«Шов прокатки» (лампас, заусенец)
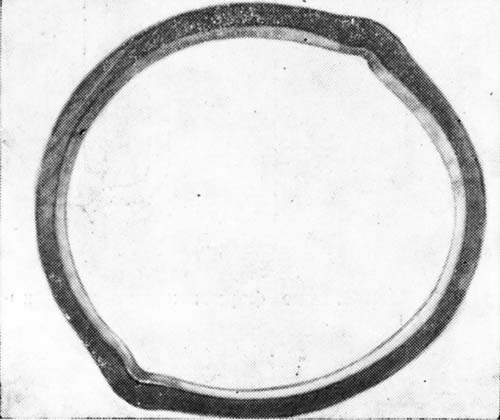
Описание. Утолщение на внешней поверхности трубы, расположенное в продольном направлении. Чаще всего имеются два диаметрально противоположных шва прокатки (лампаса).
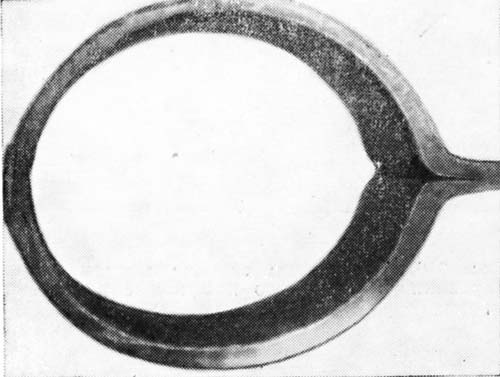
При прессовании трубы может образоваться односторонний «шов» (лампас) в виде плавника (наиболее часто у тонкостенных труб).
Дефект наблюдается только при продольной прокатке труб на оправке. При поперечно-винтовой и периодической прокатке такой дефект практически не наблюдается.
Причины возникновения. Слишком низкая температура трубной заготовки.
Слишком большое обжатие (недостаточное отношение ширины калибра к высоте для данных размеров трубной заготовки, из-за чего происходит переполнение калибра).
Сильное смещение ручьев калибра относительно друг друга.
Слишком большой зазор между валками.
Неправильная установка оправки.
Неточная установка входного желоба по оси прокатки стана (при прокатке труб на оправке).
Предупреждение. Соблюдение заданной температуры горячей деформации.
Уменьшение обжатия (выбор оправки требуемого диаметра, соблюдение заданного диаметра трубной заготовки, периодический контроль профиля калибра с помощью шаблона).
Корректировка установки валков (ручьи верхнего и нижнего валков должны полностью совпадать).
Уменьшение зазора между верхним и нижним валками.
Правильная установка оправки (цилиндрическая часть оправки должна совпадать со средней линией валков стана).
Правильная установка входного желоба по оси стана для прокатки труб (дно входного желоба и направляющая должны находиться на одной высоте).
Устранение. При значительной величине «швов прокатки» (лампасов) устранить их невозможно.
В ходе дальнейшего процесса обработки при прокатке трубы в других станах небольшие «швы прокатки» (лампасы) раскатываются и исчезают.
Примечание. Большие «швы прокатки» (лампасы) могут при последующей прокатке вызвать появление закатов или раковин.
Источник: Атлас дефектов стали. Пер. с нем. М. "Металлургия", 1979.