствующих условию представительности.
Центральная заводская лаборатория и ОТК разрабатывают инструкции, в которых указано количество проб и схема отбора для каждого вида контролируемой продукции (сортовой прокат, рельсы, лист и т. д.), контролируемые показатели, объем контроля и специальные условия (особенности технологии производства, уровень требований к качеству продукции и т. п.). Общие требования к видам и объему контроля приведены в НТД. Ниже изложены способы отбора проб, изготовления и обработки образцов для определения различных контролируемых показателей.
Макроструктура.
Контроль макроструктуры — наиболее распространенный вид испытаний. Ее качество проверяют на макротемплетах толщиной 20—30 мм, вырезанных в основном в направлении, перпендикулярном оси деформации; в отдельных случаях темплеты вырезают вдоль оси деформации (по центру изделий) или в других местах и направлении. Их отрезают при прокатке пилами горячей резки от годных частей проката либо готовят из проб, полуфабрикатов и готовых изделий. Макротемплет вырезают из пробы на расстоянии не менее одного диаметра (стороны квадрата и т. п.) от края прутков; это особенно важно, если проба была отрезана пресс-ножницами или огневым способом, деформирующим соответствующий участок металла или термически меняющим его структурное состояние.
Пробы от прутков и заготовок размером от 140 мм отбирают в полном поперечном сечении, а от прутков более 140 мм — в полном сечении или, если это разрешено НТД, из средней части перекованных и перекатанных проб квадратного сечения со стороной 90— 140 мм. При контроле плавок, назначенных на несколько сорторазмеров, пробы отбирают от максимального сечения. Практикуется отбор длинных проб (250—500 мм), от которых в ЦЗЛ отрезают темплеты (25—30 мм) для контроля макроструктуры, из остальной части изготавливают образцы для испытаний других видов. Отбор длинных проб огневой резкой осуществляют с учетом припуска на удаление зоны термического воздействия. Места отбора проб, как правило, соответствуют наиболее загрязненным участкам слитка. Охлаждение и термообработку проб, отрезанных в горячем состоянии, необходимо выполнять вместе с металлом контролируемой партии-плавки.
Контролируемую поверхность макротемплета подвергают торцеванию, строжке, шлифованию, полировке. Макротемплеты, отрезанные в цехах пилами горячей резки, торцуют на токарном станке на глубину 3—5 мм с последующей чистовой обработкой резцом при глубине резания 0,5 и подаче 0,25 мм. Макротемплеты, отрезанные на пилах холодной резки в цехах или ЛКИ, проходят шлифовку или чистовую обработку на токарном станке. Макротемплеты металла ЭШП, ВДП, ВИП, а также высоколегированных сталей и сплавов после торцовки или шлифования полируют гибким кругом на резиновой основе и травят в холодном реактиве с медью. Макрошлифы большинства марок стали подвергаются горячему травлению и излому в соответствии с ГОСТ 10243—75. Контроль по излому проводят вместо контроля методом травления или дополнительно к нему в продольном направлении волокна. Темплеты надрезают через центр или по дефекту, подвергают закалке, а затем ломают на прессе.
Температура закалки темплетов определяется стандартами или ТУ для термической обработки образцов при испытании механических свойств или твердости. Выдержка образцов при этой температуре должна быть достаточной для полного прогрева металла. Охлаждение темплетов осуществляют в воде. Строжка канавок выполняется перед закалкой образцов. В случае недогрева образца («сырой» излом) разрешается повторная термическая обработка половинки или темплета излома. При перегреве образца выполняется исправительная термическая обработка.
Контроль на флокены выполняют на продольных макротемплетах или продольных изломах после полного цикла охлаждения или термообработки всей партии плавки.
Механические свойства.
Отбор проб, заготовок и образцов для механических и технологических испытаний ведут по двум методам в зависимости от назначения металлопродукции (ГОСТ 7564—73). Отбирают пробы металла, прошедшего все стадии пластической деформации и термической обработки. Первый вариант предусматривает места отбора проб, заготовок и образцов для испытаний растяжением и на ударную вязкость; механические свойства определяют на образцах, вырезанных из термически обработанных заготовок. По второму варианту механические свойства определяют на образцах, вырезанных из термообработанных проб. Размеры поперечного сечения заготовок под термообработку определены ГОСТ 4553—71, ГОСТ 5949—75, ГОСТ 1050—74, ГОСТ 20072—74 и др., а также ТУ. Пробы отбирают вдоль направления прокатки от концов прутков, мотков (бунтов). При вырезке заготовок и образцов по сечению проката из прутков стали размером (диаметр, сторона квадрата, диаметр вписанного круга) до 40 мм ось образца должна совпадать с осью прутка; для толщины более 40 мм она должна проходить на расстоянии, равном ⅓ радиуса от поверхности прутка или ⅓ половины диагонали от угла ( рис.1 .). Заготовки, вырезанные на пилах холодной резки абразивными кругами или полученные обдиркой на токарных станках, подвергают термообработке в соответствии с ГОСТ или ТУ на данную металлопродукцию (ГОСТ 4543—71, ГОСТ 5949—75, ТУ 14-1-950—74 и др.), после чего из них изготавливают контрольные образцы для испытания на растяжение и ударную вязкость.
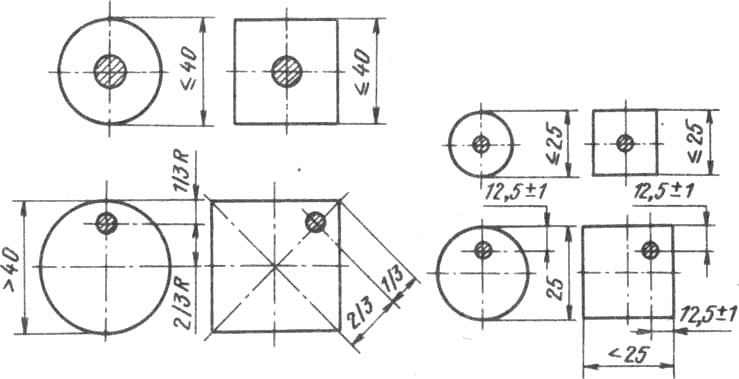
Рис.1. Схема вырезки образцов для испытания механических свойств по вариантам I (а) и II (б)
Заготовки, предназначенные для изготовления образцов на растяжение, за один проход с подачей 0,85—1 мм обтачивают до диаметра 20 мм. Затем за три прохода выбирают рабочую часть образца (диаметром 20—17, 17—14 и 14—11 мм). Черновой образец диаметром 11 мм на круглошлифовальном станке при скорости подачи 0,03—0,08 мм/об доводят до окончательного размера 10 ± 0,1 мм (ГОСТ 1497—84). При обточке заготовок и шлифовании образцов необходимо обильное охлаждение эмульсией (СОЖ). Из заготовок, предназначенных для изготовления ударных образцов, на фрезерном станке двумя параллельными фрезами вырезают квадратные черновые бруски стороной 11 мм. На плоскошлифовальном станке их шлифуют с четырех сторон до сечения квадрата 10 ± 0,1 мм (ГОСТ 9454—78). Вырезку и шлифование выполняют при обильном охлаждении СОЖ. Технология изготовления образцов для испытания на растяжение и ударную вязкость при высоких и отрицательных температурах не отличается от изложенной.Длительная прочность.
Отбор проб, заготовок и образцов для определения длительной прочности производится в соответствии с ГОСТ 7564—73. По ТУ 14-1-225—72, ТУ 14-1-1907—76, ТУ 14-1-338—72, ТУ 14-1-714—73, ТУ 14-1-1736—76, ТУ 14-1-476—76, ТУ 14-136-252—77 и ТУ 14-1-1665—76 сечение заготовки под термообработку — круг диаметром или квадрат со стороной 20—25 мм. Вырезку выполняют на пилах холодной резки и абразивными кругами по той же схеме, что и для механических испытаний по первому варианту. По ТУ 14-1-1923—76, ТУ 14-1-223—72, ТУ 14-1-684—73, ТУ 14-1-226—72 термообработку осуществляют в полном сечении сорта, заготовки. Из термически обработанной пробы вырезаются абразивными кругами квадратные заготовки со стороной 15—20 мм.
Изготовление образцов из заготовок, прошедших термообработку или вырезанных из термообработанных проб, состоит из зацентровки с двух сторон на глубину 7 мм сверлом диаметром 3,5— 4 мм; обточки с двух сторон до диаметра 12,4 мм и снятия фасок (1 мм * 45°) при глубине резания 2,2 мм и скорости подачи 0,16 об/мин; проточки рабочей части до диаметра 8 мм с выборкой галтелей радиусом 4 мм при частоте вращения 180—300 об/мин, скорости подачи 0,16 мм/об и глубине резания 2,2 мм; нарезки резьбы М12 на галтелях на длине 15 мм (глубина резания 1,33 мм, скорость подачи 2,11 мм/об, число оборотов 4); выборки рабочей части длиной 39 мм до диаметра 5,3 мм с радиусом галтели 4 мм (частота вращения 180—300 об/мин, глубина резания при первом проходе 1 мм, при втором 0,35 мм, скорость подачи 0,16 мм/об); шлифовании рабочей части до диаметра 5± 0,01 мм абразивным кругом (300*32*127, ЭБ20-25СТ, 35 м/мин) при скорости подачи 0,02—0,03 мм/об, чистота обработки — класс 8. Требования к образцам определяются ГОСТ 10145—81. Все операции выполняют при обильном охлаждении СОЖ.
Торцевая прокаливаемость.
Пробы сортового проката (ГОСТ 5657—69) размером (круг, квадрат) 28—49 мм отбирают в полном сечении; пробы проката большого сечения перековывают на квадрат. Пробы со стороной 30—10 или 30—2 мм подвергают предварительной термообработке (конструкционные стали нормализуют, а инструментальные отжигают) и затем — токарной обработке (глубина резания 1,0—1,5 мм). В чистовом виде образец имеет длину 100±0,5, диаметром 25±0,25 мм. На одном торце образца вытачивают заплечики диаметром 28 мм и толщиной 4—5 мм. Чистота обработки противоположного торца должна быть не ниже класса 5. Для предохранения от окисления термообработку образцов проводят в стальных стаканах с крышками, на дно которых закладывают графитовые пластины для предохранения торцов образцов от обезуглероживания. Температуру закалки назначают по режиму, указанному для термообработки заготовок для испытаний механических свойств по НТД на данную металлопродукцию. Время на прогрев образца составляет 30—50, выдержка — 30 мин при температуре закалки. Образец, извлеченный из печи, торцом помещают под струю воды (15—25 °С) и полностью охлаждают. Далее на плоскошлифовальном станке по всей длине образца на глубину 0,54±0,1 мм сошлифовывают при обильном охлаждении эмульсией две диаметрально противоположные площадки; чистота их обработки должна быть не ниже класса 7 (ГОСТ 2789—73). Прижоги при шлифовании не допускаются.
Горячее скручивание.
Отбор проб осуществляют по ТУ 14-1-1529—75. От партии-плавки отбирают две пробы, одна из которых соответствует донной, а другая — подприбыльной части слитка. Заготовки для изготовления образцов обрабатывают по ГОСТ 7564—73. Из каждой пробы пилами холодной резки и абразивными кругами вырезают по одной квадратной заготовке 20 мм. Заготовки центруют с обеих сторон на глубину 5 мм и затем на токарном станке обтачивают до 16,4 мм. После обточки выбирается рабочая часть образца диаметром 9 и длиной 40 мм (радиус галтели 4 мм) за два прохода с разной глубиной резания: при первом проходе 2, при втором 1,5 мм. С обеих сторон образца нарезается резьба М16 на длину 20 мм (глубина резания 1,4 мм, подача 2,1 мм). Заключительная операция — шлифовка абразивным кругом на круглошлифовальном станке до диаметра 8±0,1 мм; скорость подачи должна составлять 0,02—0,03 мм/об, чистота обработки — класс 8.
Неметаллические включения.
Отбор проб и вырезку образцов конструкционных, инструментальных, автоматных, пружинных, коррозионностойких и других сталей осуществляют по ГОСТ 1778—70.
Количество образцов и место отбора проб по длине раската слитков указывают в НТД на продукцию, от каждой плавки должно быть не менее шести образцов. Так, по ТУ 14-1-1283—75 отбирают шесть образцов от любых штанг, по ТУ-14-1-1529—77 — три пробы от штанг А и три — от штанг У, по ЧМТУ 1-809—69 — шесть проб от разных прутков штанг А, по ЧМТУ 1-894—70 — шесть проб от разных прутков. Отбор проб и вырезка образцов шарико- и роликоподшипниковой стали ведут по ГОСТ 801—78.
Образцы вырезают на пилах холодной резки и абразивными кругами по схемам, ( ГОСТ 1778—70) . Центр пробы перед вырезкой отмечают, метки при вырезке сохраняют. Рез должен проходить на расстоянии 0,5 мм от метки. Подготовку к шлифовке выполняют в три этапа: выравнивание поверхности образца, доведение его до необходимого размера и стачивание до метки абразивным кругом; шлифование образцов на абразивной бумаге № 16, 10 и 5 (при переходе на бумагу с более мелким абразивным зерном направление обработки поверхности шлифа меняется на 90° с выводом рисок предыдущей шлифовки); третий этап — шлифование образцов на картоне с нанесенными пастами ГОИ и алмазной до исчезновения рисок от предыдущей обработки. Окончательная обработка поверхности шлифа состоит в полировке на мягком сукне или фетре с применением окиси хрома до полного блеска и отсутствия царапин и рисок. Не допускается «заваливание» краев образцов. Приготовленные шлифы следует предохранять от механических повреждений и коррозии. В отдельных случаях качество приготовления микрошлифов проверяют под микроскопом.
Межкристаллитная коррозия (МКК).
Отбор проб для определения МКК регламентируется ГОСТ 5949—75, ТУ 14-1-1013—74, ТУ 14-136-226—76, ТУ 14-136-228—76 и др.
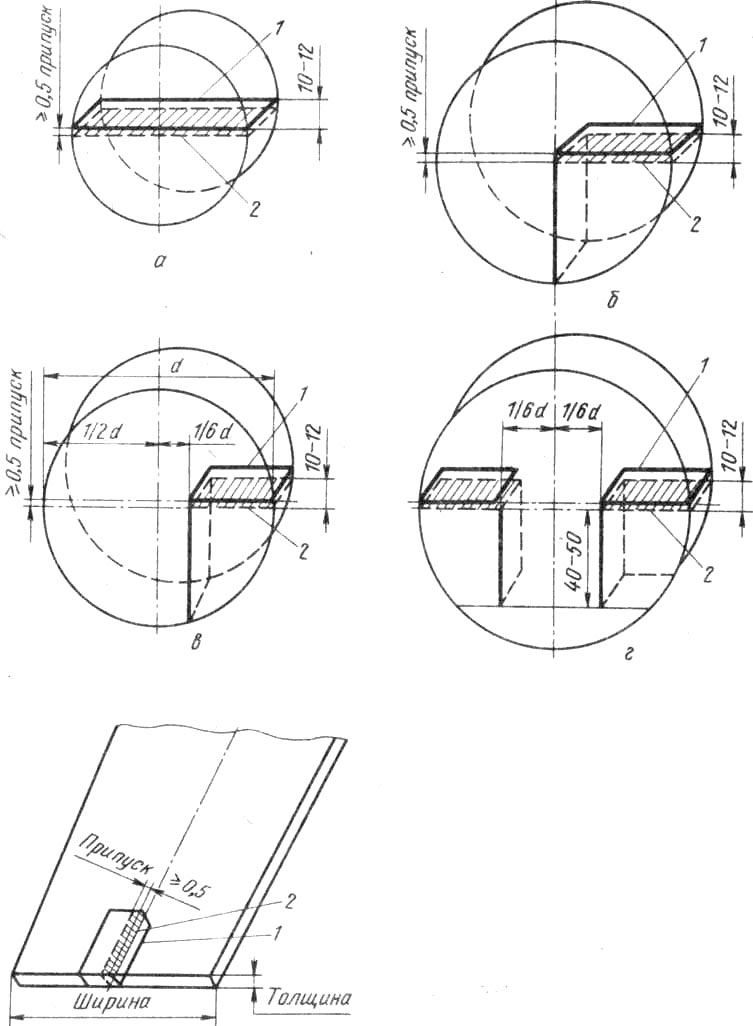
Рис. 2. Схема вырезки образцов для контроля неметаллических включений ( ГОСТ 1778-70) сечением мм:
а- <40, б- >40, в - >120-180, г-> 180, д-полоса, 1-плоскость реза, 2- плосксть шлифа.
Заготовки для изготовления образцов по ГОСТ 6032—84 вырезают из осевой зоны проб в продольном направлении, если нет специальных указаний в НТД. Используют пилы холодной резки, абразивные или фрезерные станки. Из сортового проката толщиной более 10 мм вырезают образцы в виде продольных пластин длиной 80—90 мм, шириной 10—20 мм и толщиной 3—5 мм. Прутки диаметром до 10 мм обдирают на токарном станке для снятия черновой поверхности до диаметра на 1 мм меньше исходного и в таком виде передают на термообработку. На гранях образцов не должно быть поперечных рисок вследствие механической обработки, их поверхность перед термообработкой должна быть не ниже 4-го класса точности по ГОСТ 2789—73.
Образцы указанных размеров используют для контроля МКК методами AM, АМУ, В, ВУ. Для определения МКК по методу ДУ образцы вырезают в виде параллелепипеда с черновыми размерами 6*21*36 мм, размеры готового образца после шлифования должны быть 5(—0,1) X 20 (—0,1) X Х35 (±0,1) мм. При вырезке пластин необходимо соблюдать строгую параллельность противоположных граней. Изготовленные образцы закаливают по режимам, указанным в НТД. В соответствии с ГОСТ 6032—84 стабилизированные стали и сплавы, а также нестабилизированные стали с низким содержанием углерода (не более 0,03%) должны подвергаться провоцирующему нагреву при 650±10°С с выдержкой 1 ч и охлаждению на воздухе. Перечень таких материалов приведен в табл. 1 упомянутого ГОСТ. Термически обработанные образцы шлифуют, шероховатость поверхности образцов перед испытанием не должна превышать 0,8 мкм (ГОСТ 2789—73).
Альфа-фаза.
В соответствии с ГОСТ 11878—66 от любых прутков контролируемой плавки отбирают не менее двух проб длиной около 30 мм, из которых абразивными кругами вырезают образцы по схеме, показанной на рис. 3. Торец образца шлифуется по технологии, принятой для подготовки шлифов на контроль неметаллических включений.
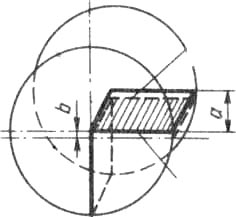
Рис. 3. Схема вырезки образцов для контроля на альфа-фазу
Прокаливаемость углеродистой и малолегированной стали.
Пробы отбирают в соответствии с ГОСТ 1435—74. При разливке плавки одновременно с пробой для химического анализа отливают контрольный слиток массой около 10 кг, из которого куют квадратную пробу стороной 20±1,5 мм. Из средней части горячей пробы вырубают три образца длиной по 100 мм, которые клеймят номером плавки и порядковым номером (1, 2 и 3). В ЦЗЛ середину каждого образца надрезают абразивным кругом на глубину 3—5 мм. Пробы отжигают при 730—750 °С в течение 2 ч с последующим медленным охлаждением в печи до 650 °С в течение 2—4 ч. Отожженные образцы 1, 2, 3 нагревают под закалку при температурах 760, 800, 840 °С соответственно. Время выдержки после прогрева для образцов 1 и 2 составляет 20, для образца 3- 15 мин. Образцы закаливают в воде (при 10—30 °С) и далее ломают над надрезом.
Величина наследственного (аустенитного) зерна.
Пробы металла отбирают в состоянии поставки; место отбора, количество и размеры устанавливают в НТД на механические испытания для данного вида продукции (ГОСТ 4543—71, ТУ 14-1-950—74, ТУ 14-1-177—72 и др.). Для испытания рекомендуются образцы с площадью сечения шлифа до 150 мм2 (ГОСТ 5639—82). Длинные пробы крупных профилей металла разрезают на пилах холодной резки, дальнейшую порезку ведут абразивными кругами. Образцы подвергают установленной термообработке методами цементации или окисления.
Метод цементации применяют для цементуемых сталей. Образцы без следов окисления и обезуглероживания укладывают в железный ящик на расстоянии не менее 20 мм друг от друга и засыпают твердым карбюризатором по ГОСТ 5535—76. Цементационный ящик, плотно закрытый от доступа воздуха, помещают в пень, нагретую до 930±10 °С; после прогрева выдерживают 8 ч, охлаждают вместе с печью до 50 °С/ч, вновь нагревают до 600 °С и далее охлаждают на воздухе до комнатной температуры. Со стороны будущего шлифа абразивным кругом делают площадку. Технология подготовки шлифов аналогична подготовке шлифов для оценки загрязненности стали неметаллическими включениями. Метод окисления применяют для улучшаемых марок стали. Вырезают и готовят микрошлифы, которые засыпают защитным покрытием (бурой или древесно-угольным порошком) и закладывают в печь, нагретую на 20—30 °С выше температуры закалки для данной марки стали. После прогрева образцы выдерживают в течение 3 ч. За 30—60 с до окончания выдержки защитное покрытие с образца удаляют и образец охлаждают в воде. Далее окисленный шлиф полируют на сукне или на фетре с применением окиси хрома.
Карбидная сетка.
Отбор проб шарикоподшипниковых, инструментальных углеродистых и легированных сталей ведут в соответствии с ГОСТ 801—78, ГОСТ 5950—73, ГОСТ 1435—74, ТУ 14-1-734—73. Образцы вырезают на пилах холодной резки и абразивными кругами.
Термообработку выполняют в соответствии с требованиями НТД. После термообработки изготавливают шлифы по ранее рассмотренной технологии.
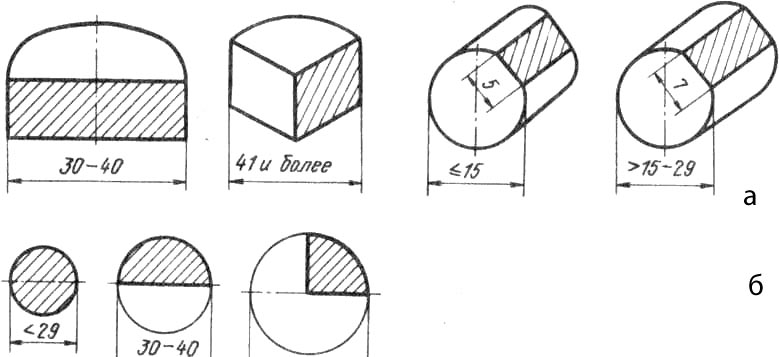
Рис. 4. Схема вырезки образцов для контроля на карбидную сетку:
а — для шарикоподшипниковой; б — для всех остальных марок стали
Микроструктура.
Количество и место отбора проб должны соответствовать ГОСТ 801—78, ГОСТ 1435—74, ГОСТ 5950—73. На образцах, вырезанных из прутков диаметром до 40 мм, шлиф делают по всей плоскости образца (плоскость реза), на прутках большего диаметра — на одной четверти площади образца.
Твердость металла.
Основные методы в практике контрольных лабораторий — по Бриннеллю (ГОСТ 9012—59) и Роквеллу (ГОСТ 9013—59).
Карбидная неоднородность (карбидная ликвация и полосчатость).
Количество проб и место отбора определены ГОСТ 801—78,
ТУ 14-1-1213—75, ТУ 14-1-594—73, ТУ 14-1-660—73, ТУ 14-1—71, ТУ 14-1-998—74. Образцы вырезают на пилах холодной резки или абразивными кругами по той же схеме, что и для контроля альфа-фазы. Термообработку образцов проводят по режимам, указанным в НТД. На термообработанных образцах готовят шлифы по технологии, аналогичной изготовлению шлифов для контроля неметаллических включений.
Обезуглероженный слой.
Место отбора проб и их количество определяют требованиями ГОСТ 801—78, ГОСТ 1050—74, ГОСТ 1435—74, ГОСТ 14959—79, ГОСТ 5950—73, ГОСТ 19265—73, ТУ 14-1-950—74. Если в НТД число проб не указано, величина обезуглероженного слоя определяется не менее чем на двух образцах от партии в соответствии с ГОСТ 1763—68.
Образцы вырезают на пилах холодной резки, фрезами и другими методами, не вызывающими существенного нагрева и изменений в структуре металла.
Образцы, вырезанные по схеме, показанной на рис. 15 и 16, предназначены для оценки металлографическим методом М, а по схеме на рис. 17 — для оценки методами Ml(карбидная сетка) и М2 (метод В. Д. Садовского). На образцах для оценки методом М готовят шлифы. Образцы, вырезанные для оценки по методам Mlи М2, сначала подвергают термообработке по режиму, указанному в ГОСТ 1763—68 для конкретной марки стали, а затем шлифуют по технологии, изложенной ранее.
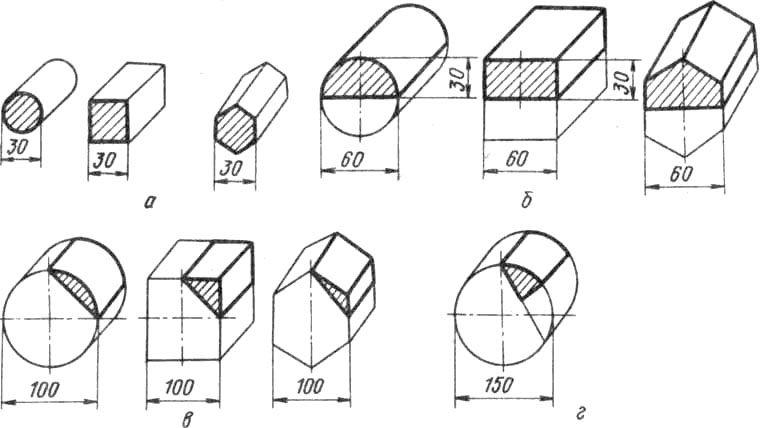
Рис. 5. Схема вырезки образцов для определения глубины обезуглерожен-ного слоя по методу М из заготовок (круг, квадрат, шестигранник), мм:
а —30; 6 — 60; в — 100; г — 150
Излом быстрорежущей стали.
Отбирают две пробы от партии в соответствии с ГОСТ 19265—73. Образцы отрезают на пилах холодной резки или абразивными кругами, затем надрезают и передают на термообработку по режимам, указанным в ГОСТ 19265—73. Термообработанные образцы ломают по надрезу.
Листовой и профильный прокат, другие виды металлопродукции.
Вырезка проб, заготовок и образцов производится в соответствии с НТД. Технология вырезки и подготовки образцов для контроля в основном аналогична описанной выше.