Продольные трещины

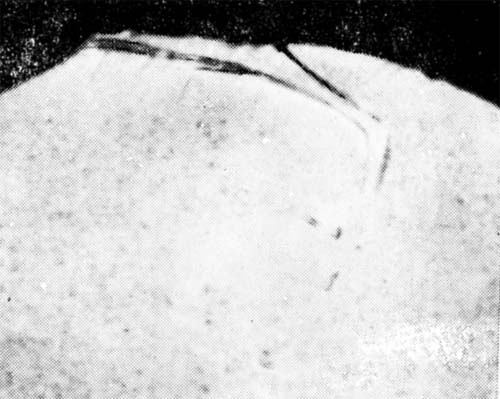
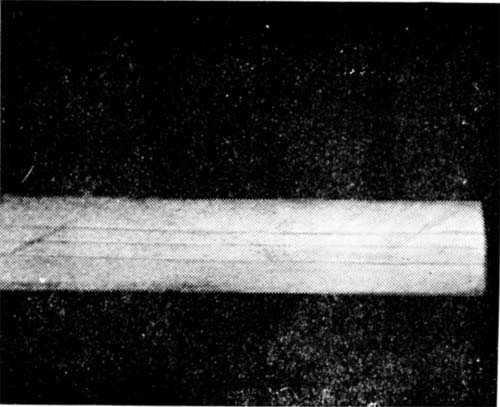
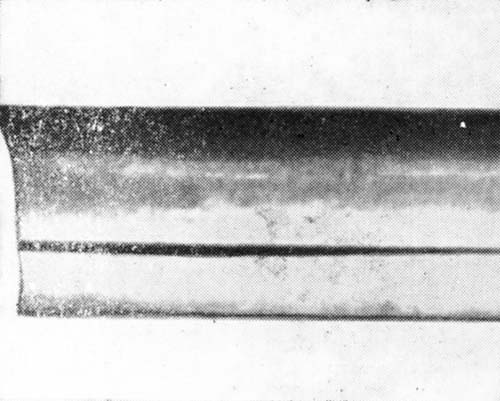
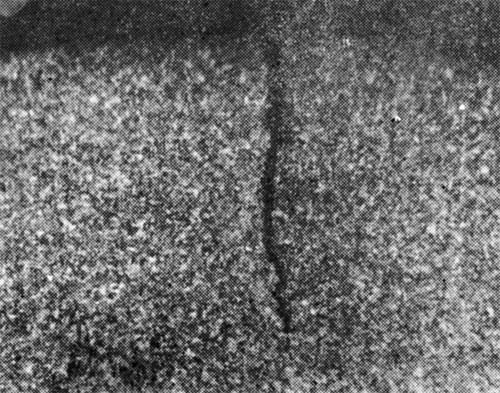
Описание. Линейные нарушения сплошности на поверхности холоднотянутого прутка или проволоки, расположены в продольном направлении и в зависимости от причин, их
вызвавших, имеют различную форму и располагаются в различных местах.
1. Трещины, связанные с закатами при горячей прокатке, проходят прямолинейно, как правило, вдоль всего прутка или проволоки. Часто подобные трещины смещены на 180° относительно направления вытяжки.
2. Трещины, образовавшиеся при горячей прокатке из-за неправильной калибровки; расположены в виде линий параллельно продольной оси на различном расстоянии друг от друга. Они тоньше, чем трещины, связанные с закатами; вызвавшее их смещение металла направлено под углом 90 или 180° относительно направления вытяжки.
3. Тонкие трещины, связанные с дефектностью (выкрашиванием) калибров при горячей прокатке; встречаются на равных расстояниях друг от друга и могут быть распределены по всему периметру (окружности).
4. Тонкие трещины, обусловленные исходными трещинами из-за проскальзывания в калибре при горячей прокатке; могут быть короткими или длинными; нерегулярно распределены по окружности.
5. Трещины на краях (ребрах) прутков с поперечным сечением, отличным от круглого, прежде всего у полосовой стали.
6. Трещины, связанные с сотовыми (подкорковыми) пузырями; обычно короткие, неравномерно распределены по поверхности в продольном направлении.
7. Трещины, возникшие от остаточных напряжений; лишь в редких случаях прямолинейны и расположены параллельно продольной оси; чаще всего криволинейные и ветвистые, иногда доходят до сердцевины; наблюдаются с одной или с двух сторон.
8. Трещины, обусловленные подкорковыми порами; распределены но поверхности неравномерно и вытянуты в продольном направлении. Короткие и преимущественна очень тонкие.
Причины возникновения
1. Закаты возникают в результате загиба и развальцовки кромки, образующейся при переполнении предыдущего калибра (дефект калибровки или неправильной задачи прутка во время прокатки). Другой причиной образования закатов является локальное разрушение прокатных заготовок в местах расположения раковин.
2. Одновременные осадка и уширение (действие сжимающих и растягивающих напряжений) при прокатке.
3. Углубления» возникающие при прокатке из-за дефектной поверхности прокатных валков (в том числе поверхности калибров). Слишком большое различие диаметров одновременно работающих (сопряженных) валков.
4. Неблагоприятное сопряжение между валками и заготовкой при шероховатой поверхности валков.
5. Чрезмерное уширение при горячей прокатке.
Быстрое охлаждение краев (ребер) некруглых профилей при горячей прокатке.
6. Незаварившиеся подкорковые пузыри.
7. Большие остаточные (внутренние) напряжения в металле могут возникать из-за слишком быстрого нагрева или охлаждения, в ходе дальнейшей деформации (например, вследствие скручивания) или при травлении (водород).
8. Изложницы с горячими трещинами, газовыделение из-за поглощения влаги или водорода, слишком быстрая разливка.
Предупреждение
1. Правильная калибровка и соблюдение технологии процесса горячей прокатки.
2. Создание такой калибровки, при которой была бы исключена возможность одновременной сильной осадки и уширения при горячей прокатке, особенно в последних проходах.
3. Не допускать большого различия между диаметрами одновременно работающих (сопряженных) валков. Не создавать углублений на поверхности проката,, не использовать прокатные валки со слишком глубокими насечками.
4. Текущий контроль за состоянием валков (их поверхности) и своевременная смена валков.
5. Правильная калибровка для предупреждения слишком большого уширения.
6. Подкорковые пузыри должны располагаться достаточно далеко от поверхности, чтобы после первых проходов при горячей
прокатке, проводимых при достаточно высоких температурах и обжатиях, произошло их заваривание.
7. Предотвращение при термической обработке резких нагревов и охлаждений, оптимальное распределение обжатий (напряжений) при протяжке.
8. Использование исправных изложниц, имеющих хорошее состояние поверхности соблюдение оптимальной скорости разливки, предупреждение влагонасыщения (водорода).
Устранение. Возможность устранения определяется глубиной трещин и характером их распределения (частотой), а также размерами профилей н маркой стали. Грубые трещины, например связанные с закатами, устраняются обточкой; тонкие трещины например трещины, связанные с проскальзыванием в калибре, устраняются шлифовкой.
Примечание. Образование продольных трещин на прутках и проволоке, полученных волочением, чаще всего связано с предварительными этапами металлургического передела. Продольные трещины, как правило, существенно снижают качество прутков и проволоки, так как могут значительно затруднить их последующую обработку без снятия стружки, а также уменьшить работоспособность изделий, если металл содержал глубокие трещины. В большинстве случаев образование трещин обусловлено дефектами сталеплавильного и прокатного производства.
Трещины на металле, полученном волочением, в значительной мере могут быть устранены путем обработки поверхности (зачисткой, обточкой, шлифовкой) заготовок. Предотвратить эти дефекты можно путем соответствующей корректировки технологии
в сталеплавильном и прокатном производстве. Рекомендуется подвергать горячекатаные заготовки надлежащей поверхностной обработке. Так как причины возникновения трещин весьма разнообразны, а возможности контроля ограничены, получение металла без трещин возможно только при чрезвычайно высоких затратах. Степень вызванного продольными трещинами снижения качества заготовок и работоспособности полученных из заготовок изделий зависит от вида трещин, их глубины и характера расположения (частоты), а также от целей применения изделий. Если заготовка подвергается механической обработке по всей поверхности, как в случае автоматных сталей, поверхностные трещины не являются браковочным признаком тогда, когда глубина их залегания меньше толщины удаляемого слоя. В случае изготовления из волоченых прутков и проволоки пружин,
испытывающих большие динамические нагрузки, продольные трещины недопустимы.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.