Контроль микроструктуры, неметаллических включений, величины зерна, поверхностного обезуглероживания металла
Основными элементами микроструктуры металла, контролируемыми металлографическим способом, являются перлит и его более дисперсные разновидности (сорбит, троостит), феррит, избыточный цементит, мартенсит и продукты его распада при отпуске, аустенит и дельта-феррит в специальных сталях, карбидная составляющая в заэвтектоидных сталях и чугунах, графит, структуры химико-термических обработок, неметаллические фазы (сульфиды, оксиды, нитриды и т. д.), интерметаллиды, различные эвтектоидные и перитектоидные структуры и продукты их распада, продукты дисперсионного твердения в железных, никелевых и цветных сплавах, разнообразные структурные составляющие сплавов, однофазные структуры отдельных сплавов и др.
Контроль микроструктуры
Основные реактивы для травления микрошлифов стали: раствор азотной кислоты (4 см3, плотность 1,405) в этиловом спирте (100 г); раствор пикриновой кислоты (4 г) в этиловом спирте; для двухфазных сталей — раствор пикриновой (0,4 г) и соляной (5 мл, плотность 1,19) кислот в спирте (55 мл). Оценку микроструктуры выполняют просмотром травленых микрошлифов на оптических микроскопах и сравнением с эталонными изображениями. Например, по ГОСТ 8233—56, по степени дисперсности зернистый и пластинчатый перлит, мартенсит, нитриды подразделяют на 10, а по характеру карбидной неоднородности и карбидной сетки — на 6 баллов. Смешанные структуры, состоящие из перлита и феррита мартенсита и троостита, зернистого и пластинчатого перлита, также оценивают сравнением с эталонами десятибальных шкал. Выбор увеличения микроскопа зависит от контролируемой микроструктуры: Х500 — для обычного перлита и Х1000 — при определении дисперсности пластинчатого и зернистого перлита и размеров игл мартенсита; Х500 — при определении карбидной сетки и X 100 — при определении карбидной неоднородности.
Оценку микроструктуры инструментальных углеродистых сталей (ГОСТ 1435—74) проводят по 10-балльной шкале. Недопустимые для отправки металла баллы — 1 (структура неотожженного металла) и 10 (грубопластинчатый перлит, полученный при перегреве в процессе отжига). Кроме того, для стали марок У10 (А) — У13 (А) не допускается структура, соответствующая эталонам 2 и 9. Микроструктура по эталонам 3—8 (зернистый перлит с небольшим количеством пластинчатого) считается допустимой для всех марок стали. Прутки толщиной до 60 мм контролируют на поперечных шлифах при увеличении Х500. Шлака для оценки микроструктуры инструментальных легированных сталей (ГОСТ 5950—73) состоит из 10 микрофотографий; первые пять баллов — структура зернистого перлита с размерами зерен цементита до 10 мкм; далее — с постоянным возрастанием количества пластинчатопг перлита до 100% в эталоне № 10. Допустимыми для прутков размерами до 60 мм являются баллы 1—6.
Большой объем контроля микроструктуры осуществляют в шарико- и роликоподшипниковой стали (ГОСТ 801—78). Структура перлита представлена десятью эталонами, из которых первые пять иллюстрируют равномерно распределенный мелкозернистый перлит, баллы 6 и 7 — крупнозернистый перлит с присутствием пластинчатого перлита, баллы 8—10 — грубопластинчатый перлит. Для стали ШХ15 допустимыми считаются эталоны с 1-го по 4-й, для стали ШX15C— с 1-го по 5-й. Оценка структурной полосчатости проводится на продольных микрошлифах толщиной 10—12 мм. Образцы отожженной стали закаливаются (845±5 °С, масло), отпускаются (150—160 °С, 1 ч) и травятся (15—20 с) в свежеприготовленном 4%-ном растворе азотной кислоты в этиловом спирте. Используют пятибалльную шлаку, построенную по принципу увеличения ширины структурных полос. В подшипниковых сталях проверяют также карбидную ликвацию. Образцы, отобранные для контроля структурной полосчатости, травят до сильного потемнения поверхности шлифа и при увеличении X (90—110) сравнивают с фотоэталонами четырехбалльной шкалы по протяженности и размерам карбидов.
Контроль микроструктуры листов и ленты из углеродистой и малоуглеродистой стали регламентирован ГОСТ 5640—68. Оценивают структурно-свободный цементит, перлит, полосчатость и видманштеттовую структуру. Микрошлифы размером 30X40 мм вырезают так, чтобы их плоскость совпадала с направлением волокон (продольные образцы). Оценку структурно-свободного цементита и перлита в малоуглеродистых сталях осуществляют при увеличении X (360—400), полосчатости и видманштеттовой структуры — при увеличении Х100. Шкала для оценки структурно-свободного цементита в отожженной малоуглеродистой стали (углерода до 0,15%) построена в зависимости от количества, формы и расположения цементитных частиц и состоит из трех рядов и шести баллов; для оценки количества и характера расположения перлита в малоуглеродистой (углерода 0,10—0,30%) деформированной стали — два ряда и шесть баллов. Полосчатость структуры контролируется по ликвационной зоне из скоплений перлита или феррита. Шкала для оценки видманштеттовой структуры (два ряда, шесть баллов) в перлитных сталях построена по принципу возрастания количества и размеров игольчатых выделений феррита и величины зерна, определяемой по ферритной сетке.
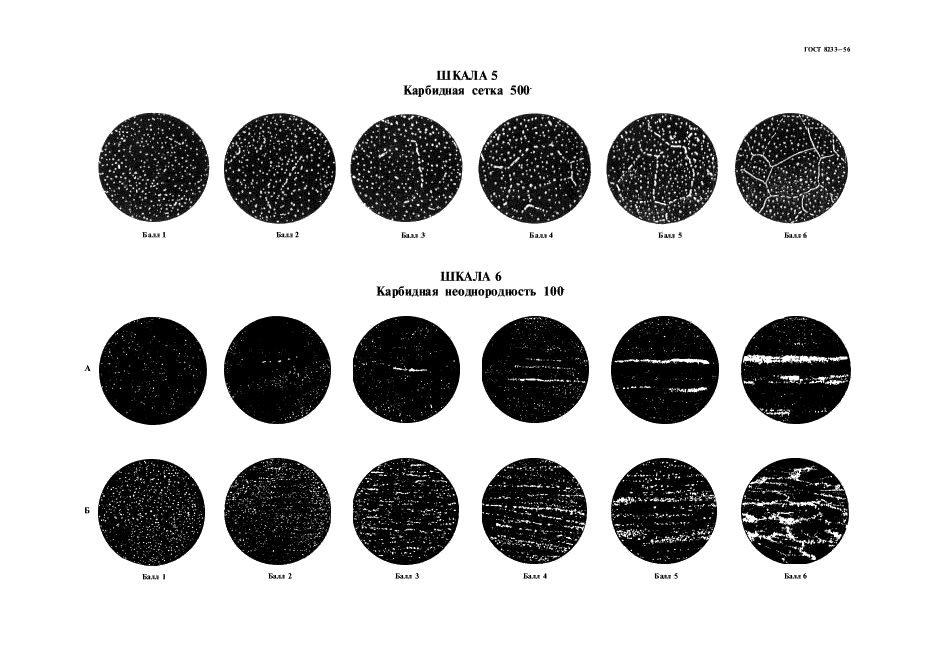
По ГОСТ 801—78, ГОСТ 5950—73, ГОСТ 1435—74 и ряду ТУ предусмотрен контроль карбидной сетки. Продольные образцы для контроля шарикоподшипниковой стали вырезают из центра заготовки и закаливают, микрошлифы травят в 4%-ном растворе азотной кислоты в этиловом спирте, при увеличении Х500 их сопоставляют с пятибалльной шкалой. Образцы инструментальной легированной стали (ГОСТ 5950—73) вырезают на расстоянии не менее 20 мм от торца прутка (вдоль или поперек волокна) и закаливают с температуры, предусмотренной для данной марки стали. Травленые микрошлифы сопоставляются с шестибалльной шкалой. Шкала для оценки карбидной сетки в заэвтектоидных углеродистых инструметальных сталях (ГОСТ 1435—74) состоит из пяти фотоэталонов.
Контроль карбидной неоднородности (карбидной ликвации) ведут в быстрорежущих (ГОСТ 19265—73) и некоторых инструментальных легированных (ГОСТ 5950—73) марках стали. По ГОСТ 19265—73 вырезают продольные образцы толщиной 10 — 12 мм на расстоянии не менее 30 мм от зоны смятия конца. Образцы подвергают закалке по режиму, установленному для каждой стали, и отпуску при 680—700 °С (1ч).
Микрошлифы травят в 4%-ном растворе азотной кислоты в этиловом спирте. В зависимости от формы поперечного сечения стали карбидную неоднородность контролируют в круге на середине радиуса, в квадрате — на расстоянии 0,25 стороны квадрата, полосу — на расстоянии 0,25 толщины от середины широкой стороны. При увеличении х (90—110) их сравнивают с двумя восьмибалльными фотоэталонами прилагаемых шкал. Балл карбидной неоднородности каждого шлифа устанавливается как среднеарифметическое из оценок пяти "худших полей зрения. Высоковольфрамовые стали оценивают по шкале 1, стали с низким вольфрамом и вольфрамомолибденовые — по шкале 2.
Карбидную неоднородность по ГОСТ 5950—73 контролируют на образцах как в состоянии поставки (после отжига), так и после закалки с отпуском по шкалам этого стандарта. По требованию потребителей сталь марок 11ХФ, 13Х, 9X1, X, 12X1, 9ХС, В2Ф, ХГС, 9ХВГ, ХВГ, оценивают по шкале 6А (ГОСТ 8233—56).
При контроле карбидной неоднородности на отожженных образцах применяется электролитическое травление в 10%-ном водном растворе щавелевой кислоты в режиме: плотность тока 40 А/дм2, время травления 30—40 с. Оценку проводят по наихудшему месту шлифа. Для стали размером до 25 мм просматривают всю плоскость шлифа, для стали больших размеров — поле шлифа на половине радиуса ±0,5 мм. Оценку осуществляют при увеличении х100.
Методы контроля ферритной составляющей (альфа-фазы) в аустенитных нержавеющих сталях установлены ГОСТ 11878—66. Образцы для металлографического контроля вырезают вдоль волокна прутков. Микрошлифы подвергают электролитическому (в 10%-ном водном растворе щавелевой кислоты при комнатной температуре и плотности тока 0,03—0,08 А/см2 в течение 20—40 с) или химическому (реактив состава: по 20 мл воды и концентрированной соляной кислоты и 4 г медного купороса, при комнатной температуре, 8—10 с) травлению. Содержание альфа-фазы оценивают при увеличении X (280—320) по месту с наибольшим ее содержанием сравнением с двумя рядами фотоэталонов пятибалльной шкалы.
Контроль неметаллических включений (НВ)
Применяют следующие металлографические методы оценки загрязненности сталей и сплавов неметаллическими включениями (ГОСТ 1778—70):
метод Ш (варианты Ш 1— Ш 4) — сравнение с эталонными шкалами, применяют для оценки деформированного металла;
метод К (варианты Kl—К2) — подсчет количества включений, применяют для деформированного и литого металла;
метод П (варианты П1 — П4) — подсчет количества и объемного процента включений, используют для деформированного и литого металла;
метод Л (варианты Л1—Л2) —линейный подсчет включений для литья. Испытывают не менее шести образцов каждой плавки.
Оценку НВ деформированного металла методом Ш выполняют сравнением с эталонными шкалами при просмотре всей площади нетравленых шлифов с продольным направлением волокон, в зависимости от варианта оценки увеличение — х (90—110) или х (170—210).
Пятибалльная шкала классифицирует следующие виды НВ:
оксиды строчечные (ОС), оксиды точечные (ОТ), силикаты хрупкие (СХ), силикаты пластичные (СП), силикаты недеформирующиеся (СН), сульфиды (С), нитриды и карбонитриды строчечные (НС), нитриды и карбонитриды точечные (НТ) и нитриды алюминия (НА).
Если включения по форме и размерам не могут быть оценены одним из двух соседних баллов, допускается оценка в 0,5; 1,5; 2,5 и т. д. балла. Включения выше балла 5 оценивают знаком «Более» (>5). Оценку «нуль» ставят при отсутствии какого-либо вида включений, а также в том случае, когда включения более чем в два раза меньше по сравнению с баллом 1. Если в одном поле зрения встречается несколько видов включений, оценку делают по каждому виду включений в отдельности: Исключение составляют случаи, когда в одном поле зрения встречаются строчечные включения оксидов, хрупких и пластичных силикатов и нитридов и точечные включения оксидов и нитридов. В обоих случаях оценку осуществляют совокупно, а результаты записывают по преобладающему виду включений.
В методе Ш предусмотрены два критерия оценки шлифа: по наиболее загрязненному месту шлифа (максимальный балл) и по количеству полей зрения с баллом 2 и более по каждому виду включений. Загрязненность плавки оценивается по четырем критериям: средний балл, подсчитанный как среднее арифметическое максимальных оценок каждого образца для каждого вида включений; средний и максимальный баллы и количество образцов с баллом выше максимального в процентах общего количества образцов; средний и максимальный баллы и количество образцов с максимальным баллом; количество полей зрения с баллом 2 и. более (раздельно по кислородным, сульфидным и нитридным включениям, отнесенным к площади 10 см2).
При контроле загрязненности стали НВ методом К подсчитывают количество включений при увеличении х (170—180) на всей площади шлифа с использованием окулярной шкалы с ценой деления 0,007±0,0005 мм. Применяют шлифы с продольным направлением волокна. Количество кислородных, сульфидных и нитридных включений определяется отдельно по пяти группам, число их может быть увеличено в зависимости от максимальных размеров включений. При контроле НВ таким методом существуют два критерия оценки загрязненности шлифа и плавки в зависимости от варианта: вариант К1 — критерием загрязненности шлифа является количество включений 1 — 5-й групп, плавки — количество включений каждой группы по площади 24 см2; вариант К2 — за критерий загрязненности шлифа принимается количество включений 2 — 5-й групп, плавки — количество включений каждой группы на площади 24 см2.
По методу П деформированный металл оценивают на шлифах поперек направления волокон, не допускается применение продольных шлифов. Размер включений определяют с помощью окулярной шкалы и распределяют в зависимости от их площади по 13 группам (от 0,18 до 1444 делений окулярной шкалы в квадрате). Увеличение микроскопа устанавливается х300 (вариант П1), х400 (П2), х500 (ПЗ) и х 600 (П4). Критерием оценки загрязненности шлифа является величина объемного процента и количество включений определенного размера, плавки — среднее арифметическое значение объемного процента каждого шлифа и количество включений определенных групп на площади 100 мм2. Перед просмотром шлиф расчерчивают от края до центра на пять равных зон. Набор полей зрения выполняют в зависимости от увеличения микроскопа. Для подсчета площади, занятой включениями на шлифе, количество включений каждой группы умножают на среднее значение площади включений данной группы и полученные произведения по всем группам суммируют. Содержание НВ в объемных процентах для плавки подсчитывают как среднее арифметическое определений всех образцов.
Методы выявления и определения величины зерна в стали
Металлографическими методами (ГОСТ 5639—82) могут быть установлены: склонность зерна к росту путем измерения его величины после нагрева при определенных температурно-временных условиях; кинетика роста зерна путем определения его величины в зависимости от температуры нагрева и времени выдержки; величина фактического (действительного) зерна при фиксированном состоянии металлопродукции.
Зерно аустенита при определении склонности к росту выявляется одним из следующих методов: цементацией, окислением, травлением границ зерен, по ферритной или цементитной сетке, по сетке троостита. Метод выявления зерна подбирают в зависимости от химического состава стали, цели испытания и в соответствии с НТД. По методам цементации и окисления зерно выявляют после травления шлифов по цементитной сетке и сетке окислов. Метод травления границ зерен аустенита применяют для углеродистых и легированных сталей, закаливающихся на мартенсит или игольчатый троостит (бейнит), а также для сталей, в которых затруднено получение ферритной или цементитной сетки. В этом случае для выявления зерна шлиф травят в реактивах с добавлением алкилсульфонатных соединений, которые содержатся в моющих средствах «Астра», «Новость», «Синтол» и др.
Ниже приведены некоторые рекомендуемые реактивы и примерные режимы травления для выявления границ зерен в сложнолегированных сталях и сплавах:
- для сталей аустенитного класса, сплавов на никелевой и железоникелевой основе применяется химическое травление в реактиве Марбле (20 г медного купороса, 100 см3 соляной кислоты, 100 см3 этилового спирта);
- для сталей аустенитного и мартенситного классов и сплавов на никелевой основе — электролитическое травление в течение 1 — 10 мин при напряжении на зажимах ванны 2—10 В в 1%-ном растворе щавелевой кислоты;
- для сталей аустенитного и мартенсито-аустенитного классов — химическое травление (смачивание поверхности шлифа ватным тампоном) в реактиве, состоящем из 50 см3 соляной и 25 см3 серной кислот, 10 г медного купороса и 50 см3 воды;
- для сталей аустенитного и мартенситного классов — электролитическое травление в растворе, содержащем 75% азотной и 25% уксусной кислот при плотности тока 2 А/см2;
- для сталей мартенситного и мартенсито-ферритного классов— химическое травление в течение 10—30 мин при нагреве до 70 °С в насыщенном водном растворе пикриновой кислоты с добавлением 3—4% моющего средства («Синтол», «Экстра»);
- для сталей ферритного класса химическое травление в 4%-ном растворе азотной кислоты в этиловом спирте или в 4—5%-ном растворе пикриновой кислоты в этиловом спирте или в 2%-ных азотной и пикриновой кислотах в этиловом спирте (режимы травления подбираются экспериментально);
- для сталей мартенситного класса — химическое травление в течение 15—60 с в 15%-ном растворе азотной кислоты в этиловом спирте или электролитическое травление с плотностью тока 0,4— 0,8 А/см2 (для образцов, закаленных в масле, 1,5 А/см2), время травления — 1 мин при комнатной температуре в 10%-ном водном растворе щавелевой кислоты.
Величину зерна определяют с помощью оптического микроскопа одним из следующих методов: визуальным сравнением зерен с эталонными изображениями шкал; подсчетом количества зерен, приходящихся на единицу поверхности шлифа; измерением среднего условного диаметра зерен или количества зерен в 1 мм3. При методе сравнения используют увеличение х100; просматривают всю площадь шлифа. Если встречают зерна двух или более номеров, то величину зерна этой стали обозначают двумя или более номерами. Величину равноосных зерен методом подсчета количества зерен, приходящихся на единицу поверхности шлифа, определяют на матовом стекле камеры микроскопа или на микрофотографиях, где ограничивают поле зрения окружностью диаметром 79,8 мм (соответствует площади на шлифе 0,5 мм2). Увеличение подбирают так, чтобы на исследуемой поверхности насчитывалось не менее 50 зерен.
Величину равноосных зерен методом измерения среднего условного диаметра зерен или их количества в 1 мм определяют на матовом стекле или микрофотографии, где проводят несколько прямых линий произвольной длины в любом направлении. Длину линий выбирают с таким расчетом, чтобы каждая из них пересекала не менее 10 зерен, при этом увеличение подбирают так, чтобы на исследуемой поверхности было не менее 50 зерен. Подсчитывают точки пересечения прямых линий с границами зерен, после чего определяют суммарную длину отрезков в миллиметрах натуральной величины на шлифе и суммарное число пересеченных зерен. Частное от деления первой суммы на вторую дает значение среднего условного диаметра зерна. В случае измерения величины зерен неравноосной формы на микрофотографиях с продольных шлифов проводят прямые линии по трем направлениям, соответствующим осям симметрии, из которых два должны быть взаимно перпендикулярными. Одна из прямых должна быть направлена параллельно оси вытянутых зерен. Количество зерен в 1 мм3 определяют по известной формуле.
Контроль глубины обезуглероженного слоя
Обезуглероженный слой металлографическими методами определяют в поверхностных или других слоях деформированной конструкционной и инструментальной (углеродистые и легированные марки), быстрорежущей, рессорно-пружинной, шарикоподшипниковой сталей, содержащих не менее 0,3% углерода; в отдельных случаях проводят и на сталях с содержанием углерода менее 0,3%. В практике ЦЗЛ основным методом контроля является металлографический (различают три разновидности: М, Mlи М2). Распространены физические и химические методы. К физическим относятся замер термоэлектродвижущей силы (т. э. д. с.)» который применяют, главным образом, для шлифованной стали и стали серебрянки; изучение тетрагональности мартенсита рентгеноструктурным методом. К химическим — послойный анализ содержания углерода, определение углерода на вакуумных квантометрах и твердостные методы.
Металлографические методы предусматривают определение глубины обезуглероженного слоя по структуре. По методу М глубина слоя определяется на поперечных травленых шлифах в состоянии поставки; методом Ml(метод карбидной сетки) — на поперечных травленых шлифах, изготовленных из образцов, подвергнутых специальной термообработке и окрашивающему травлению; методом М2 — на поперечных травленых шлифах, изготовленных на образцах, подвергнутых специальной термообработке. Отбирают образцы от прутков, труб, листов, лент и полос. Травление шлифа, за исключением метода Ml, осуществляют в 2—4%-ном растворах азотной или пикриновой кислот в этиловом спирте. Оно гарантирует четкое выявление структурных составляющих.
Различают зоны полного и частичного обезуглероживания. Общая глубина обезуглероживания включает обе зоны. Глубину определяют в миллиметрах или процентах по отношению к общей толщине проката или полуфабриката. Определение проводится при увеличении X(63—150), допускается увеличение х(200—500).
Контроль методом т. э. д. с. проводят на специальной установке. Металлический стержень, температуру которого с помощью нагревательного элемента поддерживают в интервале 150—160 °С, одним концом ставят на контролируемый образец. Измерительный прибор, соединенный со вторым концом стержня и образцом, регистрирует возникающую при этом т. э. д. с. Работу установки проверяют по эталонам, на которых заранее металлографическим методом определено наличие или отсутствие обезуглероживания и установлена разница в показаниях прибора. Перед испытанием на образце готовится «лыска», обеспечивающая полное удаление обезуглероженного слоя; проводят 5—10 замеров т. э. д. с. на поверхности образца и 3—5 замеров вдоль по «лыске». Если разница в показаниях прибора на «лыске» и на поверхности не превышает установленной по эталонам величины, образец считают необезуглероженным. Контроль обезуглероживания методом замера твердости производится для закаленных образцов на приборе Роквелла (ГОСТ 9013—59).