ГОСТ 11383-75 Трубки медные и латунные тонкостенные. Технические условия (с Изменениями N 1-5) Постановление Госстандарта СССР от 31.12.1975 N 4116 ГОСТ от 31.12.1975 N 11383-75
ГОСТ 11383-75
Группа B64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБКИ МЕДНЫЕ И ЛАТУННЫЕ ТОНКОСТЕННЫЕ
Технические условия
Thin-walled copper and brass tubes.
Specifications
ОКП 18 4560
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
Ю.Ф.Шевакин, д-р техн. наук; М.Б.Таубкин, канд. техн. наук; Г.А.Горегляд (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 31.12.75 N 4116
3. ВЗАМЕН ГОСТ 11383-65
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который даны ссылки | Номер пункта |
ГОСТ 859-78 | 2.1 |
ГОСТ 1652.1-77 - ГОСТ 1652.13-77 | 4.7 |
ГОСТ 2991-85 | 5.1 |
ГОСТ 3282-74 | 5.1а |
ГОСТ 3560-73 | 5.1а |
ГОСТ 6507-90 | 4.3 |
ГОСТ 8273-75 | 5.1 |
ГОСТ 8695-75 | 4.8 |
ГОСТ 8828-89 | 5.1 |
ГОСТ 9557-87 | 5.1а |
ГОСТ 9569-79 | 5.1 |
ГОСТ 9716.1-79 | 4.7 |
ГОСТ 9716.3-79 | 4.7 |
ГОСТ 9717.2-82, ГОСТ 9717.3-82 | 4.7 |
ГОСТ 10006-80 | 4.6 |
ГОСТ 10198-91 | 5.1 |
ГОСТ 13938.1-78 - ГОСТ 13938.12-78 | 4.7 |
ГОСТ 13938.13-77 | 4.7 |
ГОСТ 14192-77 | 5.3 |
ГОСТ 15527-70 | 2.1 |
ГОСТ 21140-88 | 5.1 |
ГОСТ 24231-80 | 4.7 |
ГОСТ 24597-81 | 5.1а |
ГОСТ 25086-87 | 4.7 |
5. Снято ограничение срока действия Постановлением Госстандарта СССР от 03.06.91 N 775
6. ПЕРЕИЗДАНИЕ (май 1993 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в сентябре 1981 г., январе 1984 г., августе 1987 г., августе 1988 г., апреле 1990 г. (ИУС 11-81, 5-84, 12-87, 12-88, 7-90)
Настоящий стандарт распространяется на круглые тянутые тонкостенные трубки из меди и латуни, применяемые в различных отраслях промышленности.
1. СОРТАМЕНТ
1.1. Наружный диаметр трубок, толщина стенки и предельные отклонения по ним должны соответствовать требованиям, указанным в табл.1 и 2.
Таблица 1
Наружный диаметр, мм | Теоретическая линейная плотность, г/м, при толщине стенки, мм | |||||||||
Номи- | Предельное отклонение при точности изготовления | 0,15 | 0,20 | 0,25 | 0,30 | |||||
нормальной | повышенной | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок | Медь и латунь марки Л96 | Латунь марок | |
1,5 |
|
| 5,659 | 5,404 | - | - | - | - | - | - |
1,6 |
|
| 6,079 | 5,805 | 7,823 | 7,472 | - | - | - | - |
1,7 |
|
| - | - | 8,384 | - | - | - | - | - |
1,8 |
|
| - | - | - | - | - | - | - | - |
2,0 |
|
| 7,756 | 7,393 | 10,062 | 9,608 | 12,229 | 11,679 | 14,254 | 13,612 |
2,2 |
|
| 8,595 | 8,207 | 11,178 | 10,675 | 13,623 | 13,010 | - | - |
2,4 |
|
| 9,433 | 9,007 | 12,295 | 11,843 | 15,020 | 14,345 | - | - |
2,5 |
|
| - | - | 12,854 | 12,276 | 15,718 | 15,012 | - | - |
2,6 |
|
| - | - | 13,412 | 12,809 | 16,700 | 15,947 | - | - |
(2,75) |
|
| - | - | - | - | - | - | - | - |
2,8 |
|
| - | - | - | - | 17,818 | 17,001 | - | - |
3,0 |
|
| 11,948 | 11,407 | 15,646 | 14,943 | 19,215 | 18,351 | 22,633 | 21,615 |
3,2 | ±0,10 | ±0,05 | - | - | 16,766 | 16,013 | - | - | - | - |
3,4 |
|
| - | - | 17,889 | 17,085 | - | - | - | - |
3,5 |
|
| - | - | - | - | 22,685 | - | - | - |
3,6 |
|
| - | - | - | - | 23,407 | 22,355 | - | - |
3,8 |
| - | - | - | - | - | - | - | - | |
4,0 |
|
| 16,144 | 15,410 | 21,235 | 20,281 | 26,202 | 25,024 | 31,016 | 29,622 |
4,5 |
|
| - | - | - | - | 29,690 | 28,356 | - | - |
4,8 |
|
| - | - | - | - | - | - | 37,724 | 36,029 |
5,0 |
|
| 20,333 | 19,414 | 26,825 | 25,619 | 33,188 | 32,546 | 39,400 | 37,630 |
5,5 |
|
| - | - | - | - | - | - | - | - |
6,0 |
|
| 24,526 | 23,418 | 32,414 | 30,957 | 40,175 | 38,369 | 47,784 | 45,636 |
7,0 |
|
| 28,718 | 27,421 | 38,003 | 36,295 | 45,897 | 43,834 | 56,168 | 53,644 |
7,5 |
|
| 30,814 | 29,424 | - | - | - | - | - | - |
8,0 |
| 32,911 | 31,227 | 43,602 | 44,636 | 54,139 | 52,832 | 64,564 | 61,653 | |
8,5 | - | - | - | - | - | - | 68,757 | 65,657 | ||
9,0 | -0,15 | -0,10 | 37,095 | 35,428 | 49,181 | 46,971 | 61,134 | 58,386 | 72,936 | 69,658 |
9,5 | - | - | - | - | 64,623 | 61,718 | - | - | ||
10,0 |
|
| 41,287 | 39,432 | 54,771 | 52,309 | 68,121 | 65,059 | 81,319 | 77,665 |
(10,1) |
|
| - | - | - | - | - | - | - | - |
10,2 |
|
| - | - | - | - | - | - | - | - |
11,0 |
|
| 45,479 | 43,435 | 60,360 | 57,647 | 75,107 | 71,732 | 89,703 | 85,672 |
(11,15) | - | - | - | - | - | - | - | - | ||
12,0 |
|
| 49,671 | 47,428 | 60,949 | 62,985 | 82,089 | 78,428 | 98,087 | 93,678 |
(12,1) | 50,089 | 47,838 | - | - | - | - | - | - | ||
13,0 |
|
| - | - | - | - | 89,080 | 85,076 | 106,471 | 101,686 |
(13,2) | -0,20 | -0,15 | 54,708 | 52,250 | - | - | - | - | - | - |
14,0 | - | - | - | - | 96,067 | 91,749 | 114,855 | 109,692 | ||
15,0 | - | - | - | - | - | - | 123,238 | 117,700 | ||
16,0 |
| - | - | - | - | - | - | 131,622 | 125,706 | |
17,0 |
|
| - | - | - | - | - | - | - | - |
18,0 |
|
| - | - | - | - | - | - | - | - |
19,0 |
| - | - | - | - | - | - | - | - | |
20,0 |
|
| - | - | - | - | - | - | - | - |
21,0 | -0,24 | -0,20 | - | - | - | - | - | - | - | - |
22,0 | - | - | - | - | - | - | - | - | ||
24,0 | - | - | - | - | - | - | - | - | ||
28,0 |
|
| - | - | - | - | - | - | 232,228 | 221,791 |
Продолжение табл.1
Наружный диаметр, мм | Теоретическая линейная плотность, г/м, при толщине стенки, мм | |||||||||
Номи- | Предельное отклонение при точности изготовления | 0,35 | 0,40 | 0,45 | 0,50 | |||||
нормаль- | повышен- | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок | Медь и латунь марки Л96 | Латунь марок | |
1,5 |
|
| - | - | - | - | - | - | - | - |
1,6 |
|
| - | - | 13,414 | - | - | - | - | - |
1,7 |
|
| - | - | 14,532 | - | - | - | - | - |
1,8 |
|
| - | 13,545 | - | - | - | - | - | - |
2,0 |
|
| 16,136 | 15,105 | 17,889 | 17,085 | 19,491 | 18,615 | - | - |
2,2 |
|
| - | - | - | - | - | - | - | - |
2,4 |
|
| - | - | - | - | - | - | - | - |
2,5 |
|
| 21,031 | 20,085 | 24,175 | - | - | - | 27,946 | 26,690 |
2,6 |
|
| - | - | 25,362 | - | - | - | 29,343 | 28,024 |
(2,75) |
|
| - | - | - | - | 28,925 | 27,625 | - | - |
2,8 |
|
| - | - | - | - | - | - | - | - |
3,0 |
|
| 25,917 | 24,752 | 29,067 | 27,761 | 32,067 | 30,625 | 34,932 | 33,362 |
3,2 | ±0,10 | ±0,05 | - | - | 31,304 | 29,892 | - | - | - | - |
3,4 |
|
| - | - | - | - | - | - | - | - |
3,5 |
|
| - | - | - | - | - | - | - | - |
3,6 |
|
| - | - | - | - | - | - | - | - |
3,8 |
| - | - | - | - | - | - | - | - | |
4,0 |
|
| 35,801 | 34,163 | 40,248 | 38,436 | 44,642 | 42,636 | 48,906 | 46,708 |
4,5 |
|
| - | - | - | - | - | - | - | - |
4,8 |
|
| - | - | 49,181 | 46,971 | - | - | - | - |
5,0 |
|
| 45,479 | 43,435 | 51,424 | 49,113 | 57,218 | 54,647 | 62,878 | 60,052 |
5,5 |
|
| - | - | - | - | - | - | - | - |
6,0 |
|
| 55,260 | 52,776 | 62,603 | 59,789 | 69,794 | 66,657 | 76,852 | 73,398 |
7,0 |
|
| 65,041 | 62,118 | 73,781 | 70,465 | 82,370 | 78,668 | 90,824 | 86,742 |
7,5 |
|
| - | - | - | - | - | - | - | - |
8,0 |
| 74,822 | 71,460 | 84,959 | 81,141 | 94,945 | 90,678 | 104,798 | 100,087 | |
8,5 |
|
| - | - | - | - | - | - | - | - |
9,0 |
|
| 84,603 | 80,801 | 96,138 | 91,817 | 107,521 | 102,683 | 118,770 | 113,432 |
9,5 | -0,15 | -0,10 | - | - | - | - | - | - | - | - |
10,0 |
|
| 94,384 | 90,142 | 107,316 | 102,493 | 120,097 | 114,699 | 132,744 | 126,778 |
(10,1) |
|
| 95,364 | 91,078 | - | - | - | - | - | - |
10,2 |
| - | - | 109,548 | 109,540 | - | - | - | - | |
11,0 |
|
| 104,166 | 99,484 | 118,495 | 113,160 | 132,672 | 126,710 | 146,716 | 140,122 |
(11,15) |
|
| 105,634 | 100,886 | - | - | - | - | - | - |
12,0 |
|
| 113,947 | 108,825 | 129,673 | 123,845 | 145,248 | 138,720 | 160,690 | 153,468 |
(12,1) |
|
| - | - | - | - | - | - | - | - |
13,0 | 123,728 | 118,176 | 140,851 | 134,521 | 158,180 | 151,071 | 174,662 | 166,812 | ||
(13,2) | -0,20 | -0,15 | - | - | - | - | - | - | - | - |
14,0 |
|
| 133,509 | 127,508 | 152,030 | 145,197 | 170,399 | 162,741 | 188,636 | 180,158 |
15,0 |
|
| - | - | 163,208 | 155,673 | 182,975 | 174,751 | 202,608 | 193,502 |
16,0 | - | - | 174,587 | 166,549 | 195,551 | 186,762 | 216,582 | 206,848 | ||
17,0 |
|
| 162,852 | 155,533 | - | - | - | - | 230,554 | 220,192 |
18,0 |
|
| - | - | - | - | - | - | 244,528 | 233,537 |
19,0 |
|
| - | - | - | - | - | - | 258,501 | 246,882 |
20,0 |
|
| - | - | - | - | - | - | 272,474 | 260,228 |
21,0 | -0,24 | -0,20 | - | - | - | - | - | - | 286,447 | 273,572 |
22,0 |
| - | - | - | - | - | - | 300,420 | 286,917 | |
24,0 |
|
| - | - | - | - | - | - | 328,366 | 313,607 |
28,0 |
|
| - | - | - | - | - | - | 384,258 | 366,988 |
Продолжение табл.1
Наружный диаметр, мм | Теоретическая линейная плотность, г/м, при толщине стенки, мм | |||||||
Номиналь- | Предельное отклонение при точности изготовления | 0,60 | 0,65 | 0,70 | ||||
нормальной | повышенной | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок Л68 и Л63 | Медь и латунь марки Л96 | Латунь марок | |
1,5 |
|
| - | - | - | - | - | - |
1,6 |
|
| - | - | - | - | - | - |
1,7 |
|
| - | - | - | - | - | - |
1,8 |
|
| - | - | - | - | - | - |
2,0 |
|
| - | - | - | - | - | - |
2,2 |
|
| - | - | - | - | - | - |
2,4 |
|
| - | - | - | - | - | - |
2,5 |
|
| - | - | - | - | - | - |
2,6 |
|
| - | - | - | - | - | - |
(2,75) |
|
| - | - | - | - | - | - |
2,8 |
|
| - | - | - | - | - | - |
3,0 | ±0,10 | ±0,05 | 40,242 | - | - | - | - | - |
3,2 | - | - | - | - | - | - | ||
3,4 |
|
| 46,956 | 44,839 | - | - | - | - |
3,5 |
|
| - | - | - | - | - | - |
3,6 |
|
| - | - | - | - | - | - |
3,8 |
| - | - | - | - | 60,651 | 57,917 | |
4,0 |
|
| 57,018 | 54,444 | 60,847 | 58,104 | - | - |
4,5 |
|
| - | - | - | - | - | - |
4,8 |
|
| - | - | - | - | - | - |
5,0 |
|
| 73,777 | - | - | - | - | - |
5,5 |
|
| - | - | - | - | - | 89,678 |
6,0 |
|
| 90,545 | - | - | - | - | - |
7,0 |
|
| - | - | - | - | - | - |
7,5 |
|
| - | - | - | - | - | - |
8,0 |
| 123,079 | - | - | - | - | 136,385 | |
8,5 | - | - | - | - | - | - | ||
9,0 |
|
| - | - | - | - | - | - |
9,5 | -0,15 | -0,10 | - | - | - | - | - | - |
10,0 |
|
| 157,615 | - | - | - | - | - |
(10,1) |
|
| - | - | - | - | - | - |
10,2 |
| - | - | - | - | - | - | |
11,0 |
|
| - | - | - | - | - | - |
(11,15) |
|
| - | - | - | - | - | - |
12,0 |
|
| - | - | - | - | - | - |
(12,1) |
|
| - | - | - | - | - | - |
13,0 | - | - | - | - | - | - | ||
(13,2) | -0,20 | -0,15 | - | - | - | - | - | - |
14,0 |
|
| - | - | - | - | - | - |
15,0 |
|
| - | - | - | - | - | - |
16,0 | - | - | - | - | - | - | ||
17,0 |
|
| - | - | - | - | - | - |
18,0 |
|
| - | - | - | - | - | - |
19,0 |
|
| - | - | - | - | - | - |
20,0 |
|
| - | - | - | - | - | - |
21,0 | -0,24 | -0,20 | - | - | - | - | - | - |
22,0 |
| - | - | - | - | - | - | |
24,0 |
|
| - | - | - | - | - | - |
28,0 |
|
| - | - | - | - | - | - |
Примечания:
1. Размеры трубок, взятые в скобки, в новых разработках применять не разрешается.
2. (Исключен, Изм. N 2).
3. Теоретическая линейная плотность 1 м трубок вычисляется по номинальному диаметру трубок. Плотность принята равной:
меди и латуни марки Л96 - 8,9 г/см![]() ;
;
латуни марок Л68 и Л63 - 8,5 г/см![]() .
.
(Измененная редакция, Изм. N 5).
Таблица 2
мм
Точность изготовления | Толщина стенки | Предельное отклонение |
Нормальная | 0,15 |
|
0,20 |
| |
0,25 | ||
0,30 | ±0,04 | |
0,35 | ||
0,40 |
| |
0,45 |
| |
0,50 | ±0,06 | |
0,60 | ±0,08 | |
0,65 |
| |
0,70 |
| |
Повышенная | 0,15 |
|
0,20 |
| |
0,25 | ||
0,30 | ±0,03 | |
0,35 | ||
0,40 |
| |
0,45 |
| |
0,50 | ±0,05 | |
0,60 | ±0,06 | |
0,65 |
| |
0,70 |
Примечание. Линейная плотность трубок внутренним диаметрам до 3 мм должна соответствовать приведенной в приложении.
(Измененная редакция, Изм. N 1, 2).
1.2. Трубки в обрезках изготовляют длиной от 1 до 3 м.
Допускаются трубки длиной от 0,5 до 1 м в количестве не более 10% массы партии.
Трубки наружным диаметром до 10 мм допускается изготовлять в бухтах длиной не менее 10 м.
Допускается в отрезках изготовлять трубки длиной свыше 3 до 4,5 м.
(Измененная редакция, Изм. N 2).
1.3. По требованию потребителя трубки изготовляют в отрезках немерной, мерной длины или кратной ей от 1 до 3 м. Предельные отклонения по длине мерных трубок должны быть +10 мм.
1.4. Трубки длиной, кратной мерной, должны поставляться с припуском на каждый рез по 5 мм и с предельными отклонениями на общую длину, установленными для трубок мерной длины в соответствии с п.1.3.
Примеры условных обозначений
Условные обозначения проставляются по схеме
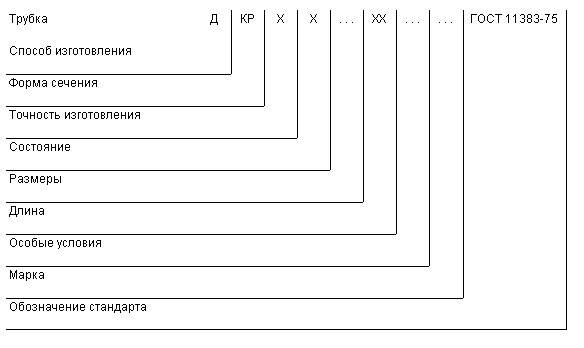
При следующих сокращениях:
Способ изготовления: | тянутая - Д; | |||
Форма сечения: | круглая - КР; | |||
Точность изготовления: | нормальная - Н; | |||
повышенная - П; | ||||
Состояние: | мягкое - М; | |||
твердое - Т; | ||||
Длина: | немерная - НД; | |||
мерная - МД; | ||||
кратная - КД; | ||||
в бухтах - БТ; | ||||
Особые условия: | повышенная | |||
пластичность - Л; | ||||
прессованная | ||||
заготовка - Г; | ||||
сварная заготовка - С; | ||||
любая заготовка - Р. | ||||
Примеры условного обозначения
Трубка тянутая круглого сечения, нормальной точности изготовления, мягкая, наружным диаметром 5 мм, с толщиной стенки 0,25 мм, длиной 2000 мм, из меди марки М2:
Трубка ДКРНМ 5х0,25х2000МД М2 ГОСТ 11383-75
То же, тянутая, круглого сечения, повышенной точности изготовления, твердая, наружным диаметром 11 мм, с толщиной стенки 0,5 мм, длиной, кратной 1500 мм, из любой заготовки из латуни марки Л63:
Трубка ДКРПТ 11х0,5х1500КД Р Л63 ГОСТ 11383-75
То же, тянутая, круглого сечения, нормальной точности изготовления, мягкая, наружным диаметром 3 мм, с толщиной стенки 0,40 мм, в бухтах из меди марки M1:
Трубка ДКРНМ 3х0,40 БТ M1 ГОСТ 11383-75
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Трубки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. N 2).
2.1. Трубки должны изготовляться из меди марок M1, М2, М3 по ГОСТ 859-78 и латуни марок Л96, Л68, Л63 по ГОСТ 15527-70.
Трубки для токопроводящих изделий должны изготовляться из меди марок M1 и М2.
2.2. Трубки по состоянию материала должны изготовляться:
твердыми из меди и латуни марки Л96;
твердыми после низкотемпературного отжига из латуни марок Л68 и Л63;
мягкими с отношением диаметра к толщине стенки не более 20.
2.3. Наружная и внутренняя поверхности трубок не должны иметь трещин, расслоений, раковин и плен.
Допускаются отдельные мелкие поверхностные дефекты и вмятины глубиной не более 0,25 мм в количестве не более двух на 1 м длины трубки, если они при контрольной зачистке не выводят размеры трубки за предельные отклонения. Трубок с вмятинами допускается не более 10% от партии.
Для твердых трубок повышенной точности изготовления по поверхности не допускаются местные вмятины глубиной свыше 0,20 мм более чем на 2% трубок от партии.
На поверхности трубок допускаются цвета побежалости, кольцеватость, темные пятна, следы контрольной зачистки.
По требованию потребителя трубки должны изготовляться без кольцеватости.
(Измененная редакция, Изм. N 3).
2.4. Трубки должны быть ровно обрезаны и не должны иметь значительных заусенцев. Косина реза не должна превышать:
1 мм - для трубок наружным диаметром до 10 мм;
2 мм - для трубок наружным диаметром свыше 10 мм.
Косина реза концов трубок, поставляемых в бухтах, не нормируется.
2.5. Разностенность не должна выводить размеры трубок за предельные отклонения по толщине стенки.
Овальность твердых трубок в отрезках с толщиной стенки 1/20 наружного диаметра и более не должна выводить размеры трубок за предельные отклонения по наружному диаметру, для тех же трубок с толщиной стенки менее 1/20 наружного диаметра овальность не должна превышать 0,5 мм. Допускается по согласованию изготовителя с потребителем увеличение допуска по овальности. Для твердых трубок в отрезках повышенной точности изготовления по овальности с толщиной стенки 1/20 наружного диаметра и более овальность не должна выводить размеры трубок за половину предельных отклонений по наружному диаметру, с толщиной стенки менее 1/20 наружного диаметра овальность не должна превышать 0,25 мм.
(Измененная редакция, Изм. N 3).
2.6. Кривизна твердых трубок в отрезках на 1 м длины не должна превышать значений, указанных в табл.3а.
Таблица 3а
Размеры трубок, мм | Кривизна трубок на 1 м длины, мм, не более | |
Наружный диаметр | Толщина стенки | |
От 1,5 до 6 включ. | От 0,15 до 0,25 включ. | 5 |
От 1,5 до 6 включ. | От 0,30 и свыше | 8 |
Св. 6 | Все размеры | 10 |
По требованию потребителя кривизна твердых трубок в отрезках на 1 м длины не должна превышать 3 мм.
(Измененная редакция, Изм. N 3, 4).
2.7. Механические свойства трубок должны соответствовать требованиям, указанным в табл.3.
Таблица 3
Марка металла или сплава | Состояние материала | Временное сопротивление | Относительное удлинение после разрыва |
M1, M2, М3, Л96 | Мягкое | 210 (21) | 35 |
| Твердое | 340 (35) | 2 |
Л68 | Мягкое | 290 (30) | 40 |
| Твердое | 440 (45) | 10 |
Л63 | Мягкое | 290 (30) | 38 |
| Твердое | 440 (45) | 10 |
Трубки повышенной пластичности из латуни марок Л68 и Л63 в твердом состоянии изготовляют с временным сопротивлением не менее 390 МПа (40 кгс/мм![]() ) и относительным удлинением после разрыва не менее 15%.
) и относительным удлинением после разрыва не менее 15%.
2.8. По требованию предприятий часовой промышленности твердые трубки из сплава марки Л63 размером 2х0,25 мм должны изготовляться с временным сопротивлением разрыву ![]() не менее 48 кгс/мм
не менее 48 кгс/мм![]() и относительным удлинением
и относительным удлинением ![]() не менее 2%.
не менее 2%.
Для изделий Волжского автомобильного завода твердые трубки из сплава марки Л63 наружным диаметром 4; 6; 8; 12 мм и толщиной стенки 0,5 мм допускается изготовлять с временным сопротивлением разрыву ![]() не менее 60 кгс/мм
не менее 60 кгс/мм![]() и относительным удлинением
и относительным удлинением ![]() не менее 5%.
не менее 5%.
2.1-2.2. (Измененная редакция, Изм. N 2).
2.9. Трубки из сварной заготовки наружным диаметром 3 мм и более после отжига до мягкого состояния должны выдерживать испытание на сплющивание до соприкосновения стенок без обнаружения трещин и надрывов.
2.10. Трубки должны быть герметичными.
2.9-2.10. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Приемка производится партиями. Масса партии должна быть не более 500 кг.
Партия должна состоять из трубок одной марки металла или сплава, одного размера, точности изготовления и состояния материала и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку металла или сплава;
размер трубок;
состояние материала;
способ изготовления;
номер партии;
массу нетто партии;
результаты испытаний (по требованию потребителя);
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 2).
3.2. Проверке наружной поверхности должна быть подвергнута каждая трубка партии.
3.3. Проверке внутренней поверхности трубок с внутренним диаметром более 3 мм должны быть подвергнуты три трубки от каждых 100 кг.
Проверку внутренней поверхности трубок внутренним диаметром 3 мм и менее не производят.
3.4. Проверке размеров должны быть подвергнуты три трубки от каждых 100 кг.
3.5. Для испытания на растяжение (временное сопротивление, относительное удлинение после разрыва) отбирают по три трубки каждых 100 кг из латуни марок Л68 и Л63 и по три трубки от партии из меди и латуни марки Л96.
(Измененная редакция, Изм. N 2, 5).
3.5а. Для испытания трубок из сварной заготовки на сплющивание и герметичность отбирают по три трубки от партии.
(Введен дополнительно, Изм. N 2).
3.6. Для проведения химического анализа отбирают две трубки от партии. На предприятии-изготовителе допускается производить отбор проб для химического анализа во время розлива металла.
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенном количестве трубок, взятых от той же партии.
Результаты повторного испытания распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр наружной поверхности трубок должен производиться без применения увеличительных приборов. При изготовлении трубок без кольцеватости контроль проводят сравнением с эталонами, согласованными с потребителем.
(Измененная редакция, Изм. N 3).
4.2. Осмотр внутренней поверхности трубок с внутренним диаметром более 20 мм должен производиться путем просмотра на световом экране.
Для осмотра состояния внутренней поверхности трубок с внутренним диаметром от 3 до 20 мм от каждой из отобранных трубок отрезают по одному образцу длиной 150 мм. Образцы разрезают вдоль на две части и осматривают без применения увеличительных приборов.
4.3. Измерение наружного диаметра и толщины стенки производят микрометром с ценой деления 0,01 мм по ГОСТ 6507-90 или другим мерительным инструментом, обеспечивающим необходимую точность.
4.4. Контроль толщины стенки трубок с внутренним диаметром менее 3 мм производят путем взвешивания.
Для определения массы 1 м трубок взвешивают пять отрезков длиной 200 мм, взятых от разных трубок от каждых 100 кг партии.
4.5. Кривизна трубок определяется следующим методом:
трубки помещают на плите. К проверяемой трубке прикладывают жесткую стальную линейку длиной 1 м и при помощи щупов или шаблонов измеряют максимальное расстояние между линейкой и трубкой.
4.6. Испытание трубок на растяжение должно проводиться по ГОСТ 10006-80 на длинных образцах. Для испытания на растяжение от каждой трубки, взятой от партии, отбирают по одному образцу.
Примечание. Испытание трубок для Волжского автомобильного завода проводится на коротких образцах.
4.5-4.6. (Измененная редакция, Изм. N 2).
4.7. Химический состав трубок определяют по ГОСТ 25086-87, ГОСТ 9717.2-82, ГОСТ 9717.3-82, ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 9716.1-79, ГОСТ 9716.3-79, ГОСТ 13938.1-78 - ГОСТ 13938.12-78 и ГОСТ 13938.13-77. Для проверки химического состава от каждой трубки, взятой от партии, отбирают по одному образцу.
Отбор и подготовка проб для химического анализа - по ГОСТ 24231-80.
При разногласиях в оценке химического состава его анализ проводят по ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 13938.1-78 - ГОСТ 13938.12-78.
(Измененная редакция, Изм. N 1, 2).
4.8. Для испытаний на сплющивание от каждой трубки, взятой от партии, отбирают по одному образцу.
Испытание на сплющивание должно проводиться по ГОСТ 8695-75.
4.9. Испытание на герметичность должно проводиться воздухом давлением 0,69 МПа (7 кгс/см![]() ) в течение 5 с в ванне, заполненной водой (не должно наблюдаться утечки воздуха из трубки), или неразрушающим способом по методике, согласованной между потребителем и изготовителем.
) в течение 5 с в ванне, заполненной водой (не должно наблюдаться утечки воздуха из трубки), или неразрушающим способом по методике, согласованной между потребителем и изготовителем.
4.8-4.9. (Введены дополнительно, Изм. N 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубки в отрезках должны быть связаны в пучки. Пучки и бухты должны быть перевязаны шпагатом из синтетического материала или другим материалом, не ухудшающим качества трубок, по нормативно-технической документации не менее чем в трех местах равномерно по длине пучка или окружности бухты. Пучки и бухты должны быть упакованы в деревянные ящики типов 1, П-1, П-2 по ГОСТ 2991-85, типа Ш-1 по ГОСТ 10198-91, выстланные внутри бумагой по ГОСТ 9569-79, ГОСТ 8828-89, ГОСТ 8273-75. Размеры ящиков - по ГОСТ 21140-88 или по нормативно-технической документации.
Масса грузового места не должна превышать 3000 кг. При транспортировании в железнодорожных вагонах масса груза не должна превышать 1250 кг.
(Измененная редакция, Изм. N 2).
5.1a. Укрупнение грузовых мест проводится в транспортные пакеты. Габаритные размеры пакетов - по ГОСТ 24597-81.
Пакетирование осуществляется на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой не менее чем в двух местах проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размером не менее 0,3х30 мм по ГОСТ 3560-73. Концы проволоки соединяют скруткой не менее чем из пяти витков, ленты - в замок.
(Измененная редакция, Изм. N 5).
5.2. К каждому пучку или бухте должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
марки металла или сплава;
размера трубок;
состояния материала;
номера партии;
обозначения настоящего стандарта.
5.3. Транспортная маркировка - по ГОСТ 14192-77 с указанием макипуляционного знака "Боится сырости". Дополнительно наносится номер партии на месте, свободном от транспортной маркировки.
5.2-5.3. (Измененная редакция, Изм. N 2).
5.4. (Исключен, Изм. N 2).
5.5. Трубки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Допускается транспортировать трубки в специализированных контейнерах по нормативно-технической документации без упаковки в ящики. Трубки должны быть уложены и укреплены так, чтобы при транспортировании исключалась возможность их перемещения.
При транспортировании труб длиной свыше 3 м транспортные средства определяются в соответствии с правилами перевозок на данном виде транспорта.
Размещение и крепление трубок, перевозимых по железной дороге, должно соответствовать правилам погрузки и крепления грузов.
(Измененная редакция, Изм. N 2).
5.6. Трубки должны храниться в крытых помещениях в условиях, исключающих механическое повреждение трубок, попадание на них влаги и активных химических реагентов.
При соблюдении условий хранения свойства трубок при хранении не меняются.
(Измененная редакция, Изм. N 2, 5).
ПРИЛОЖЕНИЕ
Обязательное
Масса 1 м длины трубок, рассчитанная при минимальной и максимальной толщине стенки и минимальному и максимальному наружному диаметру нормальной
и повышенной точности изготовления
Линейная плотность, г/м, при точности изготовления | |||||||||
нормальной | повышенной | ||||||||
Наруж- | Толщина стенки, | меди марки M1, M2 и М3, латунь марки Л96 | латуни марок Л68 и Л63 | меди марки M1, М2 и М3, латунь марки Л96 | латуни марок Л68 и Л63 | ||||
не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||
1,5 | 0,15 | 4,29 | 7,15 | 4,10 | 6,82 | 4,80 | 6,56 | 4,58 | 6,26 |
1,6 | 0,15 | 4,63 | 7,65 | 4,42 | 7,31 | 5,16 | 7,03 | 4,93 | 6,72 |
1,6 | 0,20 | 6,32 | 9,45 | 6,04 | 9,03 | 6,89 | 8,80 | 6,58 | 8,40 |
1,6 | 0,4 | 11,25 | 15,65 | - | - | 12,02 | 14,81 | - | - |
1,7 | 0,2 | 6,71 | 10,06 | - | - | 7,54 | 9,50 | - | - |
1,7 | 0,4 | 12,30 | 17,05 | - | - | 12,86 | 16,21 | - | - |
1,8 | 0,35 | - | - | 11,47 | 15,74 | - | - | 12,21 | 14,87 |
2,0 | 0,15 | 5,97 | 9,66 | 5,70 | 9,23 | 6,62 | 8,94 | 6,32 | 8,53 |
2,0 | 0,20 | 8,22 | 12,03 | 7,85 | 11,48 | 8,91 | 11,26 | 8,51 | 10,75 |
2,0 | 0,25 | 9,92 | 14,68 | 9,48 | 14,02 | 10,64 | 13,86 | 10,16 | 13,23 |
2,0 | 0,30 | 11,92 | 16,73 | 11,39 | 15,98 | 12,68 | 15,87 | 12,11 | 15,16 |
2,0 | 0,35 | 13,78 | 18,65 | 13,16 | 17,81 | 14,58 | 17,74 | 13,93 | 16,94 |
2,0 | 0,40 | 15,17 | 20,76 | 14,49 | 19,83 | 16,00 | 19,81 | 15,28 | 18,91 |
2,0 | 0,45 | 16,78 | 22,37 | 16,02 | 21,36 | 17,65 | 21,37 | 16,86 | 20,41 |
2,2 | 0,15 | 6,64 | 10,67 | 6,34 | 10,19 | 7,34 | 9,89 | 7,01 | 9,44 |
2,2 | 0,20 | 9,17 | 13,31 | 8,76 | 12,71 | 9,91 | 12,49 | 9,47 | 11,92 |
2,2 | 0,25 | 11,10 | 16,30 | 10,60 | 15,56 | 11,87 | 15,42 | 11,34 | 14,73 |
2,4 | 0,15 | 7,31 | 11,68 | 7,00 | 11,16 | 8,07 | 10,84 | 7,71 | 10,35 |
2,4 | 0,20 | 10,12 | 14,60 | 9,67 | 13,94 | 10,92 | 13,72 | 10,44 | 13,10 |
2,4 | 0,25 | 12,27 | 17,92 | 11,72 | 17,11 | 13,10 | 16,99 | 12,51 | 16,22 |
2,5 | 0,2 | 10,62 | 15,30 | 10,14 | 14,54 | 11,39 | 14,33 | 10,87 | 13,68 |
2,5 | 0,25 | 12,86 | 18,73 | 12,28 | 17,89 | 13,72 | 17,77 | 13,10 | 16,97 |
2,5 | 0,35 | 18,12 | 24,10 | 17,30 | 23,01 | 19,06 | 23,06 | 18,20 | 22,02 |
2,5 | 0,4 | 20,12 | 27,11 | - | - | 20,96 | 25,99 | - | - |
2,5 | 0,5 | 24,03 | 31,86 | 22,95 | 30,43 | 25,15 | 30,74 | 24,04 | 29,36 |
2,6 | 0,20 | 11,07 | 15,88 | 10,58 | 15,17 | 11,93 | 14,95 | 11,39 | 14,27 |
2,6 | 0,25 | 13,45 | 19,54 | 12,84 | 18,66 | 14,33 | 18,55 | 13,69 | 17,72 |
2,6 | 0,4 | 20,96 | 28,22 | - | - | 22,08 | 27,11 | - | - |
2,6 | 0,50 | - | - | - | - | 26,42 | 32,29 | 25,23 | 30,84 |
(2,75) | 0,45 | 25,16 | 32,85 | 24,03 | 31,37 | 26,25 | 31,65 | 25,07 | 30,22 |
2,8 | 0,25 | 14,62 | 21,16 | 13,96 | 20,21 | 15,56 | 20,12 | 14,86 | 19,21 |
3,0 | 0,15 | 9,33 | 14,70 | 8,91 | 14,03 | 10,25 | 13,69 | 9,79 | 13,07 |
3,0 | 0,20 | 12,98 | 18,46 | 12,39 | 17,62 | 13,94 | 17,41 | 13,32 | 16,63 |
3,0 | 0,25 | 15,79 | 22,78 | 15,09 | 21,76 | 16,79 | 21,69 | 16,05 | 20,72 |
3,0 | 0,30 | 19,19 | 26,24 | 18,33 | 25,06 | 20,23 | 25,10 | 19,32 | 23,97 |
3,0 | 0,35 | 22,45 | 29,55 | 21,44 | 28,22 | 23,53 | 28,37 | 22,47 | 27,09 |
3,0 | 0,40 | 24,95 | 33,34 | 23,83 | 31,84 | 26,07 | 32,11 | 24,90 | 30,66 |
3,0 | 0,45 | 27,96 | 36,35 | 26,70 | 34,71 | 29,12 | 35,07 | 27,81 | 33,49 |
3,0 | 0,50 | - | - | - | - | 31,46 | 38,45 | 30,04 | 36,71 |
3,0 | 0,60 | 34,65 | 46,11 | - | - | 36,37 | 44,15 | - | - |
3,2 | 0,20 | 13,93 | 19,74 | 13,30 | 18,85 | 14,95 | 18,64 | 14,27 | 17,80 |
3,2 | 0,40 | 26,91 | 35,86 | 25,70 | 34,24 | 28,08 | 34,57 | 26,82 | 33,01 |
3,4 | 0,60 | 40,42 | 53,62 | 38,59 | 51,20 | 42,43 | 51,49 | 40,51 | 49,17 |
3,5 | 0,25 | 18,73 | 26,84 | - | - | 19,87 | 25,60 | - | - |
3,8 | 0,70 | 52,01 | 69,34 | 49,66 | 66,22 | 54,26 | 66,95 | 51,81 | 63,94 |
4,0 | 0,60 | 49,14 | 65,02 | 46,93 | 62,09 | 51,49 | 62,56 | 49,17 | 59,74 |
4,0 | 0,65 | 51,52 | 70,25 | 49,19 | 67,08 | 58,87 | 67,76 | 51,44 | 64,71 |
(Измененная редакция, Изм. N 1, 2, 5).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993