Раковины
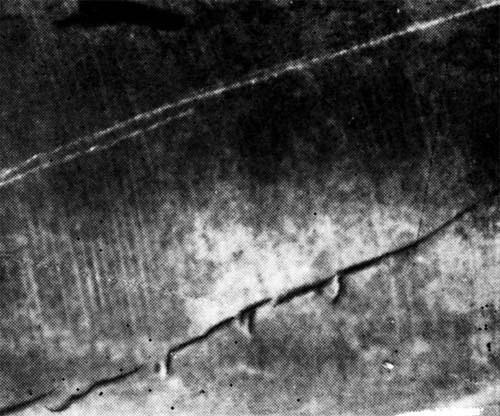
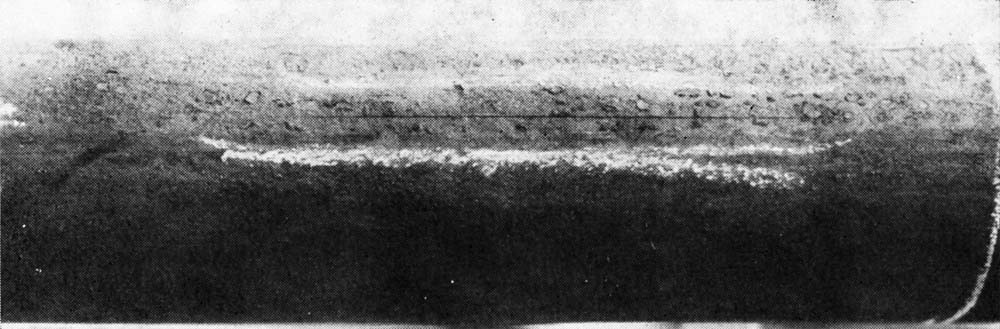
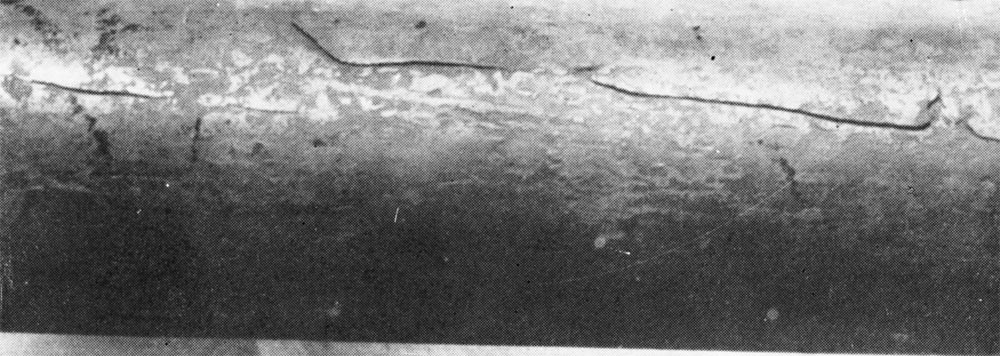
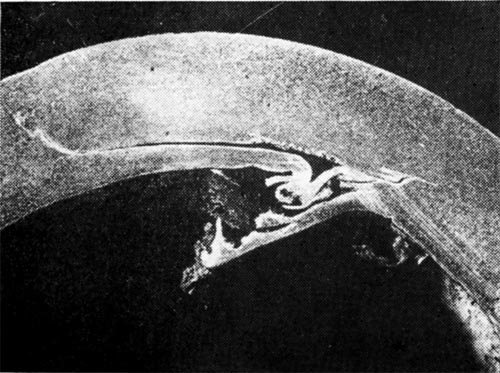
Описание. Напластование материала в форме небольших или крупных образований, которые при последующей горячей деформации отделяются в виде напусков. Из - за скручивания материала при поперечно-винтовой прокатке раковины располагаются по спирали на поверхности трубы. Могут наблюдаться на наружной и внутренней поверхностях трубы.
Причины возникновения
На наружной поверхности:
Дефекты сталеплавильного производства Готовые (подкорковые) пузыри, скопление неметаллических включений, возникшие из-за несоблюдения технологии плавки и разливки.
Плохая поверхность исходных заготовок (наличие тонких продольных трещин, закатов, неметаллических включений, например Аl2О3, трещин, обусловленных выходом на поверхность сотовых (подкорковых) пузырей).
Изношенный инструмент стана поперечно-винтовой прокатки.
Дефекты на поверхности трубных заготовок могут также раскатываться в редукционном и других трубопрокатных станах на последующих стадиях прокатки с образованием раковин на наружной поверхности.
На внутренней поверхности:
Дефекты сталеплавильного производства (грубые неметаллические включения, ликвация, усадочные раковины, центральная пористость и внутренние трещины в непрерывнолитых заготовках), обусловленные нарушением технологии выплавки и разливки (см. выше причины, вызывающие появление раковин на поверхности, а также втянутые слитки в случае полуспокойных сталей, низкая плотность слитков из спокойных трубных сталей, неполная заливка прибыли и т. д.).
Негомогенность по сечению исходных заготовок (разрушения в центре, внутренние трещины и т. п.).
Недостаточная обрезка головной части слитка, неудаленная головная часть заготовки.
Недостаточный или слишком высокий нагрев заготовок в методической печи, печах с шагающими балками или вращающимся подом (неравномерное распределение температуры по поперечному сечению заготовки).
Несоблюдение заданной скорости вращения валков (поперечно-винтовая прокатка) при прокатке легированных сталей (например, подшипниковых).
Слишком малое расстояние между валками.
Слишком малый угол подачи валков.
Неправильная настройка стана поперечно-винтовой прокатки.
Изношенная или с прилипшими частицами металла оправка при поперечно-винтовой прокатке.
Изношенные оправки при получении труб методом Эрхарда (шведские станы); риски на оправке могут приводить при последующей прокатке к образованию раковин (чешуек) на внутренней поверхности трубы.
Плохие или изношенные оправки на других станах при последовательном формировании геометрии трубы.
Предупреждение
На наружной поверхности:
Строгое соблюдение технологии выплавки и разливки.
Тщательный контроль исходных заготовок (отсортировка заготовок, содержащих дефекты) и контроль поверхности трубной заготовки.
Применение зачищенных заготовок (особенно в случае высоколегированных сталей, например нержавеющих и кислотостойких).
Замена изношенных направляющих и валков.
На внутренней поверхности:
Строгое соблюдение технологии плавки и разливки.
Тщательный контроль исходных заготовок (травление темплетов, визуальный и ультразвуковой контроль) и отсортировка заготовок, содержащих дефекты.
Соблюдение заданных температур нагрева заготовок в методических печах, печах с шагающими балками или вращающимся подом (равномерное распределение температуры по сечению заготовки).
Понижение скорости вращения валков стана поперечно-винтовой прокатки, особенно в случае высоколегированных сталей.
Увеличение зазора между валками.
Увеличение угла подачи валков.
Правильная установка оправки относительно валков.
Уменьшение обжатия перед носком оправки до 4—5%.
Замена изношенных валков стана поперечно-винтовой прокатки.
Омана изношенной оправки.
Устранение
1. На наружной поверхности — зачистка напильником или шлифовкой отдельных дефектных мест, если при этом не превышаются допуски на размеры.
2. На внутренней поверхности устранение дефектов возможно только в небольшом объеме (сошлифовкой у концов трубы) или на отдельных участках труб.
Примечание. Трубы со значительными раковинами, расположенными на внешней поверхности по всей длине, бракуют; трубы с небольшими и редко расположенными раковинами зачищают (если зачищенное место еще находится в пределах минусовых допусков).
Трубы со значительными раковинами на внутренней поверхности по всей длине бракуют.
Возможность удаления дефектов обсуждается только для высоколегированных сталей (дорогостоящие трубы).
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.